Apa yang ditawarkan oleh pasaran?
Segmen berprestasi tinggi dengan jangka hayat yang panjang ditawarkan di pasaran oleh pengeluar domestik dan asing. Produk berkualiti tinggi berbeza dengan harga tinggi. Pengilang asing termasuk Metabo, Bosch, Makita, Stayer, FIT. Keutamaan diberikan kepada alat dari Bosch, kerana, kerana bentuk empat lingkaran, setelah akhir kerja, mudah untuk mendapatkan sisa-sisa bahan sisa pembinaan dari ceruk.
Versi alat yang lebih murah adalah produk Interskol.
Pengeluaran Rusia, serta syarikat dari negara-negara CIS dan China, menawarkan alat yang harganya lebih berpatutan. Antaranya ialah Interskol, Zubr, Enkor. Semasa memilih alat, anda perlu memahami bahawa latihan ditutup dengan aloi berkualiti tinggi dan dibuat menggunakan teknologi moden, yang bermaksud harganya harus sesuai. Palsu sering dijumpai di pasar, yang lebih gelap kerana penggunaan bahan mentah yang berkualiti rendah.
Prinsip penggerudian
Untuk memulakan dengan jubin, anda perlu mengkaji ciri dan sifatnya dengan teliti.
Penggerudian harus dilakukan dengan seakurat dan hati-hati mungkin, tanpa melanggar integriti lapisan, dengan ketat mematuhi prinsip pengeboran:
- pegang gerudi pada sudut 90 darjah ke permukaan;
- tambah momentum hanya apabila mereka telah mencapai konkrit;
- sentiasa menyejukkan permukaan kerja;
- tidak termasuk pemanasan seramik dan alat yang terlalu panas;
- pilih tekanan optimum pada alat;
- matikan mod terbalik, lakukan putaran lancar mengikut pergerakan tangan jam;
- letakkan lubang di tengah jahitan (tidak ada lapisan pelindung di tepi dan berhampiran tepi jubin).

Untuk membuka tandas untuk memperbaiki tandas, anda mesti mematuhi beberapa syarat:
gerudi pelapis hanya dengan gerudi dengan bulu untuk jubin, dan konkrit dengan alat perkusi;
ukuran lubang di jubin mestilah lebih besar daripada konkrit untuk mengekalkan integriti jubin;
Pandu di pengikat dengan berhati-hati.

Mahkota
Mahkota atau pemotong - gerudi berbentuk silinder untuk membuat lubang besar. Bahan asasnya adalah keluli alat. Elemen pemotong dipasang dari satu hujung (pelbagai bahan digunakan), dari ujung yang lain terdapat batang untuk dipasang di bor gerudi.









Dengan reka bentuk, mahkota dibahagikan kepada dua jenis:
- dengan gerudi pusat: digunakan untuk bekerja dengan alatan tangan;
- tanpa gerudi pusat: untuk pemasangan pegun.
Mahkota tanpa gerudi pusat, terpaku pada gerudi tangan, "berjalan" di atas jubin ketika cuba menggerudi. Untuk jubin penggerudian, hanya pemotong semburan yang digunakan.
Varieti bergerigi (karbida) direka untuk penggerudian tukul dan oleh itu tidak sesuai untuk seramik rapuh. Menurut bahan penyemburan, pemotong dibahagikan kepada dua jenis: berlapis berlian dan karbida tungsten.
Kelebihan mahkota adalah penggerudian berkualiti tinggi. Tepi lubang tidak perlu dipangkas seperti selepas "ballerina".
Berlapis berlian
Seperti gerudi berlian, alat ini lebih biasa digunakan oleh para profesional. Ia mempunyai sumber daya yang besar, tetapi mahal.
 Mahkota menjadi lebih panas daripada latihan, oleh itu alat bersalut berlian dibahagikan kepada dua jenis:
Mahkota menjadi lebih panas daripada latihan, oleh itu alat bersalut berlian dibahagikan kepada dua jenis:
untuk penggerudian basah. Di sini, cip berlian dipasang dengan cara yang paling tidak boleh dipercayai - pada solder. Apabila dipanaskan, ia melembutkan dan mahkota kehilangan habuk. Untuk mengelakkan ini, bekalan air ke kawasan kerja diperlukan.
Pengilangan untuk penggerudian basah mempunyai kelebihan penting: setelah sumber daya habis, bahagian pemotongan dapat diganti, jadi tidak perlu membeli bit baru;
untuk pemotongan kering.Mahkota mahal dengan pemasangan laser brazing, tahan terhadap pemanasan berlebihan
Alat ini dimasukkan ke dalam segmen untuk penyebaran haba yang cekap. Bahagian pemotong tidak dipulihkan; setelah sumber habis, anda harus membeli alat pemotong baru.









Tungsten karbida
Jenis yang paling murah, tetapi juga paling tidak tahan lama. Biasanya pemotong karbida tungsten dibeli untuk kerja sekali sahaja.
Roda pengisar kasar
 Roda abrasif dibuat dalam bentuk kepingan yang sangat nipis dan mempunyai lubang di bahagian tengah dengan bingkai dalam bentuk lengan logam. Untuk membuat cakera seperti itu, zarah yang berbeza digunakan, pengisi yang digabungkan dengan jisim pengikat khas, yang boleh berupa vulcanite atau bakelite. Sesuai dengan teknologi, semua komponen yang disenaraikan, setelah dicampurkan, dikirim ke bentuk khas, setelah itu ditekan.
Roda abrasif dibuat dalam bentuk kepingan yang sangat nipis dan mempunyai lubang di bahagian tengah dengan bingkai dalam bentuk lengan logam. Untuk membuat cakera seperti itu, zarah yang berbeza digunakan, pengisi yang digabungkan dengan jisim pengikat khas, yang boleh berupa vulcanite atau bakelite. Sesuai dengan teknologi, semua komponen yang disenaraikan, setelah dicampurkan, dikirim ke bentuk khas, setelah itu ditekan.
Roda kasar adalah dua jenis:
- pengisaran;
- terlepas.
Yang pertama direka untuk memotong bahan bukan logam dan logam pepejal, termasuk marmar, bata, drywall, aloi bukan ferus dan lain-lain. Roda pengisaran paling sering digunakan untuk mengisar dan mengasah bahagian yang dibuat dari bahan yang sama.
Kedua-dua jenis roda pelelas sama permintaan dalam pengeluaran. Mereka digunakan untuk memproses pada jenis mesin yang sesuai - pengisaran dan pemotongan.
Hasil yang diperlukan semasa menggunakan roda pelelas diperoleh dengan tindakan bahagian atas zarah kasar yang tajam, yang, semasa putaran roda, memotong ke permukaan kerja. Biasanya, zarah-zarah ini berukuran 100 hingga 2000 mikron. Harus diingat bahawa dengan peningkatan ukuran dan kekerasan butiran kasar, produktiviti roda juga meningkat.
Parameter dan varieti
Ciri utama alat untuk konkrit ialah elemen kerjanya mempunyai penjual khas dari aloi khas dengan tahap kekerasan tertinggi. Berkat sifat prestasi yang sangat baik, aloi logam ini telah menerima nama "win" yang menarik. Bahagian yang dibuat daripadanya dianggap sebagai alat yang paling sesuai untuk memproses sepenuhnya bahan ini.










Jenis instrumen ini terdapat dalam beberapa kategori:
- produk dengan struktur dalam bentuk polyhedron atau silinder;
- alat dengan perforator dan "ekor" silinder.
Banyak tukang rumah sering mempunyai soalan yang berkaitan dengan pilihan alat dan peralatan untuk memproses struktur konkrit bertetulang. Untuk menyelesaikan masalah ini, anda boleh menggunakan gerudi tukul dan elemen yang direka untuk gerudi tukul. Terdapat tiga jenis bahagian ini:
- Produk skru. Mereka digunakan untuk mengebor lubang dalam.
- Alat spiral. Dengan pertolongannya, lubang dengan diameter besar dibuat.
- Unsur cerun yang memungkinkan penciptaan lubang dengan kedalaman dan diameter kecil.
Berkat penebalan di bahagian ekor, latihan sangat mudah dimasukkan ke dalam bor gerudi dengan menggunakan snap-in yang mudah. Lekapan pengendalian konkrit biasanya dipilih oleh pakar pemasangan dan pembina.
Dalam keadaan itu, jika anda perlu mendapatkan lubang besar, maka alat mahkota sering diambil. Latihan ini membolehkan anda membuat lubang dengan diameter hingga dua belas sentimeter. Latihan teras untuk konkrit terdiri daripada beberapa jenis:
- latihan berlian untuk konkrit dalam bentuk mahkota atau tiub, terpaku pada batang;
- latihan kemenangan untuk konkrit, yang dicirikan oleh reka bentuk yang serupa dengan alat berlian (mereka berbeza dengan rakan berlian mereka dalam bahan dari mana gigi permukaan pemotong dibuat).
Keperluan untuk menggunakan gerudi inti muncul dalam situasi ketika perlu untuk menyiapkan lubang bor untuk suis dan saluran kuasa, komunikasi peregangan dan melakukan kerja lain yang berkaitan dengan penciptaan lubang dan lubang besar.
Pemilihan gerudi yang sesuai bergantung pada kedalaman dan diameter lubang yang dimaksudkan.
Bagaimana pensel berlian berfungsi?
Pensil berpakaian berlian kelihatan seperti pin keluli sepanjang 5 cm. Berlian semula jadi / sintetik diletakkan di bahagian bawah produk. Fungsi pautan penghubung dilakukan oleh aloi logam dengan pekali pengembangan hampir dengan kristal berlian.










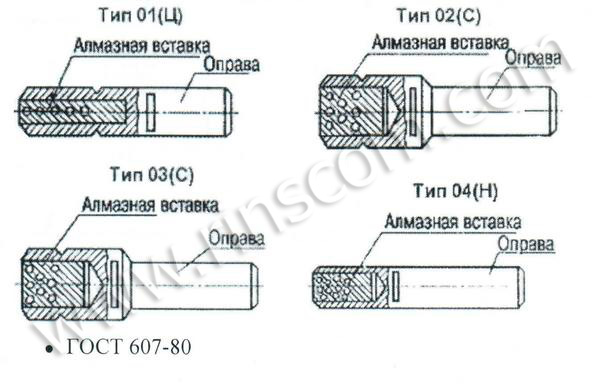
Gambar No. 1: Diagram peranti pensil berlian jenis 01, 02, 03, 04 sesuai dengan GOST
Rangka produk boleh terdiri dari pelbagai bentuk: silinder, tangga, kerucut. Terdapat pensil berlian dengan ukiran. Di dalam produk, berlian dipegang oleh penyolder, embossing atau penjepit logam. Pasang pensil ke pemegang sedemikian rupa sehingga alat itu menonjol dari tepi bingkai dengan maksimum ¼ panjangnya.
Petua teknikal penggerudian logam

pin dimasukkan ke dalam relung dan magnet dihidupkan
Tentukan kelajuan optimum. Parameter ini sangat penting. Harap maklum bahawa jika anda memilih kelajuan yang lebih tinggi daripada yang disarankan, anda tidak akan dapat menyelesaikan pekerjaan penggerudian. Adalah mustahak untuk memastikan bahawa kelajuan sekurang-kurangnya 25% dari kelajuan yang disyorkan. Semasa bekerja dengan latihan karbida, harus diingat bahawa mereka sensitif terhadap kelajuan yang terlalu rendah. Dalam kes ini, anda mungkin menghadapi fenomena seperti peningkatan getaran dan celah gigi. Sekiranya kelajuannya terlalu tinggi daripada 20%, maka apabila menggunakan gerudi dari HSS dan serbuk keluli, yang terakhir akan menjadi tidak dapat digunakan.
Anda harus memilih makanan yang betul. Pada awal kerja, perlu mengatur suapan pada tahap 2 kali lebih rendah daripada yang disarankan. Perlu diingat bahawa terlalu banyak tekanan pada gerudi akan memastikan kelajuannya sama. Untuk mencapai produktiviti yang lebih tinggi, disarankan untuk menggunakan peralatan dengan kelajuan putaran yang meningkat dalam kombinasi dengan latihan karbida. Kadang-kadang mungkin perlu menggunakan lebih banyak kekuatan semasa menggerudi. Sekiranya ini berlaku, kemungkinan besar anda bekerja dengan latihan tumpul atau cuba membuat lubang pada bahan yang terlalu keras.