Keperluan utama
Bor, yang dirancang untuk mendapatkan lubang pusat, dibuat dari. Menurut keperluan dokumen peraturan, bahan ini mesti memberikan parameter kekerasan bahagian kerja alat ini dengan diameter:
- kurang daripada 3.15 mm - 63–65 HRC;
- lebih daripada 3.15 mm - 63–66 HRC.
Kategori latihan pusat yang berasingan, bahan yang mengandungi kobalt (5%) dan vanadium (3%), mesti mempunyai kekerasan sekurang-kurangnya satu unit lebih tinggi daripada parameter di atas.
Diameter latihan pusat mungkin mempunyai penyimpangan, nilai pembatasnya juga ditentukan dalam dokumen peraturan:
- untuk alat dengan diameter lebih dari 5 mm - +0,15 mm;
- 2.5–5 mm - +0.12 mm;
- 0,8-2,5 mm - +0,1 mm;
- hingga 0.8 mm - +0.05 mm.
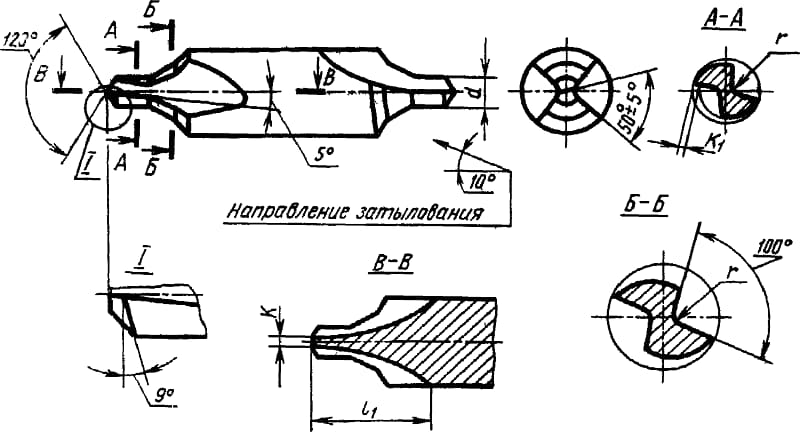
Dimensi geometri latih tubi pusat
Dokumen peraturan juga menyenaraikan syarat-syarat untuk keadaan permukaan latihan yang berkaitan dengan jenis pemusatan: tidak boleh ada retakan, torehan, pencemaran atau tepi kasar di atasnya. Diandaikan bahawa warna mencemarkan mungkin ada di kawasan alur - di tempat di mana roda pengisar keluar.
Piawaian ini juga menentukan kriteria kegagalan alat pemusatan, yang untuk latihan dengan diameter hingga 3,15 mm berlaku sekiranya berlaku kerosakan, dan untuk alat dengan diameter lebih dari 4 mm - jika berlaku aus dari permukaan belakangnya dengan jumlah yang dinyatakan dalam jadual yang sepadan.
Perbezaan lebar bulu harus berada dalam jarak berikut untuk latihan dengan diameter:
- hingga 3.15 mm - tidak lebih daripada tujuh ratus milimeter;
- lebih daripada 3.15 mm - tidak lebih daripada sepersepuluh mm.
Petua Pemilihan
Pilihan gerudi pusat akan bergantung pada dimensi lubang apa yang ingin anda buat.
Berat benda kerja, yang terpaku pada mesin kerja logam, juga diambil kira. Ukuran, bergantung pada berat benda kerja, diatur oleh GOST - semakin besar jisim bahagian tersebut, semakin besar diameter gerudi diperlukan
Setiap diameter gerudi mempunyai 2 versi, jadi jenisnya dipilih bergantung pada keperluan kekasaran dinding lubang.
Bor pusat berpusat dipilih mengikut keperluan untuk jenis lubang yang ditentukan dalam lukisan reka bentuk. Untuk menentukan kualiti alat, terdapat sejumlah item yang mesti diperiksa.
Pematuhan dengan standard kekerasan Rockwell. Data gerudi pusat ditunjukkan dalam data teknikalnya. Alat berkualiti mempunyai petunjuk sekurang-kurangnya 63-66 HRC. Melebihi piawaian ini membawa kepada fakta bahawa latihan akan rapuh dan berumur pendek. Piawaian yang difahami akan menyebabkan alat menjadi kusam dengan cepat.
Kesesuaian gerudi dengan diameter yang dinyatakan. Anda boleh menyemaknya dengan mikrometer. Pena gerudi yang memanjang harus diukur - dan jika diameternya melebihi kadar ralat yang dibenarkan, tidak mungkin memperoleh lubang dengan ukuran tertentu dengan alat ini.
Tentukan integriti produk
Ini sangat penting untuk bahagian pemotongannya, dan juga untuk mahkota berbentuk kerucut. Tidak boleh ada keretakan atau penyok pada alat di tempat permukaan kerja.


Alat penggerudian secara beransur-ansur mengubah sudut plat pemotong semasa operasi. Ini membawa kepada penurunan kelajuan pemotongan dan pemanasan gerudi yang berlebihan. Seiring berjalannya waktu, setiap gerudi memerlukan penajaman, yang mesti dilakukan sambil menjaga sudut kecondongan tepi.










Trik di tempat kerja
Sekiranya pengekstrak tidak dapat mengeluarkan serpihan kancing, maka ia mengeluarkannya dengan paip. Untuk ini, lubang yang digerudi di sepanjang paksi pin digerudi sedikit lebih banyak dan benang dipulihkan dengan paip.Sekiranya diameter lubang yang digerudi di sepanjang paksi pejantan dipilih dengan betul, maka ketika melewati keran, sisa-sisa bahagian berulir dari kancing lama akan dilepaskan dan dikeluarkan. Perkara utama adalah mengira diameter lubang dengan betul. Ini mudah dilakukan, mengetahui diameter dan nada benang. Contohnya, untuk benang M8 × 1.5 mm dari diameter benang, anda perlu mengurangkan nada (8 - 1.5 = 6.5 mm) dan mengurangkannya dengan 0.5 ... 0, 6 mm yang lain. Maksudnya, gerudi harus berdiameter sekitar 6 mm sehingga semasa pengeboran tidak menyentuh rabung dan lembah benang pada fragmen pejantan dan meninggalkan minimum logam yang dapat dengan mudah keran dan dilepaskan. Adalah mungkin untuk menghitung sejak sekian lama pelbagai contoh penggunaan latihan pusat yang "tidak sesuai" - terdapat banyak di antaranya. Nasihat saya kepada DIYers: dapatkan alat berguna ini di bengkel anda dan anda tidak akan menyesal. Tidak begitu sukar untuk membeli latihan seperti itu di kedai alat khusus dan di pasaran, mereka sering dijual.
Ciri-ciri pelbagai jenis mengasah gerudi
Ketepatan kaedah yang dipilih bergantung pada penilaian yang tepat mengenai pemakaian unsur-unsur individu. Perkara berikut dikenakan pakaian yang paling hebat:
- permukaan belakang atau depan;
- pelompat;
- tetapkan sudut;
- chamfer
Bergantung pada tahap keausan salah satu parameter atau beberapa pada masa yang sama, jenis penajaman dipilih yang dapat menghilangkan kekurangan ini.
Untuk mencapai hasil penggerudian berkualiti tinggi, perlu memilih diameter gerudi yang betul, bentuk ujung potong. Untuk mengekalkannya dalam keadaan bekerja, untuk memberikan bentuk yang diperlukan, Anda harus memilih cara (jenis) penajaman yang tepat.
Jenis yang digunakan ditunjukkan dengan singkatan yang diterima dan dibahagikan kepada kategori berikut:
- NP - menganggap penajaman berurutan dari sisi melintang. Ini memungkinkan untuk mengurangkan panjangnya, dengan itu mengurangkan besarnya beban luaran, dan meningkatkan jangka hayat gerudi.
- NPL - jenis ini melibatkan pemprosesan tepi melintang dan pita. Yang membawa kepada penurunan ukuran melintang pita. Pemprosesan ini membantu mendapatkan sudut pelepasan yang diinginkan. Ini mengurangkan daya geseran tepi pemotongan pada permukaan logam;
- DP - tergolong dalam kategori penajaman berganda. Aplikasi yang betul menghasilkan satu sisi melintang dan empat tambahan.
- DPL - pemprosesan latihan logam seperti itu melibatkan penajaman pita berurutan. Hasilnya, keadaan yang lebih baik untuk penyebaran haba dibuat, kebolehpercayaan dan ketahanan meningkat.
Semua jenis pemprosesan bertujuan untuk mewujudkan keadaan optimum untuk penggerudian. Penerangan mengenai peraturan dan ciri penajaman ditentukan oleh piawaian yang berkaitan. Semua parameter penajaman latih tubi untuk logam diringkaskan dalam satu jadual. Ini menunjukkan geometri bentuk canggih yang digunakan untuk pelbagai keadaan pemotongan. Jenis penajaman yang disenaraikan memungkinkan pemulihan kualiti tinggi dari bahagian pemotong alat dengan diameter hingga 100 mm.
Semasa menggunakan kaedah ini, sangat penting untuk mengambil kira parameter logam dari mana alat itu dibuat. Ini diperlukan untuk pemilihan alat penggiling yang betul (roda pengisaran)
Sebagai contoh, untuk pemulihan gerudi berkualiti tinggi yang diperbuat daripada keluli berkelajuan tinggi, para pakar menasihatkan menggunakan roda pengisaran alumina. Sekiranya gerudi dibuat dari bahan karbida, disarankan untuk memotong dengan roda berlian. Operasi memulihkan parameter membawa kepada pemanasan bahagian yang ketara, terutama bahagian canggihnya. Oleh itu, proses ini mesti dijalankan secara berperingkat menggunakan penyejuk.
Perhatian khusus harus diberikan untuk memulihkan parameter asas latihan di bengkel rumah. Adalah perlu untuk memastikan kualiti tinggi petunjuk berikut:
- panjang tepi dan pita yang sama (pengukuran boleh dibuat dengan alat pengukur yang ada);
- ketajaman kedua-dua tepi (pemeriksaan dilakukan secara visual);
- nilai kedua-dua sudut (depan dan belakang).
Untuk mempermudah tugas terakhir, banyak tukang membuat templat bebas yang memberikan sudut penajaman yang diperlukan. Pematuhan parameter ini dengan tepat, penajaman lintel yang betul meningkatkan jangka hayat gerudi.








Walau bagaimanapun, terdapat beberapa jenis latihan, kekhususan yang sangat menyulitkan proses penajaman. Masalah dengan latihan putaran tajam atau latih tubi dikaitkan dengan geometri kompleks reka bentuknya. Oleh itu, alat seperti itu diasah pada mesin khas menggunakan peralatan yang dikembangkan.
Yang sangat sukar adalah penajaman latih tubi untuk logam. Penajaman seperti itu hanya dapat dilakukan dengan penggunaan alat khas dan pengalaman hebat. Namun, harus diperhatikan bahawa sebagian besar alat semacam itu sama sekali tidak dapat diasah.
Kaedah tidak boleh digunakan untuk latihan berlian atau bit keras lain.
Parameter utama, ciri teknikal mengikut jenis
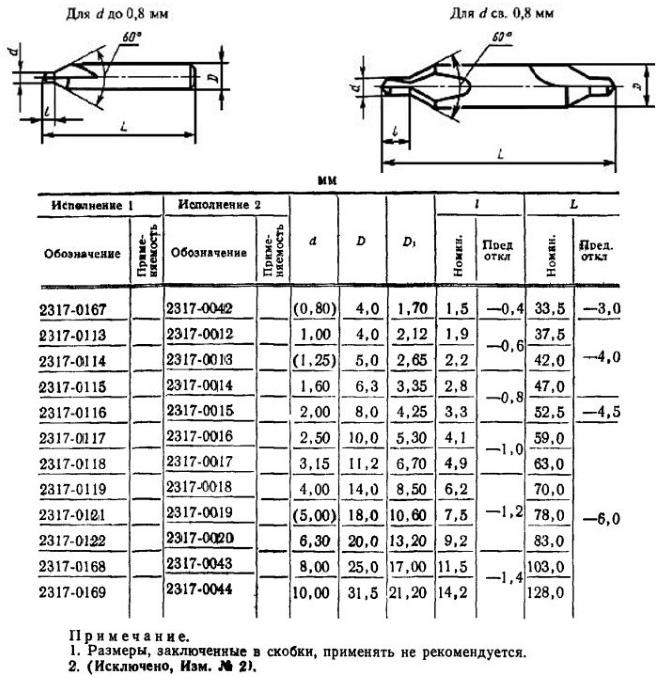
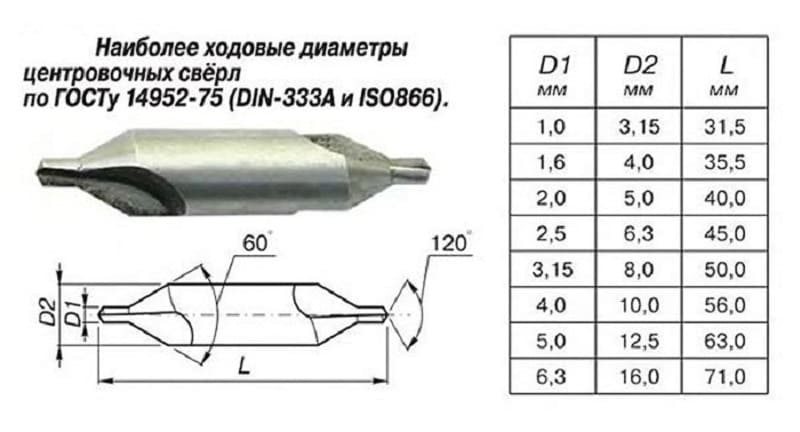
Penting bagi setiap orang yang memilih latihan pusat untuk membiasakan diri dengan penerangan terperinci, kerana ini adalah alat yang sangat tepat digunakan oleh para profesional. Piawaian umum untuk latihan pusat boleh didapati di GOST 14952-75, di mana peraturan penandaan, ukuran standard, dan keperluan latihan mereka ditunjukkan.
Piawaian umum untuk latihan pusat boleh didapati di GOST 14952-75, di mana peraturan penandaan, ukuran standard, dan keperluan latihan mereka ditunjukkan.
Jenis gerudi tengah
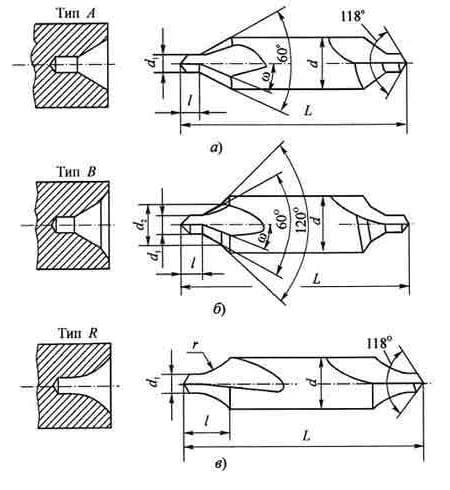
Terdapat empat jenis latihan jenis ini:
- Jenis A - untuk membuat lubang berpusat di mana sudut tirus 60 °, tetapi tidak ada tirus keselamatan.
- Jenis B - untuk membuat lubang berpusat di mana sudut tirus 60 °, dan ada juga tirus keselamatan dengan sudut 120 °.
- Jenis C - untuk membuat lubang pusat di mana sudut tirus 75 °, tetapi tidak ada tirus keselamatan.
- Taip R - untuk membuat lubang pusat dengan permukaan busur.
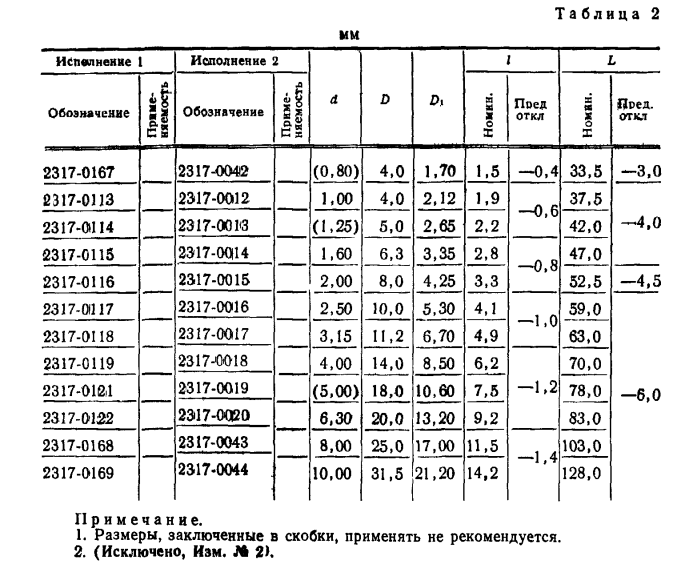
Bor pusat, mengikut GOST 14952-75, mesti mempunyai diameter kerja 0,5 - 10 milimeter. Dalam semua empat jenis di atas, terdapat dua versi, pilihannya bergantung pada kekasaran dinding lubang yang diperlukan.
Spesifikasi teknikal
Latihan pusat untuk logam, selain jenisnya (A, B, C, R) dan diameter bahagian kerja, berbeza dalam beberapa parameter (mereka dijelaskan dalam GOST 14952-75 yang sama). Reka bentuk mereka boleh menjadi satu sisi dan dua sisi. Mereka biasanya dibuat dari bahan seperti keluli aloi, keluli karbon, keluli berkelajuan tinggi atau aloi. Panjangnya dari 21 hingga 108 milimeter, diameter pendaratan adalah dari 3,15 hingga 31,5 mm, panjang bahagian kerja gerudi tersebut adalah dari 1,0 hingga 9,2 milimeter, dan kekerasan bahagian kerja bervariasi dari 63 hingga 66 HRC.
Pemilihan gerudi pusat
Perhatikan bahawa semasa memilih gerudi pusat, anda mesti memperhatikan garis pusatnya. Terdapat satu perbezaan yang signifikan dengan latihan "konvensional".
Diameter gerudi konvensional ditentukan oleh ketebalan batangnya, dan dalam keadaan gerudi tengah, ditentukan oleh ketebalan ujung gerudi.
Penandaan dan logam dari mana gerudi tengah dibuat
Latihan pusat juga ditandai sesuai dengan GOST 14952-75. Seperti disebutkan di atas, dalam sebutan mereka memiliki huruf (A, B, C atau R).









Bor berpusat sesuai dengan GOST 14952-75 menganggap tanda "A" dan "B" jika bertujuan untuk membuat lubang dengan sudut 60 darjah. Di sini perbezaannya terletak pada adanya kerucut keselamatan (huruf "B") atau ketiadaannya (huruf "A"). Menandai "C" digunakan untuk latihan yang membuat lubang pada sudut 75 darjah (tidak ada kon keselamatan), dan huruf R adalah untuk latihan yang membuat lubang dengan dinding dalam bentuk busur.
Sebagai contoh, pertimbangkan gerudi berpusat dengan diameter 1.0 mm.
Sekiranya latihan jenis "A" dan dibuat pada versi pertama, maka latihan tersebut akan ditandai 2317-0101 GOST 14952-75, dan jika pada versi kedua, maka 2317-0001 GOST 14952-75. Di sini "2317" menunjukkan ciri reka bentuk khusus gerudi yang diperlukan untuk pengoperasiannya, dan 0101 adalah nombor siri ukuran standard sesuai dengan jadual kilang.
Instrumen milik kumpulan "B" ditandai secara berbeza (khususnya, jika dibuat dalam versi pertama, maka sebagai "2317-0113", dan jika pada yang kedua - "2317-00-12"). Latihan jenis "C" ditetapkan sebagai "2317-0124" (dalam versi pertama) dan sebagai "2317-0022" (dalam versi kedua), dan kumpulan R sebagai "2317-0027". Mari kita ingatkan sekali lagi bahawa ini semua berlaku sekiranya diameter gerudi adalah 1 mm.

Juga GOST 14952 75 menganggap bahawa alat tersebut akan dibuat dari keluli alat P6M5, analog asingnya HSS atau keluli berkelajuan tinggi P9. Walau bagaimanapun, tahap keluli dalam penandaan latihan pusat mungkin tidak ditunjukkan.
Memilih latih tubi untuk logam bergantung pada jenis dan tujuannya
Memilih gerudi untuk logam, tuannya, pertama sekali, melihat penampilannya.
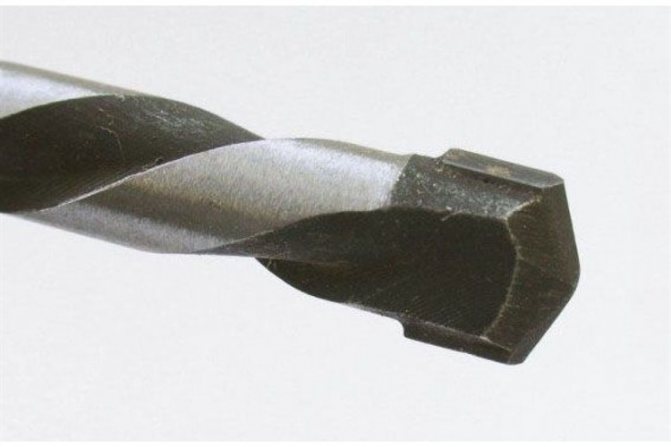
Latih tubi putar
Jenis yang paling popular. Latihan murah sederhana ini direka untuk buta dan melalui lubang diameter tertentu. Bahagian kerja adalah batang silinder dengan dua tepi pemotong. Alur digunakan untuk pengosongan cip.
Foto # 1: latih tubi untuk logam
Latih tubi kon
Bahagian yang berfungsi berbentuk seperti kerucut. Dalam kehidupan seharian, latih tubi seperti logam jarang digunakan. Mereka sangat sesuai untuk mesin khas dan latihan dua tangan. Dengan bantuan mereka, lubang dibuat dengan diameter dari 6 hingga 60 mm.
Foto # 2: gerudi kerucut logam
Cara memilih latih tubi untuk logam
Latihan logam langkah konik adalah yang terbaik untuk membuat lubang pada kepingan nipis. Alat-alat ini kelihatan seperti ini.
Foto # 3: Langkah gerudi untuk logam
Seperti yang anda lihat, tidak perlu menukar alat semasa membuat lubang dengan diameter yang berlainan pada logam lembaran nipis.
Latihan pusat untuk logam
Bor pusat untuk logam dirancang untuk membuat lubang berpusat pada benda kerja. Mereka diperlukan untuk memperbaiki produk pada pelbagai mesin khas.



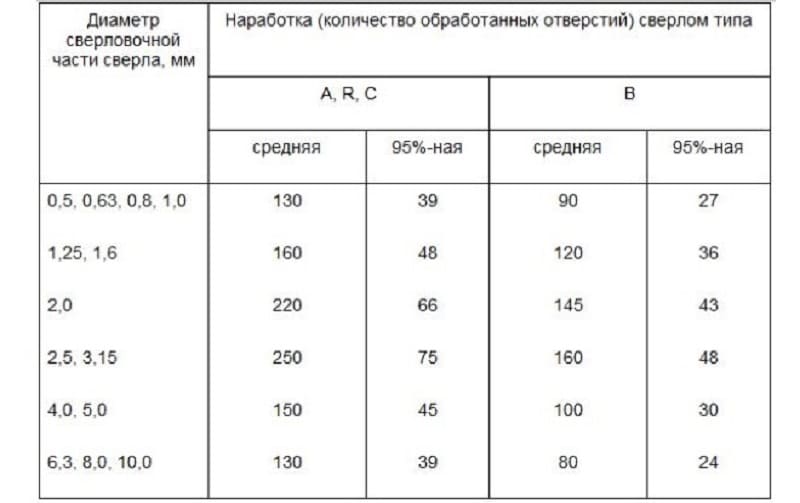






Foto # 4: Latihan pusat untuk logam
Latih tubi kiri
Bor logam kiri direka khas untuk menggerudi bolt dan skru dengan kepala yang patah. Ini tidak dapat dilakukan dengan latihan konvensional. Selak atau skru akan berpusing.
Foto # 5: Gerudi tangan kiri untuk logam
Latihan teras untuk logam
Bor inti atau pemotong anular digunakan untuk menggerudi lubang dengan diameter besar (dari 15 hingga 100 mm) dengan cepat pada benda kerja logam. Prinsip pengoperasian alat tersebut berdasarkan pengilangan mahkota. Ia menghabiskan 4-12 kali lebih sedikit tenaga daripada latihan konvensional.
Foto # 6: latih tubi teras untuk logam
Latihan ini direka untuk pemasangan pada mesin penggerudian, penggilingan dan putar. Untuk kerja manual, gunakan alat khas dengan pengapit QuickIN Plus.
Latih tubi pra-pemasangan
Latihan pelbagai jenis sangat baik untuk pemesinan besi tuang, keluli struktur dan pemalsuan keras. Dengan bantuan alat-alat ini, lubang berbentuk diameter dan besar dibuat dengan diameter besar. Latihan berlubang terdiri daripada pemegang yang dipasang sisipan pemotong pentahedral dengan pelbagai ukuran. Mereka mempunyai alur khas untuk menghilangkan kerepek.
Foto # 7: Latihan bulu pasang siap dengan sisipan
Latihan karbida pepejal
Latihan karbida pepejal diperbuat daripada bahan yang sangat kuat. Terdapat jenis alat seperti berikut.
- Monolitik.
- Dikimpal.
- Dengan pinggan khas.
Foto # 8: Latihan karbida dengan sisipan
Alat seperti itu dibeli untuk pemesinan benda kerja yang diperbuat daripada keluli tahan panas dan aloi titanium.
Seterusnya, kami akan memberitahu anda bagaimana memilih gerudi berpusing berkualiti untuk logam.









Garis panduan untuk memilih latihan pusat
Tidak ada latihan pusat sejagat. Bor pusat mesti dipilih berdasarkan beberapa faktor.
Mari senaraikannya:
- Pertama, anda perlu mengambil kira bahan yang akan dijalankan, serta diameter dan panjang bahagian kerja, bahan gerudi, tirus dan jenis lubang pemusat.
- Kedua, jika dirancang untuk memusatkan bahagian sebelum menggerudi, gerudi pusat harus dipilih dengan diameter yang lebih kecil daripada ukuran lubang setelah penggerudian terakhir. Dan sebaliknya, jika anda perlu menggerudi skru yang terpaku dengan erat, yang tidak sesuai dengan pemutar skru, maka gerudi perlu dipilih dengan diameter yang sama (atau lebih) skru yang perlu digerudi.
- Ramai orang menggunakan latihan pusat untuk menggerudi lubang benang. Dalam kes ini, perlu memilih diameter gerudi supaya lebih kecil daripada diameter benang. Jika tidak, memotongnya tidak mungkin.
- Juga perlu untuk mempertimbangkan syarat-syarat kekasaran dinding lubang, kerana latihan pusat tersedia dalam dua versi.
Parameter pemilihan gerudi mengikut GOST
Setelah meninjau GOST untuk latihan berpusatkan diri, menjadi jelas bahawa anda perlu memperhatikan beberapa ciri, seperti:
- Penampilan. Ia mudah: tidak boleh ada calar, lekuk atau kerosakan mekanikal pada alat ini.
- Ketepatan. Kami melihat dengan teliti penunjuk ini, kerana bergantung kepadanya berapa toleransi diameter lubang yang digerudi. Contohnya, jika diameter kawasan kerja pusat gerudi kurang dari 8 milimeter, maka penyimpangan tidak boleh melebihi 0.05 milimeter.
- Kekerasan. Sekiranya parameter ini menyimpang, latihan tidak akan bertahan lama. Sekiranya rendah, maka gerudi tidak akan cukup stabil semasa operasi, dan jika terlalu tinggi, maka gerudi akan rapuh. Kekerasan harus antara 63 dan 66 HRC mengikut skala kekerasan Rockwell.
- Panjang. Parameter ini bertanggungjawab untuk prestasi latihan. Ia mesti dipilih berdasarkan panjang bahan kerja.