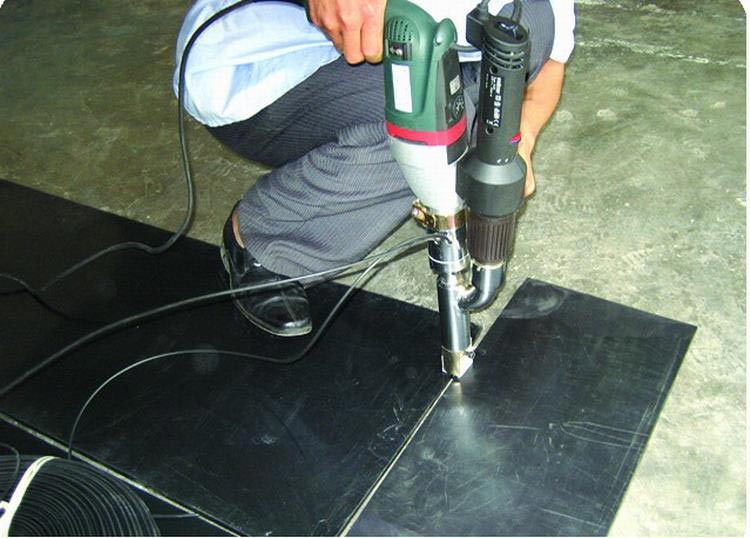
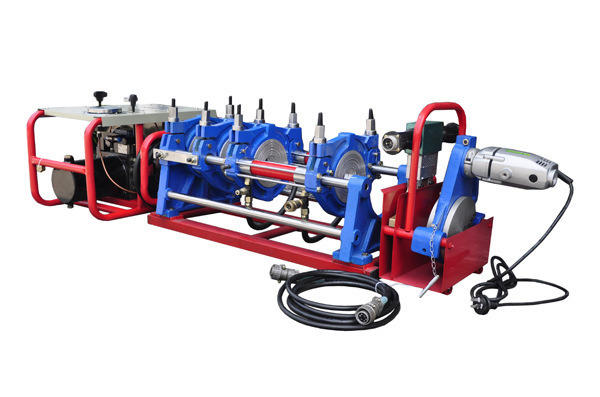
Peranti kimpalan profesional
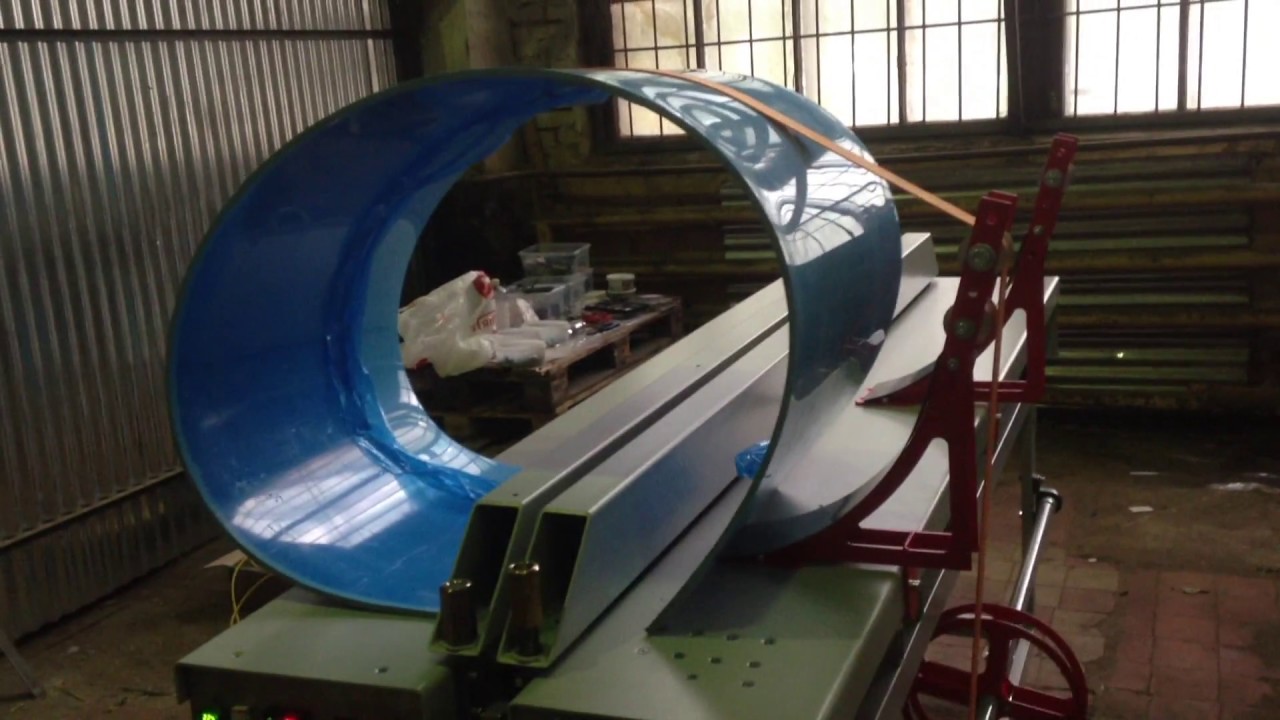
Untuk kerja berskala besar (misalnya, untuk membuat penutup rumah hijau besar atau untuk aktiviti komersial), disyorkan untuk menggunakan alat kimpalan polietilena profesional. Kelebihan peranti ini ialah mereka membenarkan penyesuaian parameter tekanan, suhu, kelajuan pergerakan di sepanjang jahitan yang fleksibel. Sekiranya anda bekerja dengan kumpulan polietilena yang sama, maka setelah anda menetapkan nilai yang diperlukan, anda dapat menjalankan proses pengelasan pada kelajuan tinggi.
Peranti kedap sering mempunyai penggelek penggerak dan ketegangan yang membolehkan filem yang disambung ditarik pada kelajuan yang sama, yang memberi kesan yang baik terhadap kualiti akhir jahitan.

Peranti industri terdapat dalam pelbagai jenis. Ia boleh menjadi pemanasan sentuhan atau pemanasan udara panas.
Operasi dengan kawasan bahan yang besar menjimatkan kos ketika memilih sambungan dengan mengimpal, kerana tidak memerlukan pelekat atau pita scotch. Produktiviti dan ketepatan kerja meningkat dengan ketara. Titik lebur rendah dan kelenturan bahan memungkinkan penyambungan dengan mengimpal di rumah. Kekuatan sendi yang dihasilkan terutamanya bergantung pada suhu dan kebersihan permukaan yang akan disambung.
Parameter kimpalan untuk produk polietilena dan polipropilena
Indeks Aliran Meleleh Bahan (MFR)
Kimpalan polietilena berketumpatan tinggi (PE-HD, HDPE)
Produk yang diperbuat daripada polietilena berketumpatan tinggi kumpulan lebur dengan indeks 005 (MFR 190/5: 0.4-0.7 g / 10 min.), Kumpulan 010 (MFR 190/5: 0.7-1.3 g / 10 min.) Atau kumpulan 003 ( MFR 190/5: 0.3 g / 10 min.) Dan 005 (MFR 190/5: 0.4-0.7 g / 10 min.) Sesuai untuk dikimpal bersama. Ini disahkan oleh DVS 2207 bahagian 1 (DVS - German Welding Association) dan didokumentasikan oleh DVGW (German Gas and Water Association).
Kimpalan polipropilena: homopolimer polipropilena (PP jenis 1, PP-H) dan kopolimer blok polipropilena (PP jenis 2, PP-C, PP-R)
Kebolehkimpalan polipropilena ditunjukkan dalam kumpulan indeks lebur 006 (MFR 190/5: 0.4-0.8 g / 10 min.). Ini disahkan oleh norma DVS 2207 bahagian 11.
Suhu proses kimpalan polipropilena dan polietilena
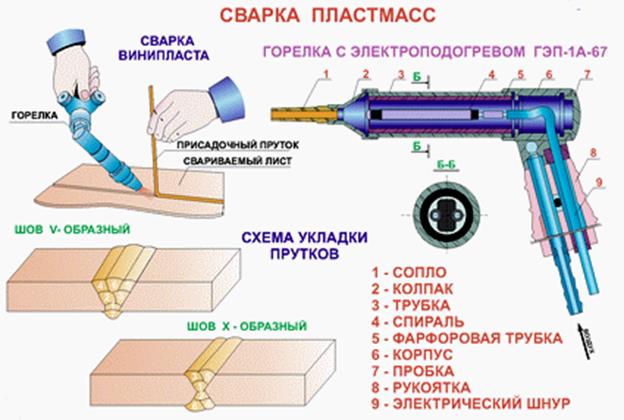
Kimpalan gas panas
| Udara, l / min | Suhu di muncung muncung ˚ С | Halaju gas cm / min | ||||
| Diameter muncung, mm | Diameter muncung berkelajuan tinggi | |||||
| 3 | 4 | 3 | 4 | |||
| Polietilena kimpalan | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | lebih kurang 10 lebih kurang 10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Polipropilena kimpalan | 60-7060-7060-70 | 280-320280-320280-320 | lebih kurang 10 lebih kurang 10 lebih kurang 10 | 50-6050-6050-60 | 40-5040-5040-50 |
Kimpalan dengan extruder tangan
| Suhu ekstrudat diukur pada saluran keluar muncung, º C | Suhu udara diukur pada muncung udara hangat, ºC | Isipadu udara, liter / min. | |
| PE pepejal PE | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Pengaruh kelembapan
Produk yang akan dikimpal (kepingan, plat) dan batang kimpalan yang diperbuat daripada polietilena dan polipropilena dapat menyerap kelembapan dalam keadaan tertentu. Sebagai hasil penyelidikan yang dilakukan oleh sejumlah pengeluar, terungkap bahawa rod pengelasan polietilena dan polipropilena yang terbuat dari polietilena dan polipropilena menyerap kelembapan bergantung pada bahan dan lingkungannya. Dalam pengelasan penyemperitan, kelembapan dapat muncul dalam bentuk lubang di permukaan jahitan atau permukaan jahitan kasar. Fenomena ini semakin meningkat dengan peningkatan ketebalan jahitan.
Untuk mengelakkan akibat yang tidak diingini, cadangan berikut telah dikembangkan:
- Pemasangan pemisah kelembapan dan minyak dalam sistem bekalan udara,
- Mengelakkan perbezaan suhu yang ketara antara bahagian yang dikimpal (kelembapan kondensat),
- Menyimpan batang kimpalan, jika boleh, di tempat yang kering,
- Mengeringkan batang kimpalan pada suhu 80 ° C sekurang-kurangnya 12 jam,
- Jahitan lebar kimpalan (> 18mm) dalam beberapa hantaran.
Bergantung pada jenis pemanasan polipropilena dan polietilena, jenis kimpalan berikut dibezakan:
- Termoplastik kimpalan dengan udara panas (pengering rambut)
- Termoplastik kimpalan dengan extruder
- Termoplastik kimpalan dengan elemen pemanasan
- Kimpalan termoplastik frekuensi tinggi
- Kimpalan laser termoplastik
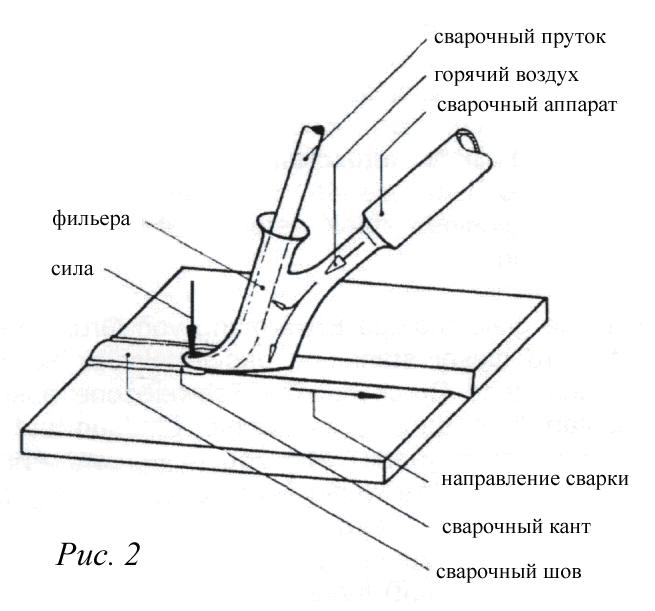
Kimpalan dengan bar
Sebagai contoh, semasa meletakkan linoleum PVC, pengelasan menggunakan batang pengisi diperlukan. Linoleum sudah siap. Ia mesti pas di lantai.









Semua sendi mesti dipasang tanpa celah atau celah. Jahitan yang berkualiti tanpa menggunakan peralatan khas sangat sukar. Pengering rambut biasa tidak dapat melakukan ini kerana ketebalan linoleum yang ketara.
Memerlukan alat dan peralatan khas. Sebelum mengimpal dengan bar, bahagian tepi mesti disediakan, bar lebur akan memastikan sambungannya yang boleh dipercayai. Nodul yang terbentuk dikeluarkan dengan pisau khas.
Kimpalan dengan besi pematerian
Pateri elektrik biasa juga sesuai untuk mengikat filem di persekitaran rumah. Sebaiknya pasangkan hujung dengan pelajar atau poster poster, yang diperbuat daripada logam, di bahagian sengatannya. Sekiranya polimer dibakar, hujungnya sedikit beralih dari hujung peranti - ini mengurangkan kawasan pemindahan haba.
Pematerian lebih dipercayai jika anda memasang penggelek khas pada besi pematerian. Di hujung, sengatan digiling hingga berhenti, alur dipotong di tengah hujung, yang digunakan gergaji besi. Anda memerlukan cakera tembaga dengan diameter 1 cm (mereka yang serius memikirkan pembinaan alat sedemikian dapat mengukirnya sendiri).
Bor lubang dengan diameter kira-kira 5 mm untuk pengancing gandar, masukkan cakera ke dalam slot yang dibuat dan selamatkan. Ia harus berputar dengan bebas. Untuk menjadikan kimpalan sama rata, ikuti tepi lurus. Alat mesti dibawa ke titik di mana jahitan berakhir tanpa terkoyak, dengan tekanan. Lebih kerap pendekatan ini digunakan untuk menutup beg. Untuk mendapatkan jahitan yang cantik, amalkan sedikit pada bahagian yang tidak diperlukan.
Kimpalan polietilena dengan elemen pemanasan (Butt Welding)
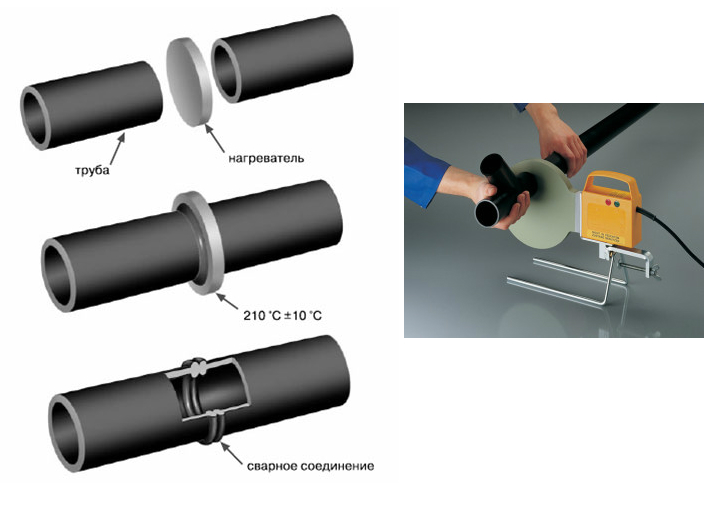
Kimpalan polietilena dengan elemen pemanasan (juga disebut kimpalan pantat) digunakan untuk mengimpal plat, blok dan profil lain produk separuh siap. Kimpalan jenis ini sangat banyak digunakan untuk mengimpal saluran paip termoplastik. Tidak seperti dua kaedah pengelasan sebelumnya, kaedah ini tidak memerlukan penggunaan bahan pengisi.
Untuk pengelasan dengan elemen pemanasan, yang disebut. mesin kimpalan pantat, prinsip pengoperasiannya (pemanasan dengan elemen pemanas dengan pelbagai bentuk) adalah sama, dan hanya berbeza dalam jenis pemacu (manual, mekanikal, pneumatik, dll.), yang memindahkan daya ricih ke unsur yang hendak dikimpal. Sebagai tambahan, mesin kimpalan pantat dapat dibezakan dengan set lengkap peralatan khas dan semua jenis pilihan - contohnya, untuk kepingan kimpalan pada sudut, untuk kepingan lipat yang akan dikimpal.
Beberapa jenis mesin kimpalan pantat, selain HDPE, juga membenarkan pengelasan HMPE dan UHMWPE.
Semasa mengimpal polietilena hujung ke hujung, haba yang diperlukan dibekalkan terus dari elemen pemanasan ke zon kimpalan permukaan yang akan disambung. Dengan cara ini, pengagihan haba yang lebih baik dicapai, sehingga tidak ada zon bahan yang lebih banyak dimuatkan haba daripada yang lain. Di samping itu, permukaan kawin elemen pemanasan mestilah bersih dan berdekatan. Jenis kimpalan ini menunjukkan sedikit tekanan dalaman dan boleh dimuat sama seperti bahan asalnya.
Penggunaan besi pematerian untuk filem kimpalan
Bergabung dengan kepingan polietilena menggunakan besi pematerian konvensional (40-60 W) membolehkan anda mendapatkan jahitan yang kuat, sementara pengubahsuaian alat kecil diperlukan. Menggunakan besi pematerian tanpa petua khas tidak akan memberikan hasil yang berkualiti tinggi. Sendi tidak rata, pembentukan titik penyebaran bahan mungkin.
Skema pengelasan filem.
Untuk mendapatkan hasil yang baik dan sambungan kimpalan yang panjang, penggunaan alat tambahan akan diperlukan. Terdapat beberapa pilihan untuk memodifikasi besi pematerian.
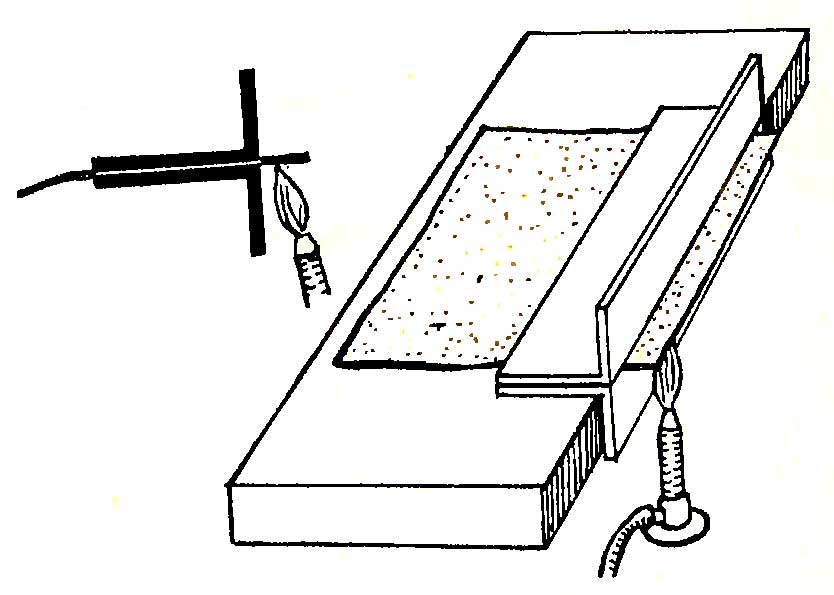





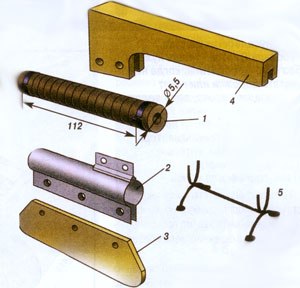
Besi pemateri biasa diambil, kemudian hujung hujungnya dikeluarkan daripadanya. Dengan menggunakan gergaji besi, potongan dibuat. Selepas itu, piring tembaga atau aluminium dimasukkan ke dalam potongan, yang dipasang dengan keling. Permukaan plat diproses, pinggirnya dibulatkan dengan fail. Pengelasan dilakukan dengan sedikit menekan besi pematerian pada sudut 45 ° dan menggerakkannya secara seragam.
Suhu dan tekanan dipilih secara empirik. Semasa membuat sambungan, disarankan untuk meletakkan substrat kayu rata atau tekstolit di bawah lapisan bawah filem, dan pusatkan besi pematerian pada palang rata. Dalam beberapa kes, kertas nipis akan mengganggu antara plat dan filem. Ini benar sekiranya filem nipis sedang dikimpal. Setelah membuat jahitan, kertas itu dipisahkan dengan teliti.
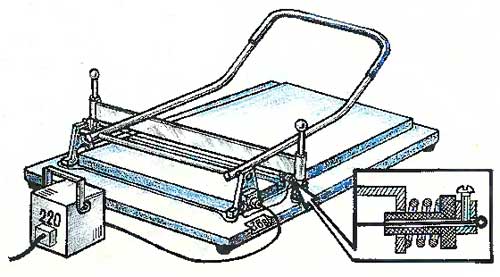
Sampel sampel muncung ditunjukkan dalam Gambar 1 (1 - plat; 2 - besi pematerian dan batangnya).
Gambarajah kimpalan ultrasonik.
Adalah mungkin untuk memasang cakera ke dalam tiub hujung yang terpisah, dan pada gilirannya, dipasang pada hujung besi pematerian. Potongan filem dikimpal dengan menggulung besi pematerian yang dipanaskan ke jarak yang diperlukan. Jumlah tekanan diatur bergantung pada pengelasan jahitan. Kaedah ini membolehkan anda melaksanakan sejumlah besar pekerjaan.
Pematerian filem buat sendiri
Saluran paip polietilena dipasang dengan dua cara: menggunakan kelengkapan dan bebibir atau beberapa jenis kimpalan.
Sambungan memerlukan kelengkapan khas (gandingan dan soket) dan tanpanya. Untuk paip dengan ketebalan dinding kurang dari 4.5 (diameter 50-110 mm), pengelasan menggunakan kelengkapan digunakan; untuk paip yang lebih besar dengan dinding yang lebih tebal, kimpalan pantat dan penyemperit boleh diterima.
Penyebaran
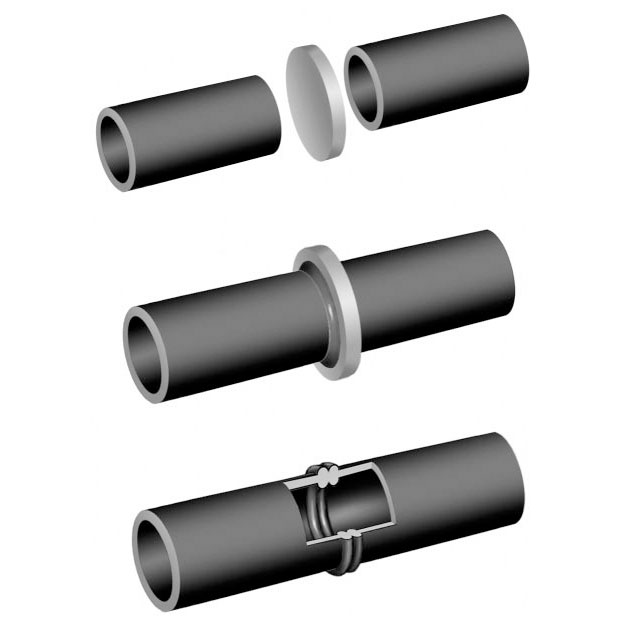
Kaedah penyebaran terdiri dalam memanaskan hujung ke keadaan aliran likat. Hujung kosong yang disusun bergabung dan dimampatkan sedikit. Di bawah pengaruh tekanan, molekul polimer bergerak bergerak ke bahagian yang akan digabungkan, campurkan, apabila disejukkan, padatkan dalam kedudukan baru, membentuk ikatan kimia baru dan memastikan lekatan paip yang boleh dipercayai antara satu sama lain.
Kaedah loceng
Bukan cara yang paling biasa. Terdapat dua varian pelaksanaan: dengan bantuan paip soket dan gandingan. Kaedah itu sendiri menyerupai pengelasan saluran paip polipropilena: soket atau gandingan dan benda kerja dipanaskan menggunakan besi pematerian dengan muncung khas.
Kemudian benda kerja dimasukkan ke soket paip atau lengan lain, dipasang, ditekan dan dipegang. Masa kimpalan adalah 20 saat. Sekiranya gandingan digunakan, maka paip kedua disolder ke gandingan dengan cara yang sama. Kos gandingannya rendah, produk dengan soket jarang dijumpai di kedai.
Sambungannya boleh dipercayai dan tahan lama, diameter kecil boleh dikimpal.
Kimpalan pantat
Sebelum menjalankan kerja, potong paip polietilena dengan tegak lurus dan bersihkan hujungnya dengan teliti. Kemudian paip dipasang di mesin kimpalan dan dipusatkan dengan teliti.
Sejukkan sendi, kemudian keluarkan mesin. Karya ini mempunyai kehalusan tersendiri, memerlukan dua orang.









Kimpalan extruder
Penyemperitan - pengelasan menggunakan alat kecil, dari mana polietilena cair diperah di bawah tekanan. Bahan mentah dalam bentuk rod atau pelet dimasukkan ke dalam extruder.
Penyemperitan digunakan pada saluran tekanan dengan ketebalan dinding lebih dari 6 mm, tetapi juga dapat digunakan untuk memperbaiki saluran paip pembetung tanpa tekanan dengan dinding yang lebih tipis. Persimpangan dipanaskan oleh aliran udara panas.
Dianjurkan untuk mengetuk hujungnya.
Alat dan peranti
Pematerian besi
Ini adalah kaedah yang cukup mudah untuk menghubungkan bahagian kanvas, kerana terdapat besi di hampir setiap rumah.
Untuk menyambungkan polietilena dengan cara ini, anda perlu meletakkan bongkah kayu di atas meja. Pada pendirian seperti ini, tepi kanvas yang bersambung terletak.
Mereka harus menonjol dari tepi palang sejauh dua puluh milimeter. Dari atas, polietilena ditutup dengan selembar bahan tahan api (selofan, filem fluoroplastik).
Pembentukan jahitan dapat dipercepat dengan penyejukan berikutnya. Untuk melakukan ini, setelah terdedah kepada suhu tinggi, sendi dirawat dengan kain basah.

Besi condong lima darjah ketika meleret di persimpangan. Anda perlu menggerakkannya perlahan-lahan, di sepanjang sendi. Sekiranya tidak cukup untuk membentuk jahitan yang kuat, prosedur mesti diulang sekitar empat hingga lima kali.
Juga, untuk menggunakan besi, petua pematerian khas digunakan, yang dipasang di bahagian atas peranti. Mereka mempunyai pangkal ribbed rata.
Memateri dengan besi pematerian
Besi solder rumah dengan kekuatan 40-60W digunakan untuk mengimpal dua kepingan filem. Walau bagaimanapun, alat ini memerlukan sedikit peningkatan untuk melakukan tugas ini.
Untuk bekerja dengan bahan polietilena, hujung hujung dikeluarkan dari besi pematerian. Selepas itu, potongan dibuat, di mana piring aluminium atau tembaga dimasukkan. Plat dipasang dengan keling, diproses dan dibulatkan dengan fail.
Kesan pada sendi kanvas dibuat pada sudut empat puluh lima darjah. Besi solder ditekan ke permukaan, dan kemudian perlahan-lahan bergerak di sepanjang sendi. Pergerakan harus seragam, tanpa tersentak atau berhenti.
Roda adalah cakera dengan diameter lapan hingga sepuluh milimeter. Bahan cakera boleh berupa aluminium atau tembaga.








Anda boleh membuatnya sendiri. Roda logam diletakkan di potong, di mana ia dipasang dengan gandar. Kaedah menyambung dengan roda didasarkan pada pemanasannya dengan putaran lebih jauh di sepanjang sendi.
Peralatan khas
Semasa memilih peralatan, pandangan jauh diperlukan
Penting untuk mempertimbangkan kerumitan kerja. Untuk mengatasi sejumlah besar filem, peralatan industri digunakan.
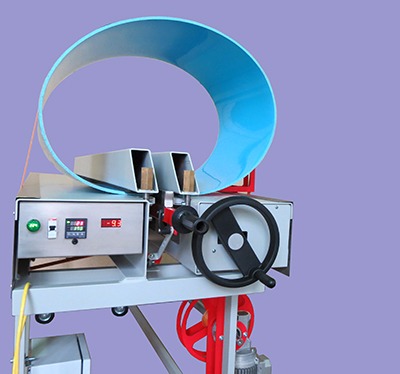
Peranti khas digunakan untuk menyambungkan polietilena. Kos mereka berbeza. Perlu diperhatikan model anggaran PP-40.
Ia membolehkan anda mendapatkan jahitan yang sekata dan kuat pada sebarang kontur: lurus atau kompleks. PP-40 berbentuk seperti besi pematerian, tetapi mempunyai hujung yang berbeza.
Mereka juga menggunakan muncung khas untuk seterika elektrik. Mereka dibuat dari logam lembaran seperti aluminium. Pangkal muncung dibuat rata dan bergaris. Permukaan seperti itu betul-betul memperbaiki sendi filem semasa kimpalan.
Bahagian tepi filem dipasang dengan tulang rusuk. Selepas itu, rel dipindahkan di sepanjang bahagian yang akan dikimpal. Ini mewujudkan jahitan berganda.
Pekerjaan besar memerlukan alat yang lebih serius. Untuk membuat sambungan filem yang luas, anda memerlukan peralatan khas untuk pengelasan.
Peralatan sedemikian dilengkapi dengan pengaturan untuk tahap tekanan, suhu, kelajuan pergerakan elemen yang dipanaskan di atas permukaan polietilena. Dalam pilihan rumah tangga untuk pembentukan lipit filem, tidak ada fungsi seperti itu.
Selain tombol penyesuaian, mesin pemateri dilengkapi dengan mekanisme roller. Ini adalah elemen penggerak dan ketegangan yang menstabilkan kelajuan kemajuan jaring filem yang akan dikimpal.
Ini meningkatkan kualiti pematerian polietilena, meningkatkan kekuatan sendi.
Terdapat peranti yang menggunakan kaedah pemanasan yang berbeza: udara dan sentuhan. Pemanasan udara dihasilkan dengan mendedahkan bahan ke udara panas. Dengan sentuhan, elemen pemanasan yang bersentuhan dengan bahan terlibat.






Menggunakan seterika sebagai pemanas kimpalan
Kaedah popular seterusnya adalah mencairkan filem dan membuat jahitan menggunakan besi. Kelebihan kaedah ini ialah sebahagian besar filem dapat ditutup dengan cara ini, sambil membuat lebar jahitan yang diinginkan. Oleh kerana besi mana pun mempunyai relay termal dan kemampuan untuk menyesuaikan suhu, tidak sukar untuk memilih mod terma yang diperlukan untuk polietilena dengan pelbagai ketebalan.
Proses pengelasan paling baik dilakukan pada permukaan kayu yang halus.Potongan (kepingan) filem bertindih, lebarnya dipilih secara individu, kemudian lapisan atas ditutup dengan kertas atau kepingan fluoroplastik, setelah itu besi ditekan dan dipegang sepanjang garis kimpalan. Daya penjepit, kelajuan dan suhu dipilih secara empirik.
Lekapannya terbuat dari tembaga, tembaga atau aluminium.
Kesimpulannya
Kimpalan filem polietilena agak sesuai dilakukan di rumah. Peralatan rumah tangga sederhana seperti besi atau besi pematerian digunakan untuknya. Walau bagaimanapun, besi pematerian memerlukan beberapa pengubahsuaian.
Untuk pekerjaan yang lebih besar, ada baiknya menggunakan peralatan khas. Ia mempunyai senarai tetapan yang meningkatkan kualiti dan kelajuan pembentukan jahitan.
Ini akan membantu pakaian pelindung yang tidak meninggalkan kulit, sarung tangan yang terdedah. Kacamata dan topeng untuk melindungi wajah dan mata juga diinginkan.
Sekiranya tidak memahami nuansa teknologi dan pengalaman minimum dalam pengelasan polietilena, anda perlu menghubungi profesional.