Menajamkan produk dengan reka bentuk yang berbeza
Selain latihan putar, alat reka bentuk lain digunakan untuk pemprosesan logam. Di rumah, anda boleh menyahpepijat alat berikut.
Gimbal kon
Anda dapat mempertajam latihan bertahap menggunakan fail biasa. Potongan produk diasah pada sudut yang betul.
Sekiranya bor kerucut tumpul di kawasan terhad, maka penajaman harus dilakukan tanpa meninggalkan kawasan yang rosak.
Video:
Dinobatkan
Semasa menyahpepijat alat mahkota, peranti khas digunakan dan anda perlu tahu di sudut mana logam harus dikeluarkan dari permukaan pemotongan. Mengingat semua kesulitan dan waktu yang dihabiskan untuk melakukan prosedur, lebih baik beralih kepada tukang berpengalaman untuk mengasah.
Video:
Kesimpulannya
Tidak sukar untuk belajar bagaimana mengasah latihan logam sendiri.
- Dengan jumlah kecil, cukup untuk membeli fail berkualiti tinggi dan menjalankan prosesnya secara manual.
- Untuk jumlah yang banyak, untuk mengurangkan kos masa, lebih baik membeli peralatan khas yang akan mempercepat kerja dan mengurangkan kemungkinan pemakaian alat yang tidak betul.
Cara-caranya
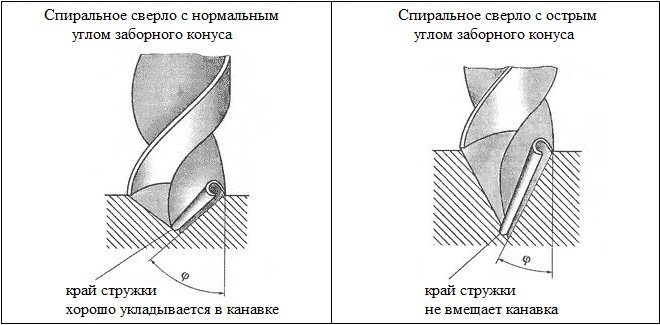
Semasa menggerudi bahan keras, hanya bahagian tepi yang harus bersentuhan dengannya. Itulah sebabnya permukaan belakang diasah pada sudut tertentu. Hasil daripada operasi ini, jurang muncul di antara tepi dan bahagian bawah lubang.
Penajaman dilakukan dengan kaedah kerucut, dua satah atau kerucut.
Menggunakan penajaman kon
Bor dimasukkan ke dalam prisma khas mesin pengisar, yang bergerak di sekitar paksinya. Prisma berhubung dengan roda pengisaran berada pada sudut tertentu. Bahagian belakang gerudi berbentuk seperti kerucut. Ia terletak di tempat di mana permukaan kerja roda pengisar bersilang dengan paksi ayunan.

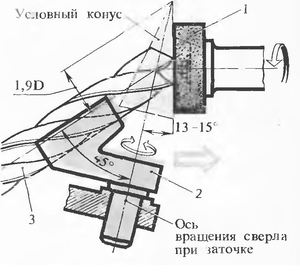
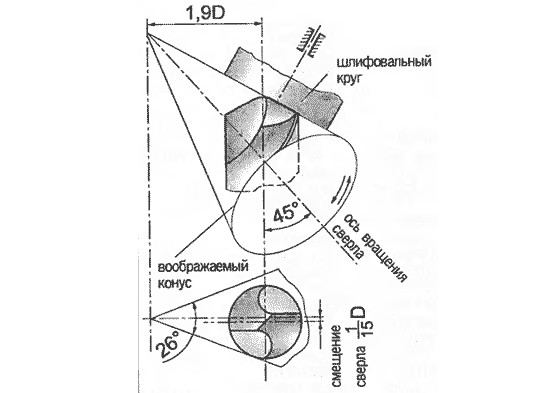
Untuk mengasah gerudi dengan betul, anda mesti terlebih dahulu menyesuaikan parameternya. Paksi pengasah kon harus berada pada sudut 45 darjah sehubungan dengan paksi gerudi itu sendiri. Penajaman tirus dapat dilakukan dengan menggunakan dua kaedah:





- Hujung kon yang hendak diasah mestilah di bawah hujung kon yang diasah. Disarankan untuk melakukan penyesuaian sesuai dengan parameter yang ditentukan: a - 45 darjah, b - dari 13 hingga 15 darjah, n - 1.9d. paksi gerudi dan tirus mesti bersilang pada sudut yang kurang daripada sudut roda pencanai dan gerudi. Sekiranya kita mengasah dengan cara ini, maka anda perlu memastikan bahawa hujung gerudi terletak di atas hujung kon pengasah. Vertex dan latih tubi hendaklah berjauhan 1.06d. paksi gerudi dan paksi tirus mesti melintang pada sudut 90 darjah.
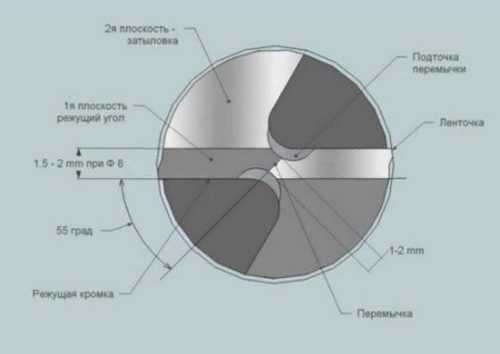
- Untuk memberikan sudut belakang untuk titik periferal, perlu menyediakan petunjuk - a-5-7 darjah, sudut 2f - dari 116 hingga 118 darjah. pinggir melintang pemotongan hendaklah pada sudut 55 darjah.
Penggunaan kaedah meruncing dianjurkan untuk membuat peningkatan tajam sudut pelepasan gerudi. Kaedah ini boleh digunakan jika gerudi mempunyai diameter besar - lebih dari 3 milimeter.
Menggunakan pengasah skru
Sekiranya perlu untuk mengautomasikan proses mengasah gerudi, maka penggunaan kaedah skru adalah disyorkan. Ini bergantung pada kenyataan bahawa pergerakan terjemahan diselaraskan dengan putaran roda pengisaran... Ia dapat digunakan untuk mengasah sudut depan dan belakang pada masa yang sama.
Dengan penajaman heliks, sudut belakang bahagian kerja meningkat ketika mereka menghampiri pusat.Dengan kaedah ini, terdapat penurunan kekuatan pinggir sisi latih tubi, yang menyebabkan kerosakan semasa menggerudi bahan yang terlalu keras.
Penajaman dua pesawat
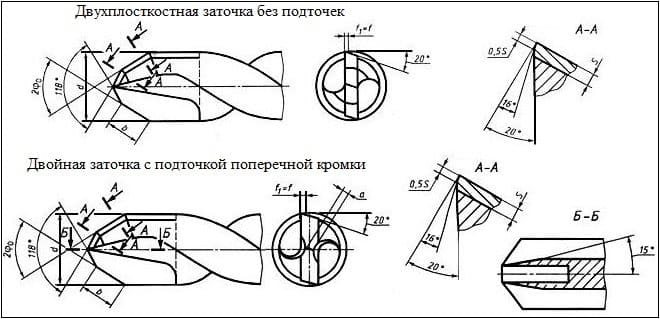
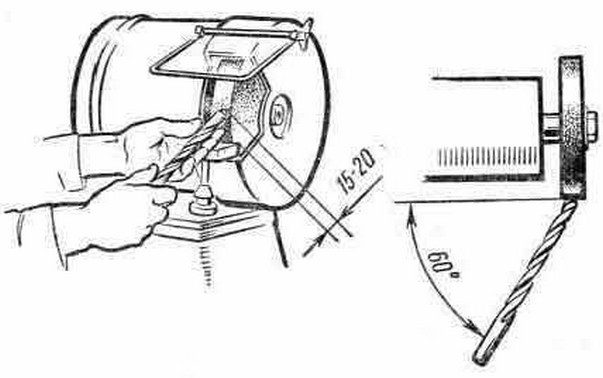
Dengan menggunakan kaedah ini, disarankan untuk mengasah gerudi yang bertujuan untuk penggerudian dalam bahan tidak padat. Sekiranya diameter gerudi kurang dari 3 mm, kaedah mengasah ini disyorkan. Dengan menggunakan kaedah ini, latihan diasah pada sudut 60 darjah. Berkat kaedah ini, produk diperbaiki dan bukannya kesalahan diperbetulkan.
Ciri penajaman pelbagai jenis latih tubi
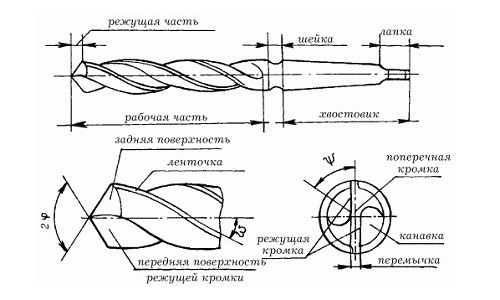
Mata gerudi untuk logam boleh berbentuk pobedit, spiral dan dipijak. Terdapat syarat tertentu untuk mengasah masing-masing. Tetapi sebelum mengetahui bagaimana anda dapat mengembalikan harta yang hilang dari masa ke masa ke latihan, anda harus memeriksanya dan mengujinya dalam operasi. Ini akan membolehkan anda memahami sama ada produk itu benar-benar perlu diampelas. Tanda-tanda alat pemotong tumpul dianggap sebagai pemanasan kuat, suara keras semasa digunakan, dan penggerudian berkualiti rendah. Walau bagaimanapun, tidak wajar untuk menggunakan penajaman. Lebih baik membuang gerudi dengan permukaan pemotongan lebih dari 1 cm.
Bagaimana cara mengisar latihan yang berjaya?
Agar produk yang berjaya dapat menggali bahan tersebut dengan baik untuk membuat lubang pada logam, anda perlu melengkapkan diri bukan sahaja dengan alat pengasah, tetapi juga dengan penyejuk. Mengasah gerudi jenis ini dengan batu emeri sederhana tidak akan berfungsi, anda harus mempersenjatai diri dengan pengasah elektrik.
Agar alat pemotong mulai menggerudi logam dengan cekap seperti sebelumnya, jumlah putaran sesaat harus dikurangkan pada lekapan yang digunakan untuk mengasahnya. Hakikatnya adalah bahawa semakin tinggi kekuatan bahan, semakin rendah kelajuan pemprosesan.
Latihan yang berjaya dikendalikan dengan sentuhan pendek kepada pengasah. Proses penajaman produk ini memerlukan perhatian yang lebih tinggi, kerana ujung gerudi yang berjaya menajamkan dengan cepat. Setiap bahagian pemotong alat mesti diasah agar sesuai dengan sisi yang lain. Sekiranya peraturan ini dilanggar, pusat paksi putaran akan bergeser, dan gerudi akan membuat lubang yang terlalu besar pada logam dan lekukan di sepanjang tepinya.
Semasa mengisar alat pemotong, penting untuk mengawal nisbah pelepasan ke tepi pemotong. Perhatian juga harus dilakukan untuk memastikan bahawa gerudi tidak menjadi panas, kerana ini boleh menyebabkan keretakan dan pecah.
Sekiranya tiba-tiba produk diproses dengan pengasah atau alat lain memanas, maka mesti direndam dalam cecair khas atau air biasa. Tetapi, apabila hujungnya berubah menjadi merah dan panas, anda tidak perlu segera menyejukkannya untuk mengelakkan kerosakan. Bor mesti dibiarkan sejuk dengan terkena udara sebelum direndam di dalam air.
Bagaimana mengasah produk spiral?
Untuk mengembalikan ketajaman gerudi spiral, anda perlu mengisar bahagian belakangnya. Semasa proses ini, berhati-hati untuk melihat apakah satu ujung gerudi diasah dengan cara yang sama seperti yang lain. Sangat sukar untuk melakukan ini tanpa unit khas, terutama bagi mereka yang tidak mempunyai pengalaman dalam mengasah latihan logam.
Semasa mengasah gerudi putar dengan tangan anda sendiri, tidak mungkin untuk memberikan bentuk yang betul pada tepi belakang dan sudut belakang yang diberikan. Oleh itu, adalah lebih bijak untuk menggiling produk sedemikian pada mesin atau peranti khas. Kalaulah ada pahat biasa di ladang, dan seorang lelaki yang perlu memproses gerudi putar tumpul mempunyai pengalaman dalam mengasah alat pemotong.





Bagaimana cara mesin gerudi bertahap dengan betul?
Alat pemotong logam, dalam bentuk tangga, beberapa kali lebih sukar untuk diasah daripada gerudi putar. Produk dengan alur pengosongan cip lurus harus dikembalikan ke ketajamannya yang hilang mengikut corak tertentu.Di sepanjang celah-celah tangga dari sisi selokan, ia seharusnya dilakukan dengan cakera, membuat sentuhan ringan.
Semasa menggerudi gerudi bertahap, sudut yang terbentuk di antara permukaan di belakang tangga dan alur tidak boleh diimbangi. Terdapat lebih banyak nuansa penajaman dalam produk, alurnya berbentuk spiral. Teknologi pemprosesannya tidak berbeza, tetapi memerlukan penjagaan yang terbaik dan banyak pengalaman dalam latihan penggilingan.
Pengasah
Untuk memendekkan masa kerja dan meningkatkan kualitinya, penting untuk memilih peranti yang membolehkan anda menahan alat pemotong. Penajaman gerudi logam yang normal sangat bergantung pada ketepatan menetapkan sudut yang diperlukan dan kemungkinan penyesuaian umpan semasa proses putar

Sebilangan besar alat tambahan membolehkan anda mengasah alat pemotong dari ukuran 3-19 mm. Untuk memulihkan produk spiral, kedua-dua mesin khas dan biasa dengan pemacu elektrik dan sistem suapan digunakan, yang dapat dipasang sendiri dan dipasang di garaj atau bilik utiliti.
Untuk bekerja di rumah, tidak masuk akal untuk membeli peralatan profesional yang mahal: anda boleh menghadkan roda penggiling yang dipasangkan dengan pemegang, atau meluruskan produk sepenuhnya secara manual.
Menggunakan pengisar
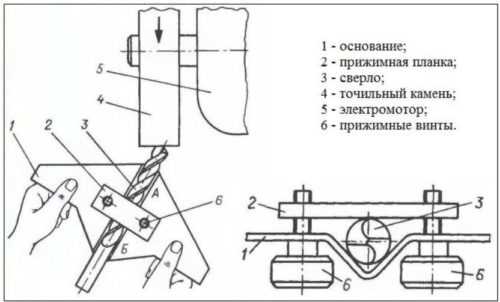
Sebagai tambahan kepada mesin itu sendiri, alat naib juga diperlukan untuk bekerja, di mana alat pemotong yang dilekatkan dipasang.

Untuk mengasah latihan logam dengan penggiling, urutan kerja berikut mesti diperhatikan:
- mengepit produk secara menegak di dalam maksiat;
- proses pertama bahagian tepi belakang untuk menghilangkan tanda haus;
- putar tepi kerja pada 120 °.
Untuk mengelakkan terlalu panas dari gerudi, hubungannya dengan cakera penggiling tidak boleh bertahan lebih dari 1-2 saat. Kesannya dicapai dengan berulang kali mengeluarkan lapisan logam nipis dari permukaan kerja.
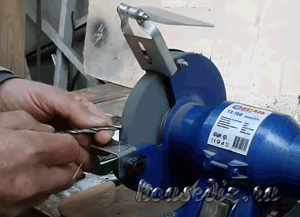
Mengasah pada pengasah
Mengasah pada roda pengisar dianggap cara yang lebih mudah dan selamat berbanding penggiling.
Sekiranya pengalaman tidak memungkinkan anda menentukan tahap keausan gerudi untuk logam dan melakukan mandrelnya pada pengasah "dengan mata", anda perlu menggunakan peranti khas - pemegang yang dipasang berhampiran cakera kerja. Penahan dilekatkan dengan selamat untuk mengelakkan perpindahan.





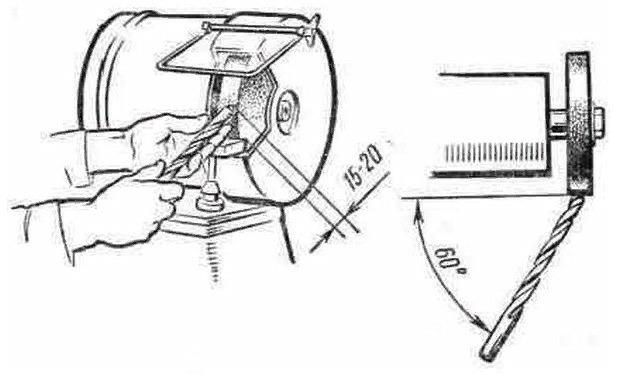
Pada mesin putar, latihan mengasah logam tidak sukar.
Alat ini dipasang di pemegang, pengasah dihidupkan, dan tepi kerja sedikit ditekan pada bulatan pada sudut yang diinginkan. Sekiranya terdapat duri kecil, mereka harus dilepaskan secara merata dari semua sisi sebelum berpusing.
Menggunakan bit gerudi
Adalah mungkin untuk mengasah latihan diameter sederhana (4-10 mm) dengan cekap dan cepat tanpa roda penggiling, menggunakan bit gerudi standard.

Mengasah dilakukan mengikut urutan ini:
- muncung diletakkan di atas gerudi;
- gerudi dipasang di lubang diameter yang diperlukan;
- gerudi dihidupkan, produk dihidupkan di satu sisi;
- untuk menyahpepijat arah yang bertentangan, alat ini dipusingkan 180 °.
Penggunaan muncung mempunyai beberapa keunikan:
- Pengasahan berkualiti tinggi dan cekap hanya mungkin untuk latihan yang sedikit kusam. Sekiranya terdapat kerosakan yang mendalam, sebagai peraturan, terbentuk dengan pemanasan logam yang ketara, tidak mustahil untuk memulihkan alat tersebut.
- Memperbaiki sudut mengasah. Aksesori hanya sesuai untuk latihan yang digunakan untuk bekerja dengan bahan tertentu.
Mengasah dengan fail atau fail
Bor yang digunakan untuk pemprosesan logam tidak dapat diasah dengan fail atau fail kerana dua sebab:
- Kekerasan bahan. Malah fail terbaik akan habis sebelum memperbaiki pemotong.
- Apabila menggunakan batu berlian atau kasar, tidak mungkin mengekalkan sudut yang diinginkan secara manual.
Adakah masa untuk mengasah? ..
Sulit bagi pengrajin yang tidak berpengalaman untuk membezakan alat yang diasah dengan baik dari alat yang sudah menjadi kusam. Tanda-tanda utama bahawa sudah tiba masanya untuk mula mengasah adalah seperti berikut:
- logam menjadi sangat panas.Oleh kerana hak canggih sudah usang, geseran semasa penggerudian meningkat. Oleh itu, bahagian kerja dan kemudian cengkerik, bor gerudi (perforator) dipanaskan. Dengan pemanasan yang kuat, logam gerudi kehilangan sifatnya, "dilepaskan" dan berhenti sama sekali tajam;
- bunyi semasa penggerudian diperkuat, ada suara berderit dan menjerit;
- kerepek keluar hanya dari satu sisi (penajaman tidak rata), atau dari kedua-duanya, tetapi dalam bentuk serpihan, dan bukan lingkaran yang kemas.
Secara individu, gejala ini boleh dianggap hasil daripada bekerja dengan bahan yang terlalu keras dan rapuh, jenis latihan yang salah pada umumnya. Bersama-sama, jelas dinyatakan - sudah tiba masanya untuk mengasah tepi!
Apa yang diperlukan untuk prosedur
Untuk mempertajam latihan logam sendiri, anda mesti menentukan tugas apa yang akan digunakan. Dalam keadaan pengeluaran, untuk latihan mengasah, sebagai peraturan, alat khas digunakan untuk memastikan ketepatan dan produktiviti maksimum proses tersebut. Semasa mengasah latihan di rumah, anda selalu harus mencari cara untuk menghasilkan hasil proses ini berkualiti tinggi.
Set minimum untuk mengasah latihan logam harus merangkumi:
- mesin emery;
- roda pengisaran pelbagai kekerasan, dipilih bergantung pada bahan pembuatan gerudi yang akan diasah;
- bekas untuk penyejuk dan cecair itu sendiri, yang boleh digunakan sebagai air biasa (atau minyak mesin);
- alat yang membolehkan anda mengekalkan sudut tajam yang betul.

Dudukan gerudi dipasang di sebelah cakera kasar untuk mengasah bahagian pemotong pada sudut tepat
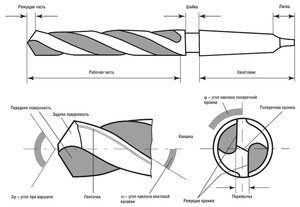
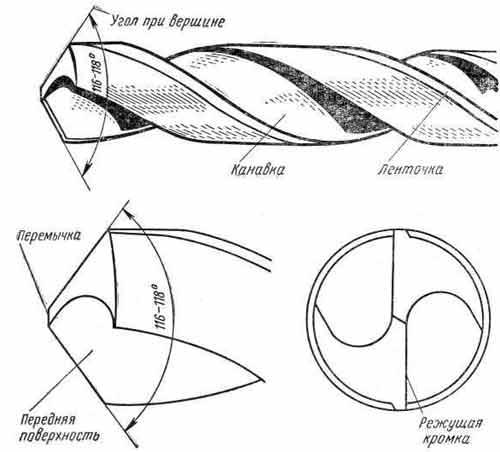
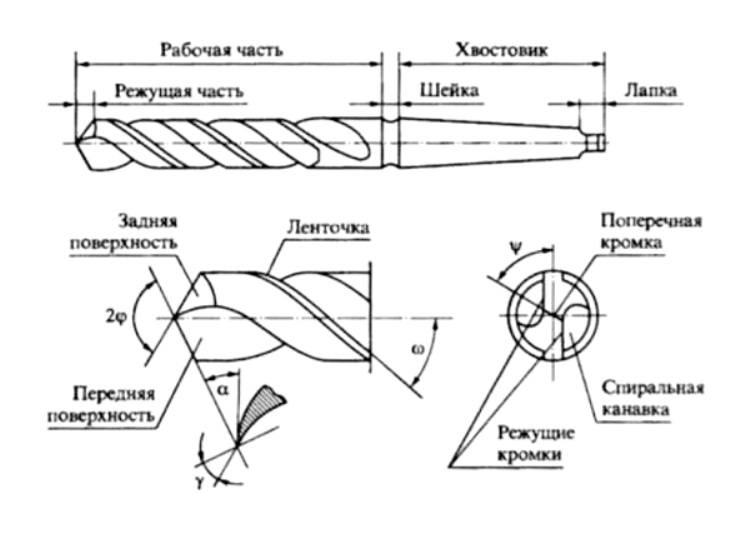
Semasa mengasah latihan dengan tangan anda sendiri, anda perlu memperhatikan parameter berikut:
- sudut antara satah depan gerudi dan pangkal pinggirnya (sudut seperti itu, diukur pada satah pemotong utama, disebut depan);
- sudut pelepasan, yang diukur dengan cara yang sama dengan sudut depan, tetapi di sepanjang satah belakang gerudi;
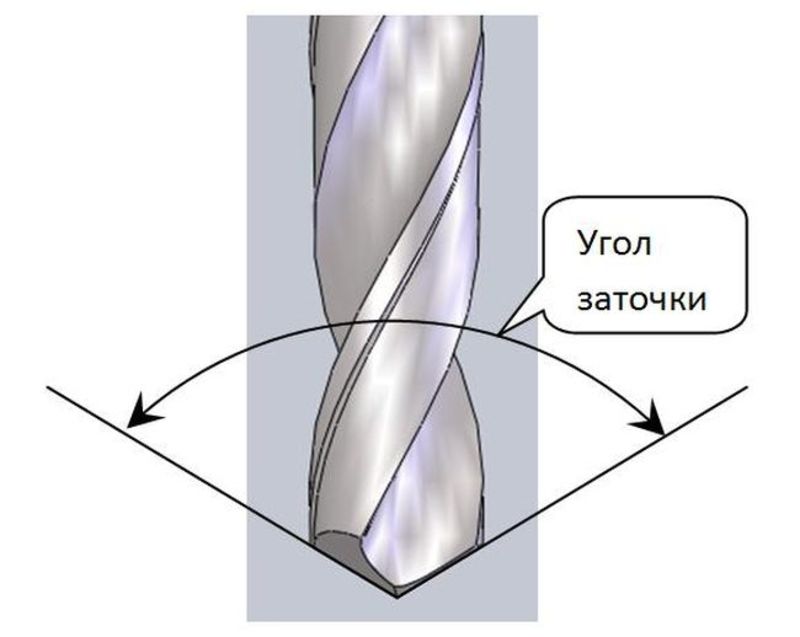
- sudut hidung alat, diukur antara dua tepi pemotongan.
Untuk mempertajam latihan logam sesuai dengan semua peraturan, Anda harus mematuhi nilai parameter berikut:
- sudut rake canggih - 20 °;
- sudut belakang - 10 °;
- sudut puncak - 118 °.

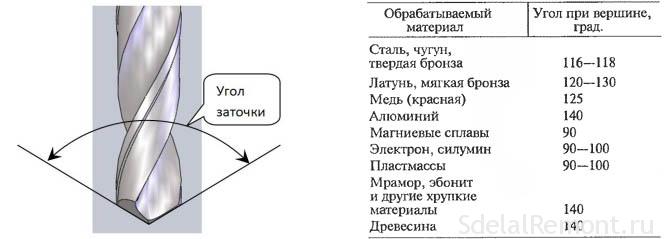
Jadual 1. Sudut di bahagian atas gerudi bergantung pada bahan yang sedang diproses

Jadual 2. Sudut menggerakkan dan menyapu gerudi
Sekiranya anda perlu mengasah sedikit gerudi untuk pengeluaran logam atau di rumah, anda mesti mematuhi langkah keselamatan dengan ketat. Proses ini disertai dengan pembentukan sebilangan besar bunga api, dari kesan yang diperlukan untuk melindungi organ penglihatan. Di samping itu, kerana prosedur ini dilakukan dengan alat logam yang diasah, ia harus dilakukan dengan menggunakan sarung tangan untuk melindungi tangan.








Proses mengasah
Mengasah gerudi logam yang betul adalah wajar dilakukan dengan bantuan alat khas dan alat mesin. Malangnya, di bengkel rumah, peralatan seperti itu tidak selalu tersedia, dan biasanya mengasah gerudi untuk logam dilakukan pada penggiling elektrik dengan bahan kasar, misalnya, pada roda batu. Mengasah dilakukan di sepanjang tepi belakang, sementara semua gigi harus diasah sama persis. Pada masa yang sama, sukar untuk mengekalkan sudut tertentu dan bentuk yang diinginkan secara manual, dan paling mudah untuk mengasah hanya alat spiral dan mahkota di rumah.
Sudut permukaan kerja
Untuk mengetahui cara mengasah gerudi logam pada pengasah, anda harus ingat beberapa parameter penting yang diterapkan pada bahagian pemotong, pelaksanaannya menjamin hasil yang berkualiti tinggi:
- Sudut lokasi bahagian belakang alat berhubung dengan satah penggerudian = 10 °,
- Sudut mengasah permukaan depan = 20 °
- Sudut hidung alat pemotong = 118 °
Dalam kes ini, sudut di bucu boleh berubah, bergantung pada bahan yang harus anda gunakan:
- Untuk keluli tahan karat, besi tuang dan gangsa keras - 115-118 °;
- Untuk aluminium - 130-140 °;
- Untuk tembaga - 125 °;
- Untuk gangsa lembut - 130 °.
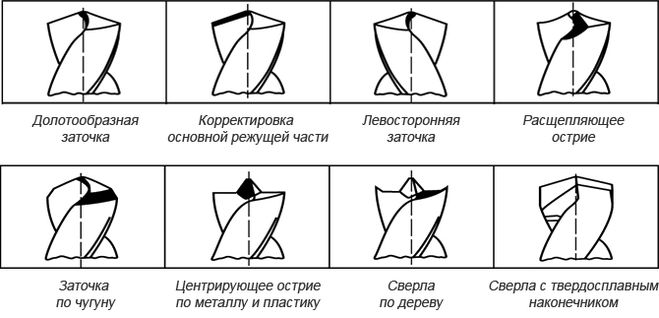
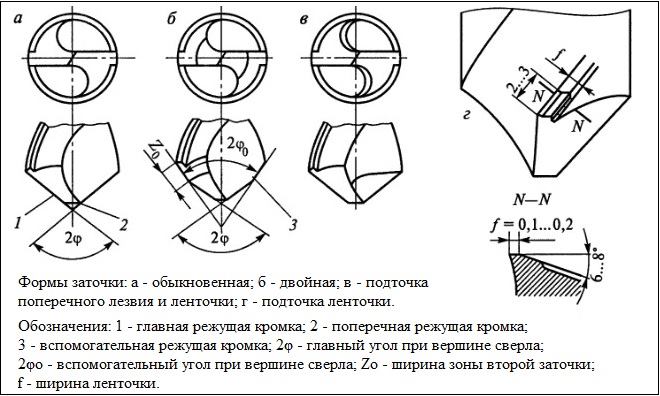
Terdapat beberapa jenis penajam yang digunakan untuk tujuan yang berbeza. yang paling biasa adalah:
- Satu kapal terbang. Dengan jenis pemprosesan ini, permukaan belakang bulu dibuat dalam bentuk satu satah. Sudut posterior terletak dalam lingkungan 28-30 °. Bor diletakkan dengan bahagian pemotong yang selari dengan roda pencanai dan tidak mengubah kedudukannya. Ia dianggap sebagai jenis penajaman gerudi yang paling sederhana dengan diameter hingga 3 mm, tetapi kekurangannya ialah bahagian pemotong dapat runtuh semasa proses penggerudian.
- Mengasah kon. Biasanya digunakan untuk latihan dengan diameter yang agak besar. Sukar untuk melaksanakannya tanpa peralatan khas dan tanpa kemahiran yang sesuai. Bor harus diambil dengan tangan kiri oleh bahagian kerja yang lebih dekat dengan kerucut, dan ekor harus dipegang dengan tangan kanan. Kemudian alat itu ditekan ke hujung batu pasir dengan permukaan bahagian belakang dan tepi pemotong. Dalam proses penajaman, gerudi sedikit bergoyang di ekor dengan tangan kanan, ini membolehkan anda membuat permukaan tirus di tepi bulu.
Menyelesaikan bahan setelah mengasah
Lapping dilakukan pada lingkaran putaran khas. Mereka berbeza dari roda pengisaran konvensional kerana pemprosesan bahan agresif digabungkan untuk mendapatkan permukaan penamat yang baik.
Oleh kerana kelembutan bahan dan pelelas berkualiti tinggi, lingkaran seperti itu sesuai untuk menghilangkan calar dan kecacatan permukaan yang lain; mereka dapat dikeluarkan tanpa mengubah geometri bahagian kerja bahan. Sebagai peraturan, bulatan seperti itu dipasang pada penggiling atau gerudi, yang memungkinkan untuk memproses gerudi yang dijepit dengan lebih mudah dan tepat, misalnya, pada alat naib.
Selain roda penamat, anda boleh mengisi permukaan kerja dengan emery, yang terdapat pada cakera penggiling yang sama.
Mengasah permukaan
 Gerudi logam yang diasah dengan betul dengan tangan anda sendiri pada alat dengan diameter hingga 10 mm cukup untuk bekerja; untuk yang lebih luas, disarankan juga untuk mengasah permukaan depan.
Gerudi logam yang diasah dengan betul dengan tangan anda sendiri pada alat dengan diameter hingga 10 mm cukup untuk bekerja; untuk yang lebih luas, disarankan juga untuk mengasah permukaan depan.
Makna rawatan ini adalah dengan meningkatkan sudut sudut pemotongan dan menurunkan sudut rake, daya tahan terhadap runtuhan meningkat, yang menyebabkan peningkatan sumber gerudi. Selain itu, lebar pinggir melintang dikurangkan, sehingga bahan di bagian tengah lubang tidak dibor, tetapi dikikis, yang memudahkan proses penggerudian menjadi logam. Untuk gerudi dengan sudut jarak kecil, anda dapat mengasah sayap untuk mengurangkan geseran di dalam lubang.