Jenis peralatan profesional
Jenis peralatan profesional yang paling mudah di mana lenturan wayar dilakukan adalah mesin dengan satu lengan. Sementara itu, peranti sedemikian hanya dapat menghasilkan produk dengan bentuk geometri sederhana, panjang sapuannya tidak melebihi 1000 mm.
Produk yang lebih kompleks dengan panjang sapuan lebih dari 1000 mm memungkinkan untuk membuat peralatan cantilever berkembar, di mana bahan kerja cacat serentak dari kedua hujungnya. Mesin ini dapat menghasilkan produk dengan selekoh yang kompleks.
Produk wayar yang paling canggih membolehkan anda membuat mesin 3D di mana lenturan dapat dilakukan secara serentak dalam tiga dimensi. Fungsi unik mesin dari kategori ini dikurniakan dengan lengan lentur putar, semua pergerakannya dikendalikan oleh sistem automatik elektronik. Walaupun terdapat banyak kelebihan pemprosesan pada peralatan tersebut, ia agak mahal, jadi mesin ini digunakan dalam kes yang luar biasa.
3 Peralatan melukis wayar dan video kerjanya
Semua operasi teknologi lukisan dilakukan di kilang khas yang dilengkapi dengan "mata" seret di mana wayar ditarik. Diameter yang terakhir selalu lebih besar daripada diameter die. Bergantung pada reka bentuk mekanisme penarik, kilang yang menarik bagi kami terbahagi kepada dua jenis:
- unit di mana logam dililit pada dram;
- mesin dengan pergerakan logam dalam garis lurus.
Kilang kedua direka untuk pembuatan produk yang tidak perlu dipasang menjadi gegelung (paip, batang). Tetapi pada unit dram, tepatnya wayar dan paip logam dan tembaga bahagian kecil dihasilkan. Selain itu, kilang seperti gendang mempunyai pelbagai jenis:
- berganda (beberapa fungsi tanpa gelongsor, yang lain dengan gelongsor);
- kemasukan tunggal;
- berganda, menggunakan prinsip penegangan bahan kerja.
Mesin melukis wayar satu kali yang paling mudah melibatkan menjalankan operasi teknologi dalam satu hantaran. Tetapi beberapa kilang menggunakan 2-3 pas, gambar yang sama di dalamnya dilakukan dalam corak berterusan. Kedai penentukuran perusahaan besar moden, sebagai peraturan, memiliki satu setengah hingga dua belas unit dan kilang dengan pelbagai kapasiti untuk pengeluaran tembaga dan produk wayar lain.
Dies untuk menggambar wayar kilang yang dijelaskan biasanya dibuat oleh teknologi cermet dari boron carbides, thermocorundum, molybdenum, titanium, microlite, tantalum, vanadium, tungsten. Aloi ini dicirikan oleh ketahanan lelasan yang sangat baik dan kekerasan yang meningkat, serta ketahanan yang rendah.
Kebolehpercayaan yang tinggi pada die juga dijamin oleh fakta bahawa ia diletakkan di dalam sangkar keluli yang sangat kuat dan likat, yang tidak memampatkan die, dan juga mengurangkan tegangan tegangan pada saat operasi menggambar. Perlu disebutkan secara berasingan bahawa dalam kes di mana batang dawai yang sangat tipis terbuat dari keluli (hingga 0.2 milimeter), cetakan dibuat dari berlian teknikal.

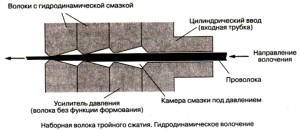
Baru-baru ini, terdapat kecenderungan untuk menggunakan cetakan lukisan pasang siap. Mereka memungkinkan untuk membuat wayar dalam keadaan geseran tinggi (hidrodinamik). Lebih-lebih lagi, die yang dipasang menjamin penurunan penggunaan tenaga elektrik untuk melakukan operasi teknologi, sambil meningkatkan produktiviti kilang lukisan sebanyak 20-30 persen.
1 Lukisan wayar - intipati dan teknologi operasi
Lukisan difahami sebagai proses, yang terdiri daripada fakta bahawa benda kerja ditarik pada peralatan khas melalui lubang tirus. Bahan kerja yang asli boleh berupa tembaga, keluli, aluminium. Alat di mana lubang dibuat disebut die, dan lubang itu sendiri, pada konfigurasi yang bergantung pada bentuk profil yang akan dihasilkan, disebut die.
Teknik melukis, dibandingkan dengan penggulungan, memberikan kebersihan dan ketepatan permukaan wayar beberapa kali lebih besar, serta pelbagai profil, batang, paip. Di samping itu, logam yang dilukis dicirikan oleh perubahan (menjadi lebih baik) dalam parameter mekanikal, yang disebabkan oleh pengukuhan (penyingkiran pengerasan kerja) produk siap. Lukisan digunakan secara aktif dalam pembuatan profil yang sangat tepat berbentuk diameter paip yang berlainan, wayar dengan keratan rentas dari 1-2 mikron hingga 10 (dan kadang-kadang lebih) milimeter.

Perlu diperhatikan bahawa teknologi lukisan wayar moden menjamin prestasi peralatan yang sangat baik untuk pengeluaran wayar. Alat mati kini berfungsi tanpa kegagalan pada kelajuan operasi yang besar (hingga 60 meter sesaat) pada nilai besar pengurangan bahan sumber (contohnya, bilet tembaga, keluli, dan sebagainya).
Proses melukis merangkumi beberapa peringkat, yang dijelaskan di bawah:
- etsa bahan baku dalam larutan asid sulfurik dibawa ke suhu sekitar 50 darjah (operasi diperlukan untuk meningkatkan jangka hayat matriks dengan mengeluarkan skala dari benda kerja);
- penyepuhlindapan logam (awal), dilakukan untuk meningkatkan ciri plastik logam dan memastikan strukturnya yang halus;
- peneutralan larutan acar dan pembersihan bahan kerja yang agresif;
- penggunaan tukul atau penempaan gulungan untuk mengasah hujung bahan mentah logam asli (aluminium, tembaga, bilet keluli);
- secara langsung proses melukis;
- melakukan penyepuhlindapan.
Di samping itu, wayar siap dikenakan pelbagai operasi pemprosesan (memotong produk menjadi bahagian yang diperlukan panjang, meluruskan, melepaskan hujung, dll.).
Bagaimana meluruskan tanpa mesin?
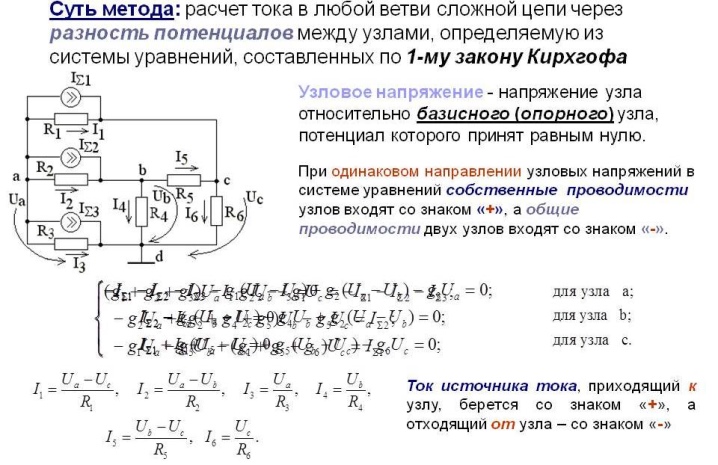
Di rumah, wayar diluruskan untuk pembumian, perlindungan kilat dan beberapa kerja lain. Tidak mungkin dalam kehidupan seharian anda dapat menjumpai mesin roller berkualiti tinggi yang dapat menyelaraskan wayar dengan diameter keratan rentas lebih dari 2 mm - ini mahal, dan prosesnya sendiri agak sukar. Pembelian peralatan khas juga tidak masuk akal jika keperluan untuk melonggarkan palang adalah satu masa. Oleh itu, untuk meluruskan wayar logam dari gegelung atau gegelung, anda boleh menggunakan kaedah voltan nod. Untuk tujuan ini, urutan tindakan tertentu harus dilakukan.
Satu hujung palang dipasang dengan kuat pada sesuatu yang besar, berat dan padat. Contohnya, mereka melilit tiang kuasa atau pokok yang kuat, diameter batangnya sekurang-kurangnya 25 cm.
Selepas itu, wayar dilepaskan sepanjang tanah secara manual, meregangkan sebanyak mungkin semasa melakukannya. Di hujung wayar yang lain dilepaskan dengan cara ini, gelung terbentuk dan terpaku pada peranti yang dapat ditarik dengan usaha yang besar - iaitu, peranti ini mesti bergerak jarak tertentu.


Untuk memperbaiki bentuk segiempat yang dihasilkan, wayar mesti dibiarkan dalam keadaan tegang ini untuk jangka masa pendek - dari 10 minit hingga setengah jam.
Untuk kerja seperti itu, anda boleh menggunakan pelbagai peranti - secara langsung bergantung pada parameter keratan rentas bar. Jadi, untuk produk dengan diameter kurang dari 2 mm, akan ada lebih banyak baja sekerap, serta gabungan usaha fizikal beberapa orang kuat. Dan juga dalam kes ini, anda boleh menggunakan winch mekanikal.Tetapi batang dengan diameter 5 mm dan ke atas akan memerlukan usaha yang lebih penting - mereka menggunakan kekuatan dinamik traktor, trak atau penumpang kereta penumpang.

Kami menarik perhatian anda kepada fakta bahawa meluruskan wayar dengan diameter lebih dari 5 mm, jika diperbuat daripada keluli aloi, bukan sahaja memerlukan ketegangan pada keadaan tali, tetapi juga peregangan berikutnya. Ia mesti dijalankan sehingga palang pecah.
Biasanya, kerosakan berlaku di tapak lampiran di salah satu hujung tali - pada masa ini yang terbaik adalah sejauh mungkin dari wayar yang diregangkan.

Teknologi
Bahagian 33. Meluruskan logam lembaran dan wayar
Meluruskan adalah operasi meratakan kepingan logam atau wayar pada pelurus pelurus dengan memukul palu (tukul kayu) atau tukul logam bukan ferus yang lembut, atau menggunakan balok kayu (rajah 122).
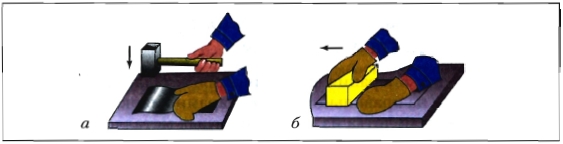
Nasi. 122. Penyuntingan kepingan logam: a - dengan palu; b - bongkah kayu
Lembaran itu diletakkan di atas tungku dan dipegang dengan tangan kiri dengan sarung tangan, dan dengan tangan kanan mereka menyerang dengan tukul atau palu.
Sekiranya terdapat kawasan cembung pada helaian, maka mereka diletakkan dengan bonjol ke atas dan dipukul dengan tukul dari tepi ke pusat bonjolan. Pada masa yang sama, helaian itu dipusingkan.
Lembaran nipis dan lembut biasanya diluruskan dengan palu kayu atau disetrika dan diratakan dengan bongkah kayu.
Kawat nipis yang lembut dapat diluruskan dengan meregangkan antara beberapa kuku yang digerakkan ke papan atau batang yang dijepit di dalam naib, serta di sekitar mandrel silinder (Gbr. 123, a, 6, c).
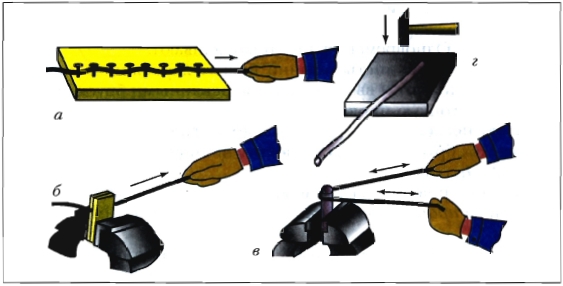
Nasi. 123. Meluruskan wayar: a - dengan menarik antara paku yang dipacu ke papan; b - peregangan di antara palang di maksiat; c - dengan memutar silinder; d - dengan tukul di pinggan rata (biasa)
Kawat tebal diluruskan dengan memukulnya dengan tukul atau palu pada piring biasa (Gamb. 123, d) atau memerah dengan tang.
Kualiti pelurus diperiksa dengan menerapkan tepi pembaris ke permukaan lembaran atau wayar, atau pada plat yang betul - sesuai dengan ukuran celah S (celah) (Gbr. 124).
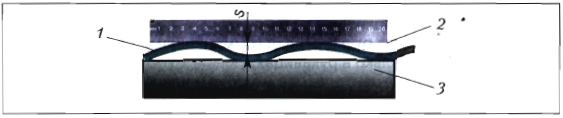
Nasi. 124. Memeriksa kualiti pelurus: 1 - kepingan atau wayar; 2 - tepi pembaris; 3 - plat yang betul; S - ukuran jurang (pelepasan)
Peraturan kerja selamat
- Perhatikan potongan tangan dari tepi kepingan logam dan wayar yang tajam.
- Lindungi mata anda dari kecederaan dari hujung wayar yang tajam.
- Bekerja hanya dengan sarung tangan.
- Lindungi jari anda dari terkena tukul atau palu.
Nombor kerja praktikal 35
Meluruskan logam lembaran dan wayar
Arahan kerja
- Siapkan kawasan kerja dan alat anda untuk meluruskan benda kerja yang terbuat dari kepingan logam dan wayar nipis.
- Luruskan kosong kepingan logam dan wayar.
- Periksa kualiti suntingan.
Mengawal soalan
- Apa yang disebut pelurus lembaran dan wayar? Dari logam apa benda kerja diluruskan?
- Alat dan kelengkapan apa yang digunakan untuk berpakaian?
- Bolehkah kepingan diluruskan di antara gulungan?
- Apakah teknologi untuk meluruskan kepingan logam lembut nipis?
- Mengapa wayar meluruskan ketika ditarik di antara bar, paku, atau di sekitar mandrel?
Cara menyelaraskan wayar dengan tangan anda sendiri
Sekiranya wayar yang digulung ke teluk dapat dianggap datar, maka agar lurus menjadi lurus, kita hanya perlu menyingkirkan kelengkungan radius besar. Tetapi bagaimana meluruskan wayar dalam bentuk sisa kusut dan sampah yang disimpan dengan buruk? Mereka mewakili bukan hanya belokan, tetapi pelbagai zigzag yang terletak di arah yang berbeza dari paksi. Dalam kes ini, meluruskan wayar dengan pendekatan yang tepat ke keadaan palang lurus yang ideal dapat dicapai. Terdapat beberapa kaedah yang paling berkesan untuk menyelaraskan wayar. Bergantung pada pilihan, mereka akan memperoleh hasil yang sedikit berbeza dari segi kualiti.
Jadi, dari yang sederhana hingga yang kompleks:
- Anda boleh melepaskan keratan pada wayar dengan mengikat kedua hujung tangan anda dan mula menggulung dengan menggunakan paip atau kenop pintu.
-
Meluruskan wayar ternyata baik jika bahagiannya yang diluruskan diletakkan di permukaan rata meja kerja. Tutupnya dengan bongkah kayu, mulailah menggulungnya sehingga boleh bergerak bebas semasa melakukan ini. Sebilangan gulungan ini memberikan hasil yang cukup baik.
- Untuk meluruskan wayar tembaga lembut, betulkan dengan satu hujung pada ketinggian. Gantung beban yang tidak terlalu berat di sisi lain, sehingga tidak dapat merobeknya. Dengan memutar berat mengikut arah jam dan mundur beberapa putaran di sekitar paksinya, hasil yang ideal dapat dicapai.
- Kawat akan diluruskan dengan cara yang serupa. Sekiranya salah satu hujungnya terpaku pada naib, dan yang lain dijepit pada pemutar skru atau gerudi elektrik. Proses meluruskan akan berlaku dengan memutar perlahan sambil memegang wayar di bawah ketegangan yang kuat. Hanya beberapa giliran akan cukup untuk meluruskan sepenuhnya.
- Pemutar skru atau gerudi elektrik juga diperlukan untuk meluruskan kepingan kecil wayar hingga 30 sentimeter. Untuk melakukan ini, di bongkah kayu kita membuat lubang mati dengan diameter sedikit lebih besar daripada lubang dawai dan melewati satu hujung batang melaluinya. Kami membetulkan hujung ini di chuck dan mula berputar perlahan, menarik wayar melalui lubang.
- Untuk menyelaraskan wayar berdiameter yang tidak terlalu besar, anda boleh membuat peranti yang cukup mudah dan murah dengan tangan anda sendiri.
Untuk melakukan ini, kita memerlukan papan kayu besar dengan dimensi 500 x 120 x 50 mm. Kami memacu 5-7 paku dengan diameter 3-5 mm ke dalamnya dalam garis lurus dengan lekukan dengan diameter wayar. Jarak antara kuku secara langsung bergantung pada diameter wayar dan keanjalannya. Semakin tinggi penunjuk ini, semakin besar jurang antara batang logam. Proses meluruskan dawai hanya akan menariknya di antara kuku di sepanjang garis tanda. Untuk kejelasan, gambar skematik akan membantu anda.
Sekiranya anda mengetahui cara asal cara menyelaraskan wayar dengan tangan anda sendiri, sila kongsi dengan kami di blok komen.
Pengeluaran kami

Peranti untuk menyelaraskan wayar keluli dengan diameter 6-10 mm dan jalur 20x3 30-4 mm dengan pemacu manual. Berfungsi untuk meluruskan dawai keluli tergalvani dengan diameter 6-10 mm, serta jalur keluli tergalvani berukuran 20x3 mm, 30x4 mm. Konduktor bulat dan rata dibekalkan dalam gegelung 40-50 kg.

Untuk melakukan pemasangan berkualiti tinggi "mesh" terminal udara yang terbuat dari wayar keluli di atap rata, perlu meletakkan wayar di pemegangnya dan menghubungkan simpul menggunakan terminal. Kawat diletakkan dalam sel berukuran 6x6 m, 10x10, 12x12 m.Untuk meletakkan konduktor "mesh" secara merata, ia mesti diluruskan dari keadaan berpintal. Kawat keluli tergalvani 8 dan 10 mm sukar diluruskan secara manual, terutamanya keluli dengan diameter 10 mm, dan dalam keadaan diluruskan akan terjadi penyimpangan dari pelurusan yang tidak rata.
Untuk meletakkan konduktor dari batang kilat di atas bumbung, cerobong asap dan struktur bangunan dan struktur lain, memasang konduktor di pemegangnya, diperlukan untuk meletakkannya sekata mungkin tanpa membongkok. Sebabnya adalah penampilan estetik, dan juga penyimpangan, akibatnya, wayar boleh terlepas dari pemegangnya atau pemegangnya sendiri boleh rosak.

Untuk kemudahan pemasangan, syarikat kami menawarkan peranti ini untuk meluruskan konduktor dari sembilan penggelek, yang akan membolehkan anda menjimatkan masa memasang "jaring" pelindung kilat, dan juga memasang konduktor secepat mungkin tanpa rasa takut untuk melepaskan bahagian wayar yang tidak rata dan jalur.

Reka bentuk mesin pelurus wayar membolehkan anda memasangnya pada ketinggian 0,5 m dari bumbung atau lantai pada struktur yang diperbuat daripada kayu atau logam, menyesuaikan tekanan penggelek pada konduktor dan mencapai keseimbangan wayar atau keluli jalur.
Sebagai contoh:
- pemasangan pada palet kayu - 5 minit;
- memasang skru ke kayu - 2 minit;
- menetapkan penggelek tekanan untuk konduktor dari 5 hingga 15 minit;
- melepaskan gegelung standard 115 m 5-7 minit
- memotong hingga panjang yang diperlukan dari 5 hingga 20 minit

Secara keseluruhan, rata-rata, hingga 1 jam, anda dapat bersantai dan menyiapkan wayar keluli tergalvani dengan diameter 8 mm untuk pemasangan. Untuk bangunan dengan bumbung rata berukuran 50x20 m dan ketinggian 10 m, mungkin diperlukan 3 gegelung dawai, yang bermaksud bahawa dalam 3 jam anda dapat menyiapkan konduktor untuk meletakkan di atas bumbung dan konduktor bawah, tanpa menghabiskan kerja hari di atasnya.
Kaedah untuk membengkokkan wayar logam
Terdapat beberapa cara utama untuk memberikan wayar logam bentuk yang diperlukan dari produk siap, sehingga dapat dibezakan: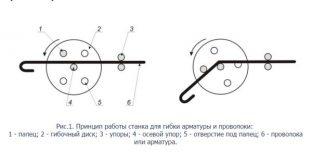
- kaedah manual membengkokkan wayar menggunakan alat khas dan alat mudah. Ia digunakan untuk wayar dengan diameter hingga 3 mm dalam pembuatan produk sederhana dalam pengeluaran sampingan atau rumah tangga. Sebagai peraturan, ia tidak memerlukan pelaburan kewangan dan pengetahuan khas secara praktikal;
- kaedah manual membuat perhiasan dari wayar berdiameter hingga 2 mm. Memerlukan alat dan peranti khas, serta pengetahuan dan kemahiran tertentu untuk bekerja dengan logam berharga;
- membengkokkan wayar dari gegelung, berdasarkan pada alat khas yang disebut uninder;
- membongkok wayar dari palang logam;
- membongkok dengan wayar bergolek;
- membongkok wayar logam dengan menolak.
Mesin lentur wayar
- Mesin lentur wayar yang membuat bahagian terus dari gegelung. Ini adalah pilihan paling produktif dan ekonomik untuk pengeluaran produk wayar secara besar-besaran. Ini berlaku kerana gegelung dengan wayar dipasang di peranti khas - pelepas, dari mana benang logam memasuki blok yang betul. Di sana terkena tindakan mekanisme roller atau satah, akibatnya di pintu keluarnya bentuk batang genap dan lurus. Selepas itu, wayar memasuki blok lenturan mesin, di mana, dengan bantuan alat mekanik, ia diberikan bentuk produk siap yang diperlukan. Pada akhir proses, bahagian siap dipotong dengan gunting mekanikal. Biasanya, mesin lentur wayar seperti itu dapat menghasilkan satu jenis produk siap, yang ditentukan oleh alat mekanik yang telah ditentukan dan dibatasi oleh manipulasi pengumpan. Oleh itu, bentuk produk yang dihasilkan pada mesin sedemikian tidak terlalu kompleks dalam konfigurasi, kerana jumlah operasi lenturan terhad kepada lima.
- Mesin lentur kawat untuk membengkokkan kawat dari bar logam adalah kaedah yang lebih maju dari segi teknologi, yang mempunyai sejumlah kelebihan berbanding dengan bekerja dari gegelung. Ini amat diperlukan apabila produk siap memerlukan pemprosesan tambahan. Ini boleh mengetuk atau mencop, yang hanya dapat dilakukan sebelum produk selesai. Kelemahan mesin sedemikian adalah keperluannya untuk mekanisme pengumpanan kompleks tambahan untuk bahan kerja dan produktiviti keseluruhan yang agak rendah.
- Mesin lentur wayar digunakan terutamanya untuk membuat pelbagai bahagian berbentuk bulat dan pelbagai jenis mata air bulat. Contohnya, mesin lentur wayar seperti itu dengan cara menggulung berfungsi kerana fakta bahawa wayar dimasukkan melalui penggelek panduan ke batang radius tertentu, di mana, kerana pergerakan putarannya, ia membengkokkan jari pada jari sebilangan kali yang telah ditentukan . Dalam kes ini, wayar dipintal sepanjang jejari tertentu, yang mempunyai pin lentur dan penggelek penggelek. Oleh kerana kedudukan penggelek bergulir yang berkaitan dengan poros pusat, adalah mungkin untuk mengatur dan mengatur sudut lentur atau nada pegas. Mesin lentur wayar dengan menggulung, seperti alat mekanikal lain yang serupa, hanya mampu menghasilkan satu jenis produk setiap operasi.Untuk mengubah rangkaian produk, diperlukan penggantian peranti lentur dan pentauliahan.
- Mesin lentur wayar untuk lenturan wayar logam dengan kaedah menolak. Untuk bahagian dawai tertentu, semasa pembuatannya, diperlukan untuk memberi mereka bentuk kompleks dari bentuk geometri tertentu, seperti jari-jari berubah-ubah, busur tidak teratur, penampilan lingkaran, dan sejenisnya. Tidak begitu efisien untuk melakukannya dengan menjalankannya, dan kadang-kadang mustahil walaupun secara teknologi. Oleh itu, satu-satunya cara yang mungkin adalah menggunakan kaedah penekanan wayar. Prinsip operasi terdiri dalam pergerakan translasi wayar logam melalui blok pembentuk gulungan tiga-gulung atau alat gegelung pegas khas, di mana, kerana kedudukan gulungan gulungan, produk siap dibentuk. Akibatnya, anda dapat memperoleh kelengkungan tertentu atau perubahan halus dalam ukuran jari-jari. Perbezaan utama antara kaedah lentur dan lenturan lain adalah susunan peralatan yang lebih kompleks yang memerlukan pengetahuan khas semasa penyesuaian dan penyelenggaraan.
- Mesin pelurus digunakan sebagai alat tambahan dalam barisan teknologi untuk pengeluaran pelbagai mesh kawat logam untuk meluruskan dan membentuk wayar. Dua teknologi digunakan di sini: pelurus berputar dengan bingkai dan pelurus dengan blok pelurus dua satah. Blok dua satah tidak membimbing dengan sempurna, tetapi tidak memutar wayar. Tetapi bingkai biasa berputar mempunyai reka bentuk yang lebih kompleks, tetapi banyak pengeluar alat mesin masih lebih suka daripada reka bentuk blok biasa klasik.
2 Beberapa ciri penting prosedur
Teknologi melukis, menurut para pakar, hanya mempunyai satu kekurangan yang ketara. Ini terdiri dalam indeks kecil ubah bentuk wayar. Ini disebabkan oleh fakta bahawa tahap ubah bentuk dibatasi oleh kekuatan hujung keluar benda kerja, di mana daya ubah bentuk yang sesuai digunakan.
Bahan permulaan untuk proses teknologi yang dijelaskan terus dicampurkan, ditekan dan digulung kosong dari logam bukan ferus, aloi dan keluli karbon. Lukisan berkualiti tinggi dipastikan apabila bahan mentah awal mempunyai struktur mikro tertentu (contohnya sorbitol, jika kita berbicara mengenai batang dawai yang terbuat dari bahan keluli).

Pada masa lalu, wayar keluli biasanya dipatenkan. Operasi ini melibatkan pemanasan pertama logam ke suhu pengukuhan, dan kemudian memaparkannya ke garam atau lebur timbal (pendedahan ini dilakukan pada suhu sekitar 500 darjah Celsius).

Teknologi pembuatan produk keluli dan tembaga hari ini tidak menunjukkan pelaksanaan tindakan yang rumit seperti itu. Struktur yang diinginkan dijamin dapat diperoleh semasa meninggalkan peralatan penggelek. Sekiranya anda menonton video bagaimana mesin lukisan wayar berterusan berkelajuan tinggi moden berfungsi, anda dapat melihat bahawa ia dilengkapi dengan kompleks penyejukan produk (udara ditambah air). Sistem inilah yang memungkinkan untuk memperoleh struktur mikro batang kawat yang diperlukan.
Kaedah perindustrian
Dalam pengeluaran, untuk meluruskan hampir semua jenis wayar logam, mesin pemotong yang betul digunakan khusus. Proses ini berdasarkan dua kaedah utama - ini adalah:
- meluruskan dengan melancarkan sistem 5-6 pasang penggelek, yang disusun secara berurutan dalam satah yang berlainan sehingga setiap pasangan berikutnya berserenjang dengan yang bersebelahan;
- meluruskan dengan menarik beberapa mati yang dibuat khas.
Sebagai peraturan, mesin sedemikian semestinya mempunyai alat khas untuk melepaskan wayar secara automatik dari gegelung atau kili.
Untuk bekerja dengan wayar elastik dan batang keluli aloi, teknologi pengeluaran menyediakan pemanasan dan peleburan struktur keluli benda kerja menggunakan pembakar gas atau pemanas induktif frekuensi tinggi.
Cara kerja mesin pemotong pelurus industri dapat dilihat dalam video:
Video berguna
Tonton video di mana seseorang menunjukkan cara memasang struktur bender penguat sederhana untuk bar lentur dan segi empat sama:
Dalam video kedua, gambaran keseluruhan mekanisme membengkokkan wayar dan kail curling:
Kesimpulannya
Apa yang digunakan untuk membengkokkan wayar dijelaskan secara terperinci dalam artikel. Untuk menggunakan bahan ini, anda boleh menggunakan alat mudah dan pemasangan yang kompleks yang membolehkan anda melakukan sebilangan besar operasi per minit.
Dengan anggaran yang terhad, anda boleh membuat peranti mekanikal anda sendiri yang tidak akan kalah dari segi kualiti dengan produk kilang.
Mesin lenturan untuk tawaran rebar, wayar, logam lembaran dan paip. Di laman web kami, bukan sahaja spesifikasi teknikal disajikan, tetapi juga video mesin lentur dan foto produk siap, yang akan membolehkan anda memahami proses pengeluaran dengan lebih baik. Sekiranya anda tidak menemui peralatan yang anda perlukan di laman web ini, hantarkan spesifikasi teknikal ke surat, kami akan memilih mesin untuk tugas anda.
Cara menyelaraskan wayar tanpa mesin

Oleh itu, untuk menyelaraskan wayar logam dari gegelung, perlu menggunakan kaedah regangan gaya yang paling biasa, untuk ini perlu dipandu oleh urutan berikut:
- Pertama, satu hujung wayar mesti dipasang dengan ketat pada sesuatu yang besar dan padat. Untuk melakukan ini, anda boleh melilit hujungnya di pangkal penyokong saluran kuasa atau pokok yang kukuh dengan diameter batang sekurang-kurangnya 25 sentimeter.
- Selanjutnya, kami melepaskan teluk secara manual di sepanjang tanah dan, jika boleh, meregangkannya sebanyak mungkin.
- Di hujung kedua wayar yang tidak dilepaskan, kami membuat gelung dan memperbaikinya dalam peranti yang mampu menariknya dengan usaha, iaitu, bergerak jarak tertentu.
- Proses meluruskan sebenarnya merangkumi perlahan-lahan meregangkan kawat logam dengan usaha yang kuat sehingga berubah menjadi tali yang sempurna dalam bentuk. Untuk membetulkan bentuk segi empat tepat, anda boleh membiarkannya dalam keadaan tegang ini dalam masa yang singkat, sekitar 5 hingga 30 minit.
Rangkaian peranti yang cukup luas dapat digunakan sebagai alat tegangan, bergantung pada ukuran diameter kawat logam. Jadi, untuk wayar berdiameter 2-3 mm, sekerap besi mungkin cukup dengan usaha dua orang kuat atau penggunaan winch mekanikal manual. Tetapi meluruskan wayar dengan diameter 5 mm dan lebih memerlukan usaha yang besar dan untuk ini anda perlu menggunakan penyangga kereta peribadi, atau kekuatan dinamik traktor atau trak.