Di mana digunakan
Pada masa ini, anda boleh menemui kompor pelbagai model, tetapi prinsip pengoperasiannya selalu sama. Perbezaan utama mereka terletak pada jenis bahan bakar. Mereka boleh menggunakan minyak, arang batu, gas dan elektrik - ketuhar elektrik yang lebih moden. Tungku digunakan untuk:
- Membakar batu bata.
- Menembak seramik.
- Pengeluaran roti dan roti.
- Matlamat industri metalurgi.
Biasanya, ketuhar beroperasi tanpa gangguan (sepanjang masa), ini membolehkan anda mengurangkan kos pemanasannya. Ketuhar elektrik mahal, tetapi ketika bekerja dalam beberapa shift (selalunya tiga), ia cepat membuahkan hasil. Mode menembak boleh berbeza bergantung pada dua faktor utama:
- produk yang dipecat (jenis, bentuk, saiz);
- jenis penyejuk.
Keamatan menembak dan kualitinya secara langsung berkaitan dengan jenis pemuatan bata mentah di troli. Troli bergerak sepanjang keseluruhan terowong, dan boleh dipakai kerana perubahan suhu, ini mungkin satu-satunya tolak tungku. Mod penembakan dipilih dari jenis produk, mekanisasi proses, ukuran saluran dan, tentu saja, bahan bakar. Adalah tidak menguntungkan untuk memasang tanur terowong di rumah, ia memerlukan banyak ruang, dengan penggunaan yang jarang, ia tidak menjimatkan, dan tanpa mekanisasi tahap individu, kualiti penembakan akan jauh dari ideal.
Kebakaran di tanur terowong elektrik berlaku pada suhu hingga 1400 darjah. Proses pemuatan dilakukan pada jubin, fireclay atau ferit. Untuk menghilangkan lekatan tanah liat, jubin dirawat dengan alumina serbuk. Dalam beberapa kes, jubin ferit ditembakkan, ini diperlukan semasa proses meletakkan barisan tinggi. Setiap baris ditutup dengan alumina serbuk supaya produk tidak melekat atau berubah bentuk.
Memilih pengeluar bata tanur
Pasaran untuk jenis bahan binaan ini sangat tepu dengan produk syarikat dalam dan luar negara. Dalam segmen ini, produk yang dikeluarkan oleh perusahaan dari Rusia, Belarus dan republik Baltik dilambangkan secara meluas.
Kedai kilang bata Vitebsk №1.
Batu bata seramik dari pengeluar ini memenuhi syarat untuk bahan tungku dari segi kepadatan. Rintangan fros produk sangat rendah. Ketumpatan gred 180 - 200. Batu bata boleh digunakan untuk menghadap dapur dan saluran cerobong, ia tidak sesuai untuk unsur lain. Kita boleh mengatakan bahawa ini adalah salah satu bahan yang paling biasa pada masa ini untuk pembinaan relau. Ia tidak boleh digunakan untuk meletakkan kotak api dan cerobong asap pertama. Diperlukan untuk melapisi tungku dan cerobong pertama dengan batu bata tahan api.
Dengan sentuhan terus-menerus terus dengan api, bata ini runtuh dengan cukup pantas. Oleh kerana produk mempunyai ketahanan fros yang rendah, penggunaan batu bata ini untuk meletakkan dinding luar paip jalan cerobong juga tidak termasuk. Kelebihan bahan ini termasuk hakikat bahawa ini adalah salah satu pilihan belanjawan dan, memandangkan semua nuansa, sangat mungkin untuk menggunakannya untuk meletakkan kompor. Mempunyai 2 permukaan kerja. Secara amnya, kualiti bata ini dapat digambarkan sebagai memuaskan.
KASIH.
Batu bata LODE dihasilkan di Baltik. Bata seramik mempunyai gred ketumpatan tinggi - 500 dan tahan fros. Produk ini digunakan untuk melapisi permukaan luar kompor dan cerobong. Batu bata jenama ini mempunyai pelbagai bentuk dan sering digunakan untuk membuat semua jenis elemen hiasan dapur. Mengikut tujuan utamanya, ia adalah batu bata yang menghadap.
Kilang bata Borovichi.
Produk kilang bata Borovichi yang terletak di wilayah Novgorod. Pengeluaran besar-besaran produk bermula pada tahun 2011, para pakar menilai kualitinya baik.Gred ketumpatan bata seramik M-250, penunjuk rintangan fros pada tahap F25. Penyimpangan produk yang ketara dari ukuran yang ditetapkan oleh piawaian diperhatikan, hingga 10 - 12 mm dalam satu kumpulan. Perkara ini mesti diambil kira semasa meletakkan kompor dan lebih baik mengambil sedikit batu bata daripada yang diperlukan. Selanjutnya, semuanya bergantung pada profesionalisme pembuat kompor dan kemampuannya memilih produk yang diperlukan. Bata ini mempunyai tepi atas dan bawah yang bulat dan 3 permukaan kerja.
Batu bata tahan api atau fireclay pengeluaran Rusia.
Kualiti produk sangat berbeza-beza, mulai dari perkahwinan langsung hingga produk yang cukup baik. Batu bata Fireclay mempunyai warna krim sekata dan kepadatan tinggi, bentuknya betul dengan sudut tepat. Seperti yang telah kita ketahui sebelumnya, bata ini diperlukan untuk lapisan ruang pembakaran tungku klasik, perapian dan perapian. Tetapi agak sukar untuk memilih pengeluar tertentu di sini.
Jawapan untuk soalan bata mana yang terbaik untuk tungku biasanya diputuskan oleh pelanggan dengan persetujuan dengan tuannya. Ia mengambil kira beberapa faktor, di antaranya yang utama adalah pematuhan dengan keperluan standard dan kos. Sifat operasi struktur bergantung pada pilihan bata tahan api yang betul, penjimatan dengan mengorbankan kualiti adalah mahal.
Ciri-ciri tembakan batu bata
- Seperti apa proses pembuatan batu bata?
- Nasihat praktikal
- Teknologi pengeluaran batu bata
- Bagaimana untuk menentukan ketidaksesuaian batu bata?
Mengapa anda memerlukan penembakan batu bata? Pembinaan adalah salah satu kraf yang paling kuno. Sejak zaman kuno, orang telah membina kediaman mereka sendiri. Pada mulanya, dahan dan daun digunakan untuk ini, kemudian tanah liat digunakan. Dengan perkembangan manusia, bahan binaan telah berubah. Batu bata sangat popular hari ini.









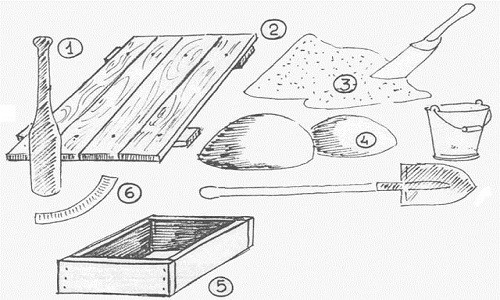
Bahan dan alat untuk membuat batu bata: 1 - alu (tolkun); 2 - lantai; 3 - pasir dengan sudu; 4 - tanah liat dengan sekop; 5 - dicipta; 6 - pendakap atau pengikis.
Bahan tersebut sesuai untuk penduduk luar bandar, dan mereka terlibat dalam pengeluarannya sendiri. Teknologi termudah untuk pengeluarannya memerlukan tanah liat dan komponen tambahan. Bentuk yang dihasilkan kering, dan kemudian proses penembakan batu bata mengikuti. Segera dikatakan bahawa kerja ini memerlukan kawalan suhu semasa penembakan terakhir. Jika tidak, tanah liat tidak akan menghasilkan bahan yang berkualiti.
Peranti relau kumpulan
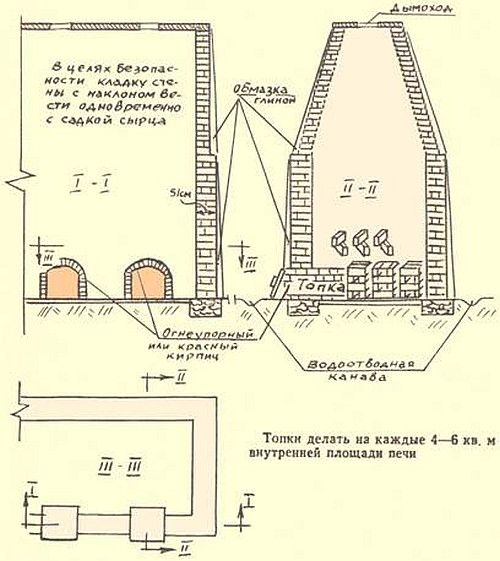
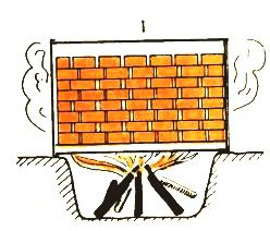
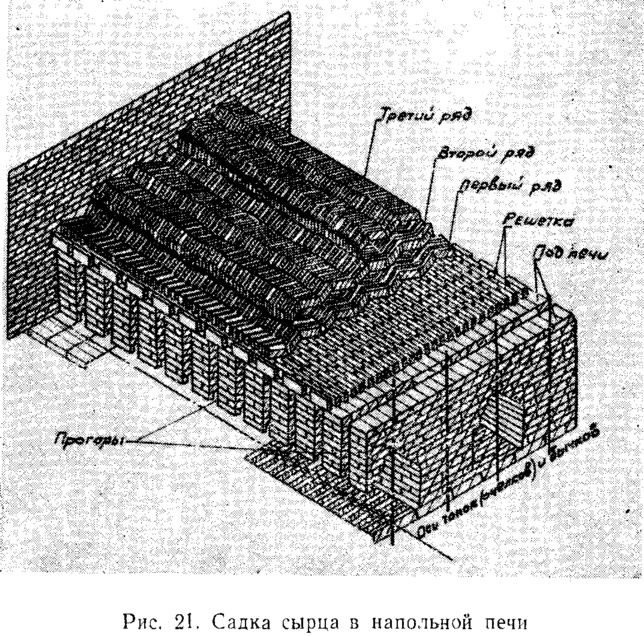
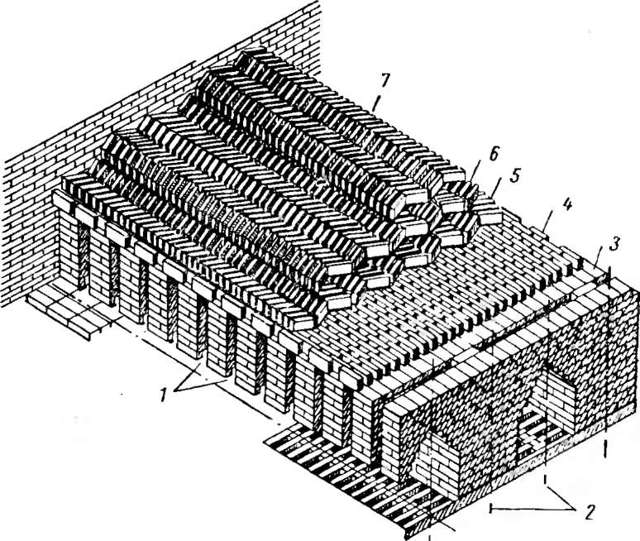
Lokasi untuk tungku dipilih, jika mungkin, di tempat yang tinggi, tidak dapat diakses oleh air sedimen dan tanah. Ia dibersihkan dari lapisan vegetasi, setelah itu mereka melakukan perancangan dan penyempitan mendatar. Tungku terkecil dirancang dengan kapasiti 1500 pcs. produk akhir. Lebarnya - 1.6 m, panjang - 2 m, ketinggian susunan - dari 160 hingga 185 cm. Dinding relau didirikan dari batu bata mentah setebal satu bata.
Pertindihan dibina di atas bingkai logam, jika setiap baris batu bata peti besi terletak pada dua jalur keluli atau batang, yang dipasang dengan pengelasan, membentuk bingkai. Di atas peletakan batu bata, lengkungan di tengahnya harus memiliki tinggi sekurang-kurangnya 35 cm. Kotak api atau perapian adalah koridor melalui lebar 50 cm dan tinggi 40 cm. Sepanjang keseluruhannya, langkah dibuat pada ketinggian 25 cm di kedua dinding. Kemudian biji-bijian ditempatkan di sana dengan bahan bakar arang batu.
Apabila menggunakan kayu bakar sebagai bahan bakar, parut tidak perlu dipasang. Juga, pintu persegi kecil 40 × 40 cm disediakan di dalam kotak api. Bilik kebal dilengkapi dengan saluran asap dengan keratan rentas 25 × 28 cm. Untuk bahan bakar rendah kalori (gambut, arang batu), lubang 25 × 15 cm disediakan dengan penutup yang berfungsi untuk bekalan bahan bakar. Cerobong bata didirikan setinggi 5 m dengan bahagian dalaman 40 × 40 cm.
Ia dipasang berhampiran dapur, di belakangnya, disambungkan ke saluran asap. Ia terletak di dinding belakang. Di tengah dinding, lubang dibiarkan untuk dilihat, kemudian diletakkan dengan batu bata, ditutup dengan tanah liat.Untuk meletakkan dinding sisi dan belakang, peti besi, paip, sudut dinding depan, gunakan mortar pasir tanah liat tradisional. Tanpa mortar, bahagian dinding depan diletakkan, yang akan dibongkar untuk memotong kandang.
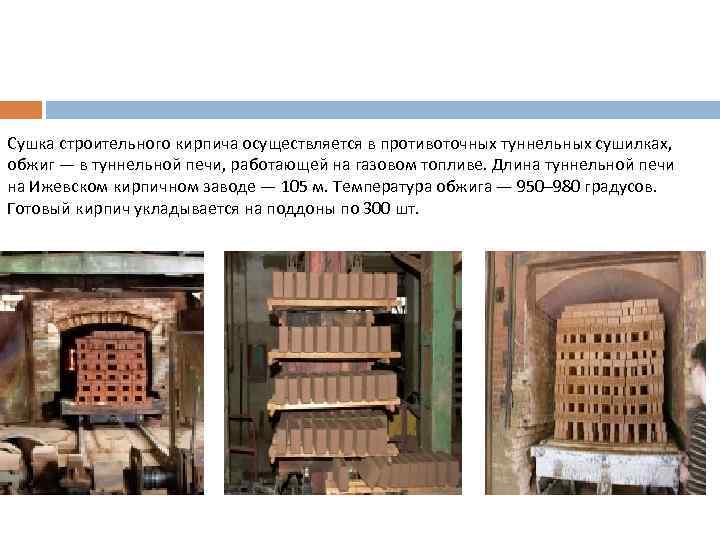
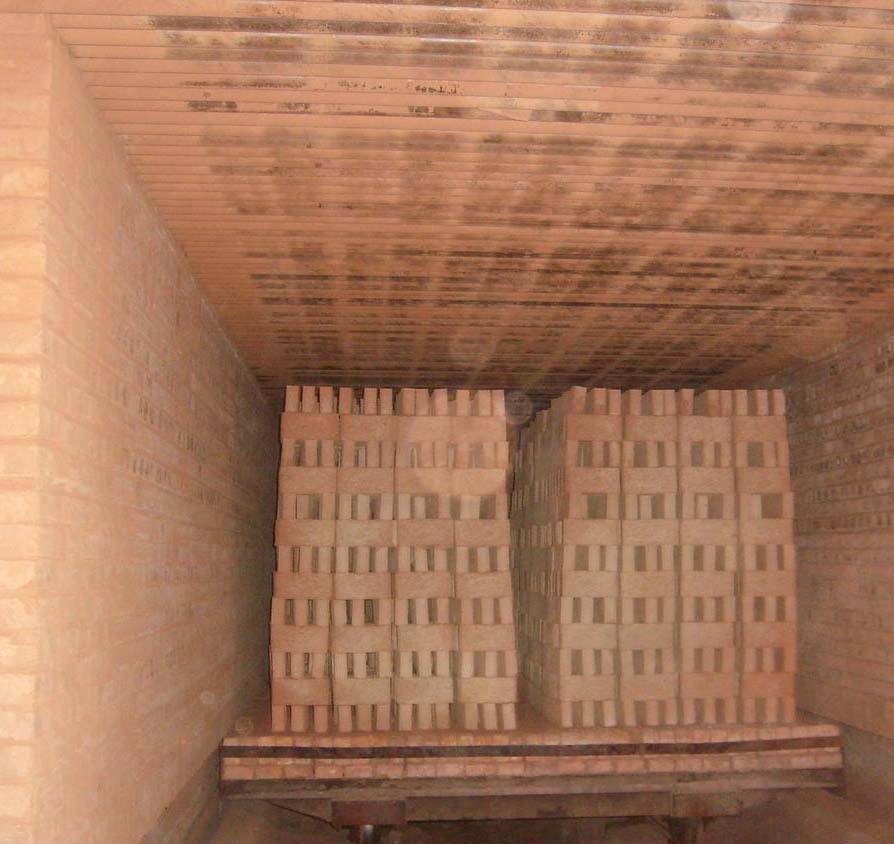
Prinsip pemuatan di tanur terowong

memuatkan batu bata ke dalam tanur terowong
Untuk membuat ketuhar gas untuk memanggang batu bata, anda memerlukannya
hitung sebilangan produk dalam masa yang diperlukan. Pada asasnya di tungku seperti itu terdapat ruang besar di mana bahan mentah diletakkan. Ruang ini seperti terowong, dan di tengahnya ada elemen untuk memanaskannya. Terima kasih kepada peranti ini, keseluruhan sistem mula berfungsi. Masing-masing dibahagikan kepada beberapa bahagian, yang mempunyai suhu tertentu semasa pembuatan batu bata.
Skema tanur bata berbeza dari struktur itu sendiri, yang mempunyai penolak khas di setiap bahagian. Mereka, pada gilirannya, tidak dapat bekerja tanpa kereta, dan untuk pergerakannya, rel harus diletakkan. Untuk mempercepat proses kerja, perlu mengautomasikan semuanya, ini akan menjimatkan pelaburan kewangan dengan ketara, dan ini adalah keinginan yang dihargai bagi setiap pengusaha yang memutuskan untuk memulakan pengeluaran ini.
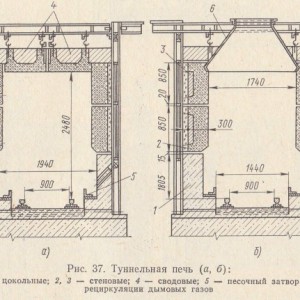
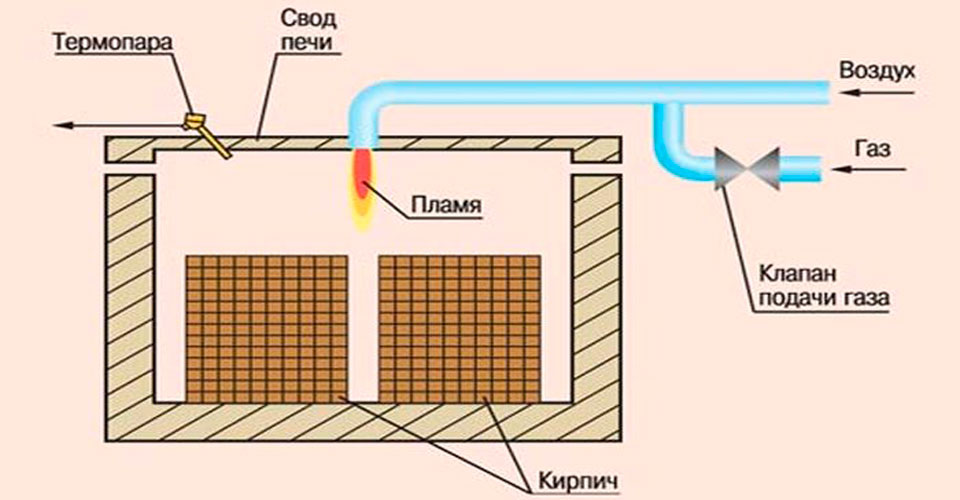
gambarajah tanur terowong
Untuk merancang tanur terowong untuk menembak batu bata, anda perlu menghubungi pakar untuk menggambar, kerana bentuknya boleh berbeza. Pada saat batu bata dimuat, berwarna abu-abu, dan ketika keluar, berubah menjadi jingga, yang dapat dilihat di pasar bangunan dan pasar. Dalam proses pembuatan produk, tungku berfungsi mengikut prinsip tertentu:
- Kereta pertama, yang mempunyai palet, dimuat dengan bata mentah dalam beberapa baris. Semasa memuatkannya, anda mesti memerhatikan ketinggiannya. Mesti tidak lebih dari 1 m, jika ambang ini terlampaui, maka bata akan menjadi cacat:
- Agar tanur bata terowong berfungsi, alat dan penolak automatik mesti dihidupkan. Kereta diaktifkan dimuatkan dengan bahan. Sebaik sahaja dia memasuki dapur, batu bata mentah jatuh ke ruang 1. Orang yang tidak berpengetahuan dapat mengajukan pertanyaan: "Bagaimana anda meletakkan batu bata di troli sehingga setelah prosedur mereka memperoleh bentuk tertentu?":
- Langkah seterusnya dalam teknologi konvensional adalah pengeringan antara produk mentah. Susun atur tanur bata di rumah sama sekali berbeza daripada kemudahan pengeluaran.
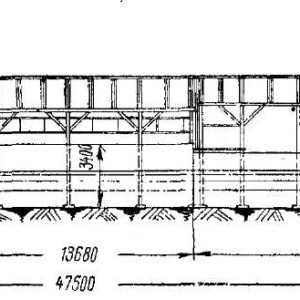
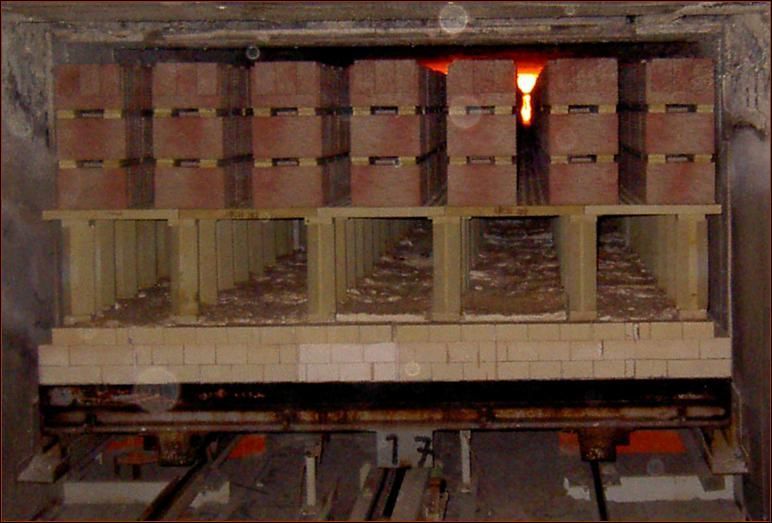
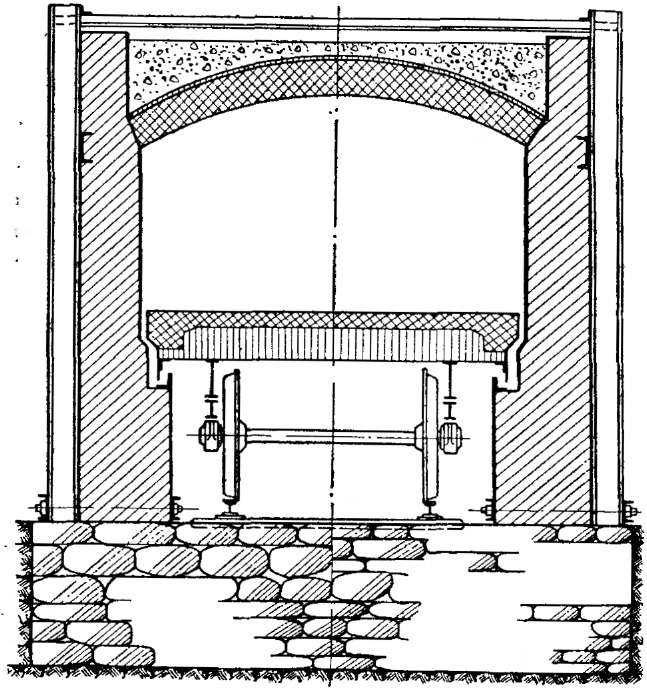
reka bentuk tanur terowong
Dengan pemanasan tungku secara beransur-ansur, semua kelembapan keluar dari bata, dan jika bahan binaan ini dimuat ke dalam tungku panas, ia hanya akan pecah atau cacat. Oleh itu, adalah perlu untuk lebih memperhatikan jumlah kerja.






- Untuk memindahkan produk mentah secara beransur-ansur, tanur ruang digunakan untuk membakar batu bata. Ketika batu bata menghampiri ruang, suhu di sana sudah mencapai sekitar 900 darjah celcius, dan mungkin lebih tinggi lagi. Setiap bahan ada di jabatan ini untuk waktu tertentu. Setelah tamat tempoh yang diperuntukkan, kumpulan lain tiba, dan kumpulan ini seterusnya ke peringkat pemprosesan seterusnya. Sekiranya struktur terowong seperti ini dilaksanakan di perusahaan, maka hasil yang sangat baik dapat diperoleh dalam jangka waktu yang singkat.
- Langkah seterusnya dalam merancang tanur bata melibatkan penyambungan semua zarah produk. Apabila kelembapan yang berada di antara kristal menguap sepenuhnya, maka bahan mentahnya menyerupai sesuatu seperti seramik. Perkara yang paling menarik ialah seramik dibuat dengan cara yang sama.
- pada ini, secara umum, tembakan berakhir dan bahan binaan masa depan masuk ke ruang seterusnya untuk disejukkan. Proses ini juga harus beransur-ansur, tidak tiba-tiba. Sementara itu, penghantar automatik meneruskan kerjanya dan bahan binaan yang hampir siap berakhir di bahagian terakhir. Sebelum dijual, produk disimpan dalam tanur terowong mudah alih untuk menembak batu bata di bahagian terakhir, yang disimpan pada suhu terendah.
- Pada peringkat akhir, penolak mendorong troli keluar, sebagaimana adanya, dan bata akhirnya menyejuk tanpa campur tangan fizikal atau mekanikal, serta tanpa perbezaan suhu yang tajam. Setelah sejuk, ia diangkut ke gudang.
Kiln bata mini adalah struktur yang paling mudah alih dan automatik untuk pengeluaran produk ini. Itu tidak dapat dibandingkan dengan hasil yang dilakukan oleh tunneling, kerana semua pekerjaan dibangun berdasarkan metode pipeline. Sudah tentu, dalam perusahaan seperti itu, anda perlu melaburkan dana yang besar, tetapi dengan peralatan yang dapat menghasilkan sejumlah besar produk, semua kos akan cepat terbayar.
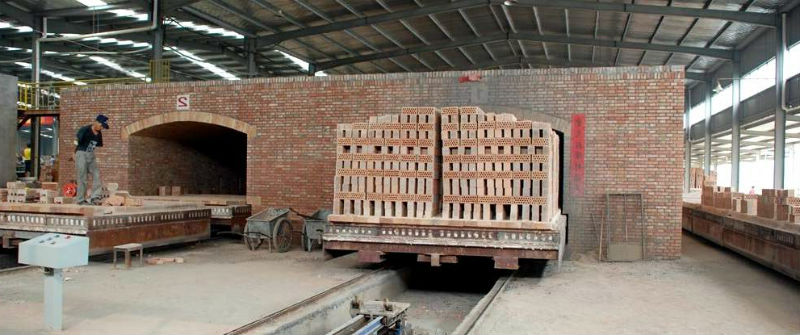
Ketuhar terowong
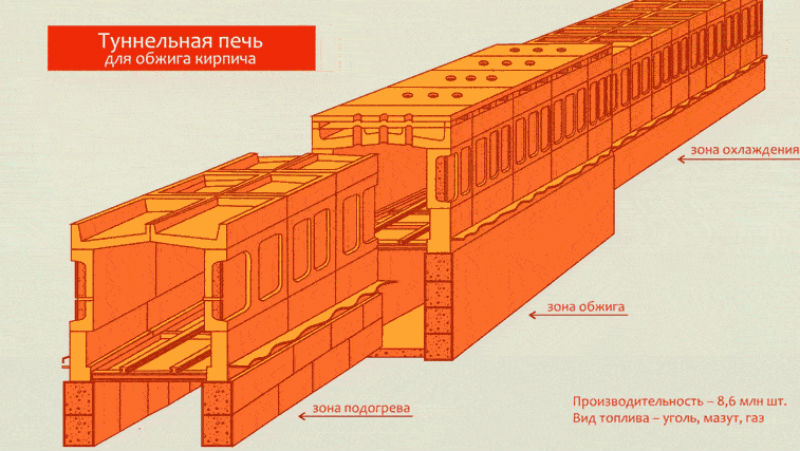
Sebilangan besar kilang bata yang menghasilkan batu bata padat tunggal dan batu seramik dilengkapi dengan tungku jenis ini. Mereka mewakili terowong di mana troli atau tali sawat dengan bahan mentah bergerak. Ruang kerja mereka boleh mempunyai satu atau dua saluran yang terletak dalam garis lurus atau mempunyai bentuk annular yang tertutup.

Prinsip operasi
Berbeza dengan tanaman cincin, di sini semuanya berlaku sebaliknya: bahan bergerak melalui zon pemanasan, penyepuhlindapan dan penyejukan yang tidak jelas. Bahan bergerak secara berurutan dari zon ke zon. Dalam tungku seperti itu, hanya ada satu pintu masuk dan satu kawasan pembuangan. Mereka terletak di hujung terowong yang bertentangan dan dilengkapi dengan mekanisme yang menutup ruang dalaman relau secara hermetik semasa memuat dan memunggah bahan. Pengedap berlaku secara automatik, yang mengelakkan penggunaan penyejuk berlebihan. Ruang di atas lantai, di bawah penghantar atau bahagian bawah troli juga tidak menghangatkan, kerana dipagari dengan pintu pasir.
Gas asli digunakan sebagai pembawa haba. Kadang-kadang mereka diubah untuk menggunakan minyak bahan bakar, bahan bakar diesel, minyak pemanasan, dan tenaga elektrik. Gabungan pilihan adalah mungkin.
Ketuhar berfungsi sepanjang masa. Pembakar gas mengarahkan suar gas pembakar ke jisim bata secara langsung (di tungku terbuka) atau melalui skrin pelindung (di tungku muffle). Kipas dan penangkap asap dipasang di sepanjang keseluruhan saluran, mengarahkan jumlah gas udara dan gas yang dipanaskan ke zon relau yang diperlukan melalui saluran peredaran khas. Peranti ini berfungsi secara bebas antara satu sama lain dan dikendalikan oleh pengendali dari jauh. Relau dimuat secara manual oleh pekerja, dan pemunggahan dilakukan secara mekanis.
Teknologi menembak automatik sebanyak mungkin. Program komputer khas dengan bantuan banyak sensor memantau proses teknologi dan memberikan arahan kawalan:
- rejim suhu di semua zon.
- tekanan udara.
- kelajuan troli.
Pemilihan mod operasi tungku dilakukan secara automatik dan bergantung pada parameter awal bata mentah (jenis, bentuk, ukuran, tahap kelembapan, jenis sangkar). Pengawal menyimpan semua kemungkinan mod dalam memori dan memilih yang paling optimum. Kawalan kualiti produk siap juga automatik. Tempoh kitaran teknologi untuk produk pepejal adalah dari 36 hingga 40 jam, batu berongga siap dalam sehari.
Kelebihan dan kekurangan
Kelebihan pemasangan terowong yang paling penting adalah keupayaan untuk meminimumkan tenaga kerja manual dan mengautomasikan proses kawalan. Semua pekerja yang memuat tanur dan memunggah produk dijauhkan dari zon pembakaran terpanas. Mereka berfungsi dalam keadaan kebersihan dan kebersihan yang baik (suhu udara yang boleh diterima, pencahayaan yang baik). Sistem kawalan automatik membolehkan anda menyesuaikan unit untuk pengeluaran produk berkualiti tinggi.
Kekurangan ketuhar terowong:
- bekerja terutamanya pada pembawa haba yang mahal.
- perbezaan suhu yang besar di zon tetangga, mengancam penampilan kecacatan bahan.
- pencemaran produk dengan abu semasa menggunakan arang batu di tungku jenis terbuka.
- kos tinggi beberapa peralatan pengeluaran (lengan pelindung, panel berseri) dan sistem automasi.
- pecahan cepat stok barang mereka.
Batu bata yang baik dapat diperoleh di salah satu jenis tanur ini. Di kilang cincin, kualiti produk yang tinggi dijamin oleh kerja keras dan kemahiran pembakar, memberi makan bahan bakar secara manual dan menyesuaikan proses sesuka hati. Dalam struktur terowong yang lebih moden, automasi yang sempurna bahkan sering tidak dapat melindungi barang dari ubah bentuk, retakan, dan ketidakpatuhan terhadap parameter yang ditentukan. Semasa memilih batu bata, anda tidak harus terlalu memperhatikan kaedah menembaknya. Lihat sahaja bahannya dengan lebih dekat.
Parameter teknikal batu bata
Saiz dan bentuk bata
Salah satu peraturan yang tidak berubah untuk pembinaan relau adalah ketepatan reka bentuknya. Sebilangan besar projek dirancang untuk ukuran bata tertentu. Oleh itu, dari batu bata mana yang lebih baik untuk meletakkan kompor, persoalannya sangat penting.
Pelan kerja bata biasanya menunjukkan bukan sahaja bilangan unit bata, tetapi juga dimensinya. Dipercayai bahawa dimensi bata standard sesuai dengan dimensi jenis tunggal - panjang 250 mm, lebar - 120 mm dan tinggi 65 mm... Ini dianggap sebagai "standard emas". Benar, perlu diperhatikan bahawa ini adalah dimensi yang ditetapkan oleh standard Soviet. Hari ini, selain ukuran tradisional ini, ada ukuran lain yang digunakan untuk meletakkan dapur:
- "Standard Euro" - dengan panjang dan ketinggian yang sama dengan standard biasa, lebarnya 85 mm (selalunya dilambangkan 0,7 NF);
- Bata tebal (KU) - berbeza dari ketinggian format biasa, ia adalah 88 mm (sebutan 1.4 NF);
- Bata modular tunggal (KM) - panjangnya 288 mm, lebar 138 mm, tinggi 65 mm (sebutan 1.3 NF);
- Bata tebal dengan lompang mendatar (KUG) mempunyai dimensi bata tebal 250x120x88 mm (ditetapkan 1.4 NF).
Terdapat satu lagi bata khusus untuk meletakkan kompor - modul tungku, dimensinya 230mm x125mm x65mm. Walaupun standard ini dianggap ketinggalan zaman, banyak reka bentuk relau yang berjaya mempunyai skema yang dirancang khusus untuk ukuran ini. Populariti standard tanur ini sedemikian rupa sehingga banyak pengeluar batu bata tahan api untuk tanur individu masih menghasilkan batu bata dengan dimensi hanya untuk modul tanur - 230x114x40 atau 230x114x65 mm.
Terdapat juga jenis bata khusus - berbentuk baji atau melengkung untuk susunan lengkungan tungku dan lengkungan pelapisan. Keanehannya terletak pada kenyataan bahawa dimensi menunjukkan sisi lebar dan yang menyempit, misalnya, 230x114x65 / 45 mm.







Batu bata ketuhar seramik yang digunakan untuk tujuan hiasan boleh mempunyai bentuk yang berbeza. Contohnya, mempunyai sudut bulat, sisi cembung atau cekung, dan mempunyai permukaan berkilat. Penggunaan bahan jenis ini semestinya ditunjukkan dalam skema biasa dari ketuhar ketuhar.
Kekuatan bata
Perkara kedua yang perlu anda perhatikan ketika memilih batu bata untuk meletakkan oven adalah kekuatan jenama. Ciri ini menunjukkan jenis beban yang boleh ditanggung oleh bata tanpa menunjukkan tanda-tanda ubah bentuk. Penandaan biasanya ditunjukkan dengan sebutan huruf "M" dan angka yang sesuai dengan beban akhir dinyatakan dalam kilogram / sentimeter persegi
Oleh itu, penandaan M150 dibenarkan untuk pembinaan kebanyakan reka bentuk relau. M 200 sesuai untuk pembinaan dapur untuk memanaskan dua tingkat. Tetapi gred yang lebih tinggi, misalnya M-300 atau M-500, biasanya tidak digunakan untuk pembinaan relau. Faktanya ialah bahan kimia tambahan digunakan untuk membentuk bahan ketumpatan ini, oleh itu, apabila dipanaskan, bahan semacam itu kehilangan sifatnya, yang memberi kesan negatif kepada keadaan struktur.
Rintangan fros, kekonduksian terma dan hygroscopicity
Rintangan batu bata sangat penting untuk pembinaan kompor di rumah di mana tempat tinggal tetap dalam cuaca sejuk tidak dirancang.Biasanya ia dilambangkan dengan huruf F, di sebelahnya ditunjukkan jumlah minimum kitaran pembekuan-pencairan tanpa kehilangan kekuatan dan permulaan proses pemusnahan mekanikal
Penunjuk ini penting untuk elemen struktur seperti pangkal dan kepala cerobong.
Apabila memilih batu bata untuk batu, perlu diperhatikan indikator seperti kekonduksian terma - keupayaan bahan untuk menahan haba
Ini sangat penting untuk meletakkan dinding kotak api dan cerobong asap. Untuk tujuan ini, bahan diambil dengan petunjuk sekurang-kurangnya 0,61 W / m × ° С
Untuk tujuan ini, bahan diambil dengan petunjuk sekurang-kurangnya 0,61 W / m × ° C.
Tetapi untuk hygroscopicity, bahan tersebut harus dipilih dengan penunjuk terendah. Semakin rendah pekali, semakin sedikit bata mampu menyerap kelembapan. Untuk asas dan cerobong asap, ini adalah penunjuk kualiti bata yang sangat penting, kerana bahagian struktur inilah yang paling rentan terhadap kelembapan.
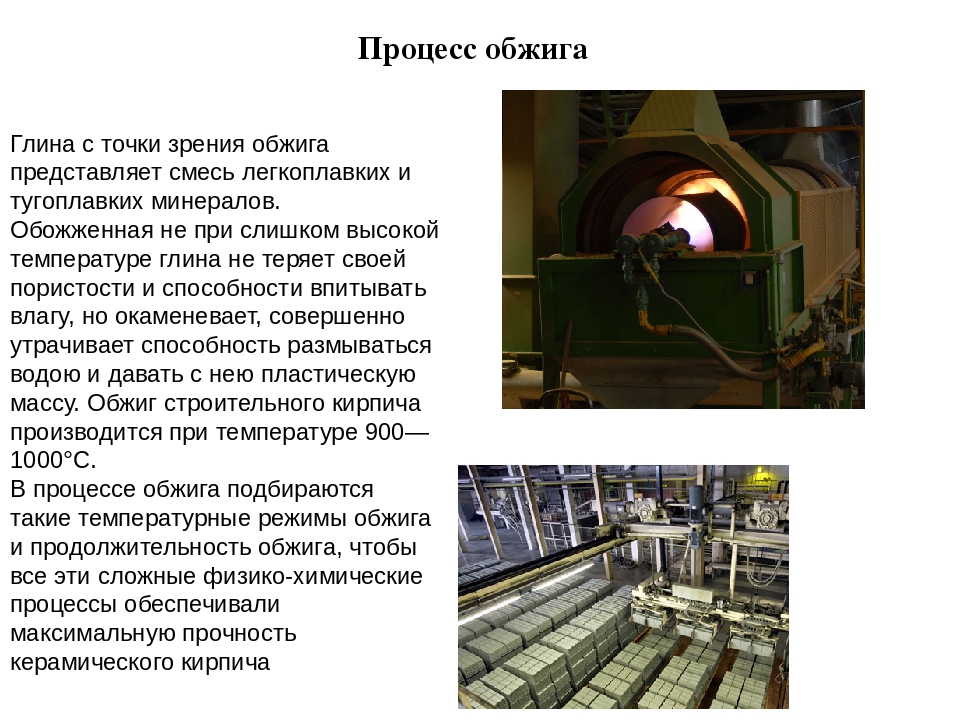
Pembakaran
Kompor dipanaskan dengan jerami, kayu berus dan kemudian kayu.
Peringkat pertama ialah pengeringan. Ini adalah tahap yang paling kritikal.
Pemanasan harus dilakukan dengan ringan, menggunakan bahan bakar rendah kalori (sisa kayu), sehingga bata menghilangkan kelembapan dalaman. Kehadiran kelembapan di bata ditentukan oleh kehadiran pemeluwapan di baris atas.





Pengeringan dapat dianggap lengkap jika pin besi diturunkan ke dalam ketuhar selama beberapa minit tidak kabur. Dengan beberapa pengalaman, kehadiran kelembapan dapat ditentukan dengan tangan dengan meletakkan telapak tangan di atas gas yang melarikan diri.
Proses pengeringan biasanya memakan masa sehingga 12 jam.
Setelah dibuktikan bahawa kelembapan sisa telah dikeluarkan, api secara beransur-ansur meningkat, menjadikan batu bata menjadi warna merah gelap (memerhatikan peti besi). Pemanasan berlangsung sehingga 9 jam, kemudian beralih ke api yang tinggi sehingga api padam.
 Peningkatan haba dihasilkan hanya dengan meningkatkan bekalan bahan bakar. Sekiranya, atas sebab apa pun, nyala api mulai marak dari mana-mana tempat, tempat ini segera ditutup dengan bumi.
Peningkatan haba dihasilkan hanya dengan meningkatkan bekalan bahan bakar. Sekiranya, atas sebab apa pun, nyala api mulai marak dari mana-mana tempat, tempat ini segera ditutup dengan bumi.
Apabila api muncul di bahagian atas kompor (900-950 ° C) - baris atas berwarna merah terang dan yang bawah berwarna kuning, kompor "disejukkan". Untuk ini, lubang tungku dilapisi dengan bata dan dilapisi dengan tanah liat, dan tanah kering, debu bata atau pasir kering dituangkan ke bahagian atas tungku dengan lapisan 10-15 cm.
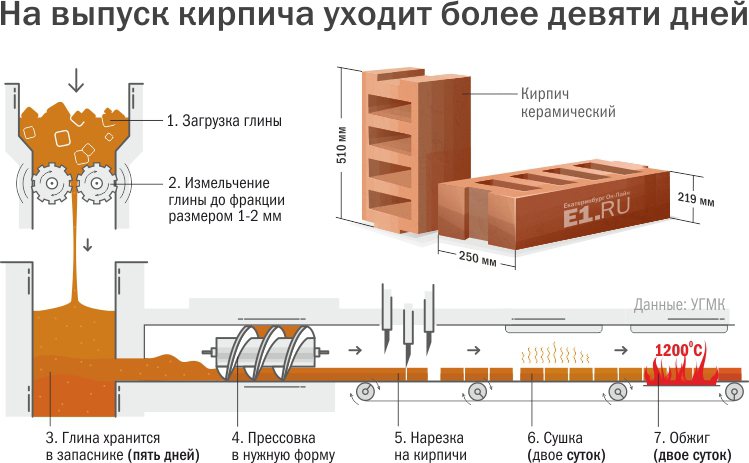
Rejim suhu menembak dicirikan oleh empat peringkat:
- Pengeringan: suhu 20-90 ° С, masa 10-13 jam.
- Pemanasan: suhu 90-600 ° С; masa 8-10 jam.
- Kebakaran: suhu 600-1000 ° C; masa 10-12 jam.
- Penyejukan: suhu 1000-50 ° C; masa 7-10 jam.
Pengendalian suhu pembakaran di tungku dilakukan secara visual mengikut warna peti besi:
- Merah gelap, kelihatan dalam gelap - 450-500 ° C.
- Merah gelap - 600-650 ° C.
- Ceri merah - 700 ° C.
- Merah muda - 850 ° C.
- Kuning - 950-1000 ° C.
- Putih - 1200 ° C - MEMBAKAR!
Sebelumnya, untuk mendapatkan batu bata berkualiti tinggi, tungku tersebut ditutup sehingga satu minggu dan hanya kemudian mulai sejuk. Ini memberikan hasil yang sangat baik kerana pelepasan tekanan haba sangat perlahan.
Dalam praktiknya, cukup untuk menahan 7-10 jam.
Penyejukan tungku bermula dengan menebuk lubang kecil di dalam kotak api - ukuran telur ayam, setelah satu jam lubang itu berlipat ganda, setelah satu jam lagi - sudah empat kali. Oleh itu, selepas 6 jam, anda boleh membuka pintu relau dan menunggu tungku sejuk sepenuhnya.
Setelah menyejukkan, dinding depan tungku dibongkar dan casnya dipotong, bermula dari baris atas. Selepas pembongkaran, penyortiran dan penolakan, batu bata berkualiti tinggi disusun rapat antara satu sama lain.
Unfire dilipat secara berasingan dan pada masa akan datang digunakan dalam struktur tidak kritikal untuk partition atau di baris atas batu.
Penentuan visual kualiti bata. Sebab perkahwinan.
Bata yang dibakar dengan betul mempunyai warna oren-merah yang seragam. Ini memiliki bentuk biasa dengan tepi lurus dan permukaan halus. Menghasilkan bunyi yang jelas apabila dipukul dengan tukul logam.
Tanpa api - mempunyai warna yang lebih ringan, tidak seragam pada patah tulang. Pada hentaman, ia mengeluarkan suara yang membosankan (alasannya adalah suhu atau waktu pembakaran tidak mencukupi).
Terbakar - mempunyai warna kelabu gelap atau biru-hitam, selalunya terdapat jejak lebur di permukaan. Menghasilkan suara bernada tinggi ketika dipukul. Terbentuk pada suhu pembakaran yang terlalu tinggi.
Kerosakan pada sudut dan tepi produk adalah hasil dari pengendalian, pengangkutan atau peletakan produk yang tidak cuai di dalam ketuhar. Deformasi produk - kering sebelum meletakkan di dalam ketuhar
Deformasi produk - kering sebelum meletakkan di dalam ketuhar.
Retakan kecil terbentuk apabila oven memanaskan atau menyejuk terlalu cepat.
Baca tentang bagaimana menentukan kualiti tanah liat untuk membuat bahan mentah di sini.
Keretakan besar dan melalui retakan produk adalah hasil daripada nisbah tanah dan pasir yang tidak betul, kualiti tanah liat yang buruk, pelanggaran rejim pengeringan dan pembakaran.
Bata hitam diperoleh kerana kekurangan udara atau kerana peredaran yang lemah di dalam ketuhar.
Tompok putih pada produk siap adalah hasil pengeringan yang tidak betul (terlalu kering).