Teknologi
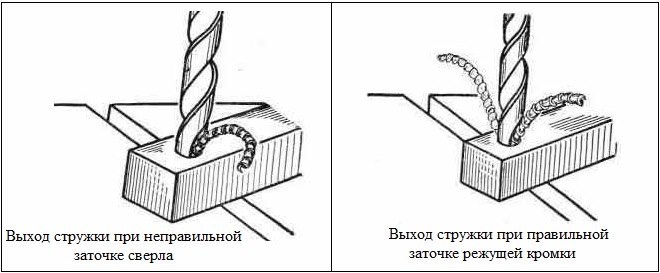
Untuk mengasah gerudi dengan kualiti tinggi, peranti tertentu diperlukan. Tidak kira sama ada itu gerudi kecil atau besar - teknologinya sama: tepi pemotongan di bahagian akhir melakukan kerja utama, dan tepi spiral sisi menyelaraskan lubang yang digerudi, mengalihkan cip ke saluran lingkaran.

Cara termudah untuk mengasah gerudi adalah sarung, diameter dalamannya sama dengan bahagian bor itu sendiri. Lengan dipasang dengan kuat pada sudut yang dikehendaki. Ia dipilih dengan cara berikut - latihan mesti jelas dan dengan usaha memasuki templat, tanpa menyimpang walaupun darjah. Sekiranya gerudi menyimpang, tepi incisal tidak akan dapat dipulihkan dengan tepat, dan sebagai hasilnya, ia akan "berjalan" semasa bekerja. Sarung boleh dilengkapkan dengan tiub logam bukan ferus, diameter dalamannya sama dengan nilai diameter produk yang paling biasa.

Templat ini merangkumi alat yang berguna yang memudahkan penggerudian gerudi ke roda pengisar untuk mengasah dan tidak membenarkan produk bergerak ke arah yang bertentangan. Semakin keras jenis kayu dari mana batang dibuat, semakin tepat sudut ditetapkan: misalnya, tuan menggunakan batang kayu ek untuk memberi makan gerudi, sementara ayunan gerudi di dalamnya ketika mengasah, ayunannya tidak termasuk . Mesin itu - misalnya, batu asap yang sama - boleh dibuat di rumah: yang utama ialah batu putih tidak berpusat, tidak bergetar semasa operasi.


Sudut yang betul
Sudut ditentukan oleh jenis keluli atau logam lain (atau aloi) di mana lubang digerudi. Semakin rendah kekerasan logam atau aloi, semakin besar sudut penajaman. Jadi, untuk keluli, besi tuang dan gangsa, bahan kerja dari mana perlu digerudi, sudut pengasah mencapai 120 °, untuk plastik dan logam alkali lembut seperti magnesium - 85 °.


Mana-mana spesies pokok memerlukan 130 °. 115 ° cukup untuk keluli tahan karat. Faktanya ialah logam yang mudah menghasilkan membentuk lebih banyak kerepek dalam masa yang singkat, geseran berlebihan berlaku, dan hujung gerudi memanaskan lebih banyak dan lebih cepat. Dan haba yang berlebihan akan mengeluarkannya - bahkan keluli yang mengeras dari mana gerudi dibuat dilemaskan ketika dipanaskan. Keluli produk kehilangan kekerasan dan mula menjadi tumpul.

Menyahpepijat
Adalah mungkin untuk membawa gerudi yang boleh dibina semula di rumah pada roda pengisaran khas yang menggabungkan penggilingan kasar keluli tinggi dengan keluli halus. Cakera ini mengandungi pengisi yang agak lembut yang menghilangkan calar, lekukan dan lekukan kasar dari tempat kerja. Mereka dihilangkan tanpa mengubah bentuk tepi pemotongan. Cakera ini diletakkan di atas penggiling atau gerudi, dan gerudi itu dijepit pada pengapit yang terpisah atau di dalam naib. Sekiranya pemprosesan dengan roda ternyata kasar, produk itu sendiri dibumikan dengan roda emery berputar.

Pemeriksaan
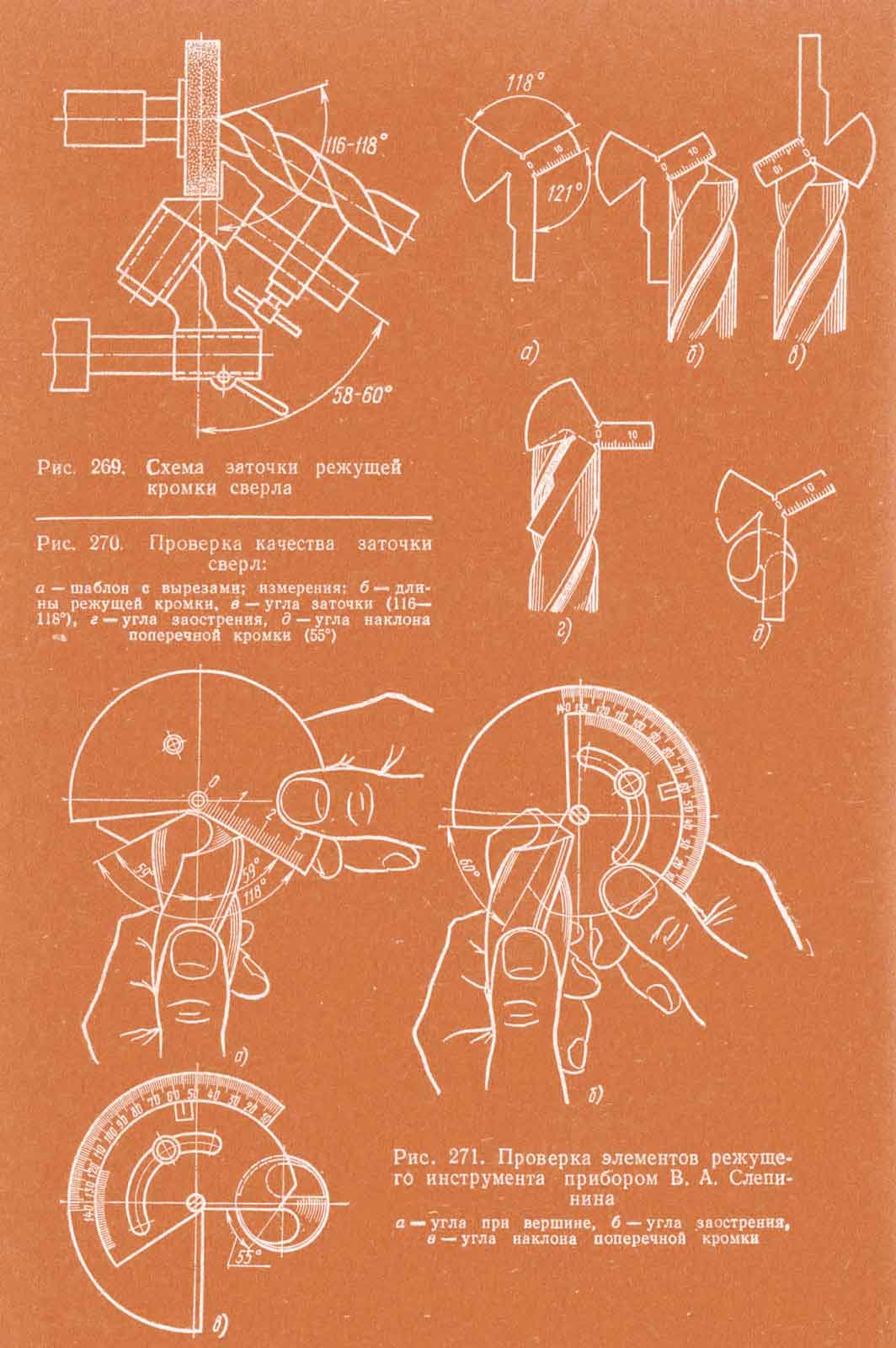
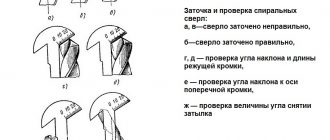
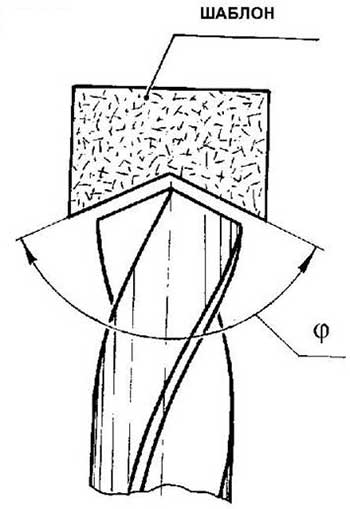
Pemeriksaan cepat penajaman yang betul dicapai dengan menggunakan templat khas yang mengukur panjang tepi pemotongan, lokasi hujungnya, sudut lereng saluran saluran keluar pada gerudi dan nilai sudut membujur hujung.

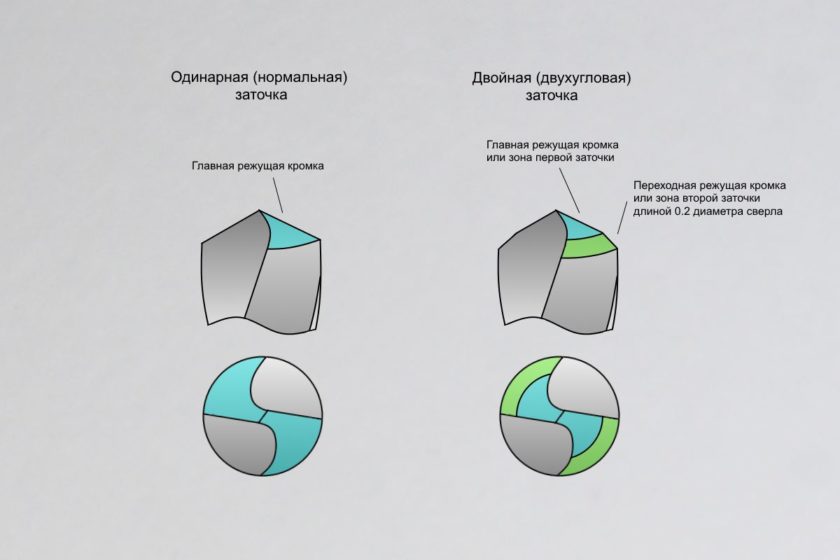
Undercut
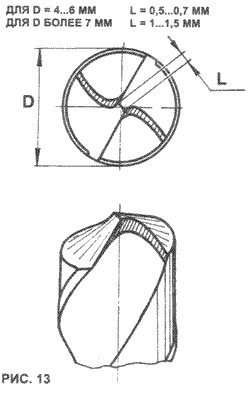
Sekiranya gerudi 10 mm induk kusam, maka produk diasah dari sisi tepi hadapan. Tugasnya adalah untuk meningkatkan sudut pemotongan dan mengurangkan lengkungan tepi hadapan, penyempitan tepi melintang.
Ini menghalang pemecahan pecahan butiran keluli terkecil dari titik, yang bermaksud memperpanjang jangka hayat gerudi, memungkinkan penggerudian lebih cepat dan lebih banyak lagi. Produk ini juga digiling pada sudut pelepasan kecil, yang mengurangkan daya geseran pada lubang pemotongan.


Kaedah untuk mengasah gerudi untuk logam
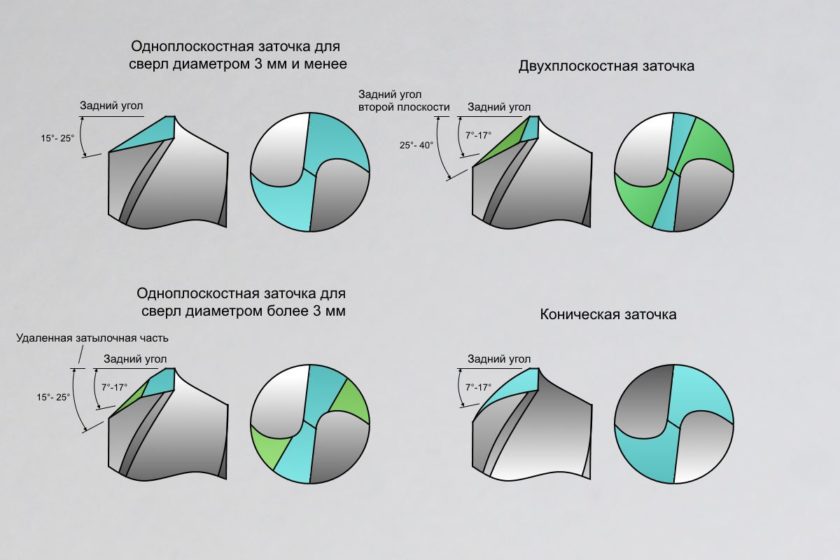
 Pemprosesan satah tunggal di rumah. Pilihan ini digunakan apabila diperlukan untuk mengasah produk tidak lebih dari 3 mm.
Pemprosesan satah tunggal di rumah. Pilihan ini digunakan apabila diperlukan untuk mengasah produk tidak lebih dari 3 mm.
Kelemahan penajaman ini ialah pemotongan tepi mungkin berlaku semasa operasi. Teknik ini memerlukan penjagaan khas. Intinya adalah bahawa latih tubi digunakan pada bulatan dan bergerak selari dengan permukaan kerja.
Penajaman lengan atau dua pesawat
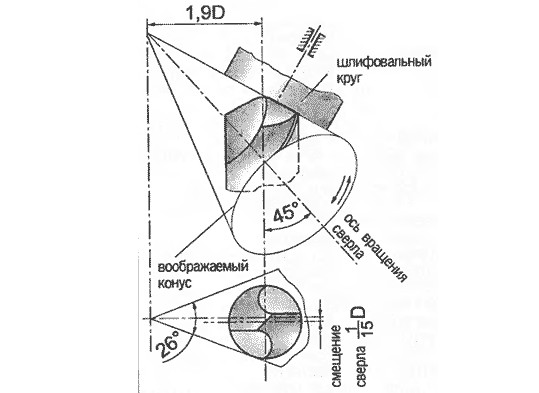
Pilihan ini banyak digunakan oleh pengrajin untuk mengasah produk. Dalam kes ini, gunakan bushings khas. Pertama sekali, anda perlu menggunakan gerudi di permukaan kerja di tangan kiri anda, kemudian perlu dibawa ke kerucut pengambilan, memegang alat dengan ekor dengan tangan kanan anda.
Bahagian hujung produk akan ditekan pada hujung roda pengisaran dan, sebagai hasilnya, gerudi akan berputar di sekitar paksinya sendiri dengan tangan kanan. Dengan cara ini, permukaan belakang alat akan diasah.
Perkara utama adalah menjaga sudut yang betul antara hujung batu pencanai dan kecenderungannya semasa memutar alat. Untuk ini bushings khas digunakan untuk memerhatikan sudut mengasah gerudi logam.
Mengasah kon
Apabila mereka mula mengasah latihan spiral dengan tangan mereka sendiri, mereka pertama kali memproses bahagian belakang, dan kemudian bahagian pemotongan. Kerja tersebut dilakukan seperti berikut:
Pertama sekali, permukaan lekapan mesti ditekan pada roda pengisar atau batu supaya tidak ada jurang yang tersisa.
Semasa mengasah, sudut mesti dijaga tetap.
Adalah perlu untuk memperhatikan hujung produk dari sisi: jika permukaan belakang diproses dengan betul, kerucut sekata akan kelihatan.
Kemudian anda boleh mengasah ujung pemotong dengan tangan anda sendiri, sambil memerhatikan sudut dengan ketat.
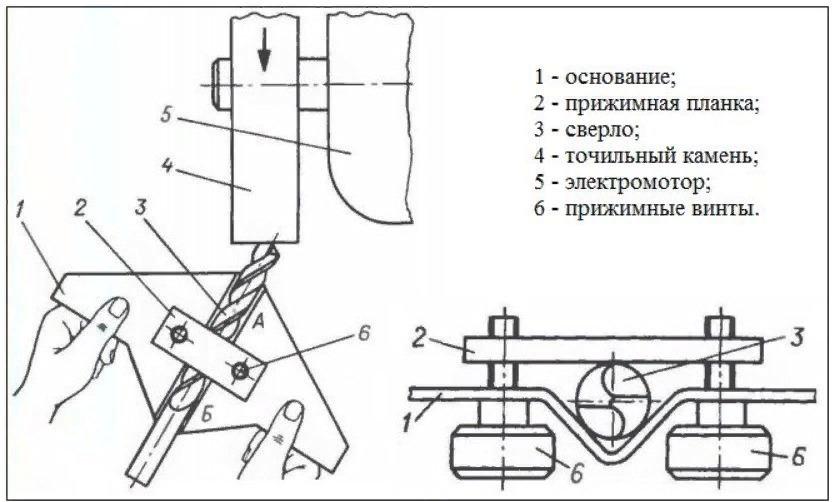
Menggunakan lampiran untuk mengasah gerudi logam
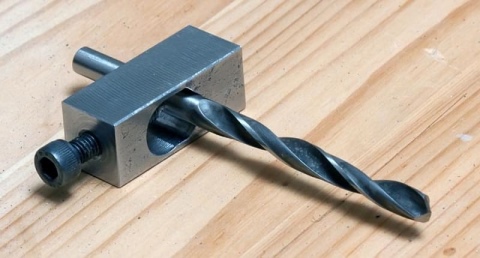
 Kaedah mudah ini melibatkan penggunaan alat khas untuk mengasah produk. Kelebihan kaedah ini merangkumi kemudahan penggunaan dan serba boleh. Peranti ini mempunyai bentuk silinder.
Kaedah mudah ini melibatkan penggunaan alat khas untuk mengasah produk. Kelebihan kaedah ini merangkumi kemudahan penggunaan dan serba boleh. Peranti ini mempunyai bentuk silinder.






Di satu pihak, terdapat unit penghubung di atasnya, dengan bantuan muncung diletakkan di gelendong gerudi, dan di sisi lain, terdapat lubang untuk memasang gerudi dengan lebar tertentu. Untuk pemprosesan, perlu memasukkan produk ke dalam lubang, setelah itu tetap untuk menggerakkan peranti dengan motor gerudi dan perhatikan sudut penajaman.
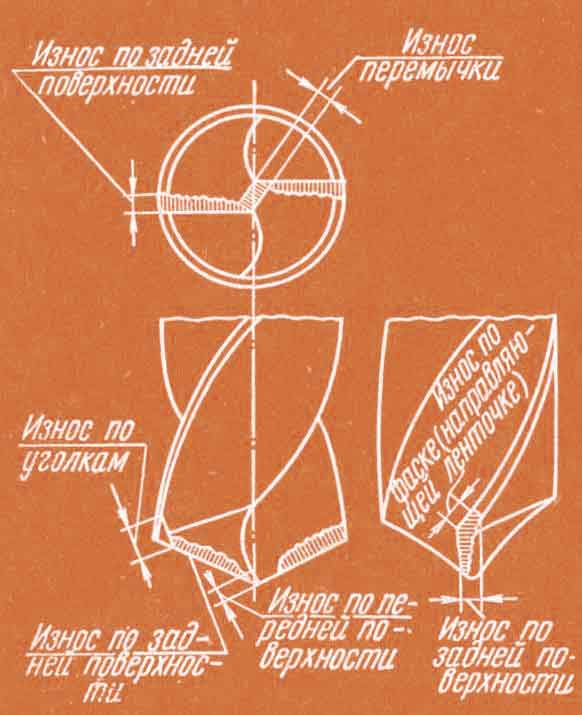
Tanda-tanda tumpul
Peralatan kerja kayu boleh bertahan lama tanpa ubah bentuk. Latihan logam gagal lebih cepat. Terdapat beberapa titik di mana anda dapat menentukan bahawa pelantar itu kusam:
- Terdapat cip, penyelewengan, microcrack di bahagian atas gerudi.
- Penyimpangan visual dari keadaan asal.
- Bersiul atau bunyi yang tidak ketara berlaku semasa penggerudian.
- Burr dan penyelewengan tetap berada di bahagian dalam lubang.
- Serutan terkumpul di dalam lubang dan tidak dikeluarkan ke luar.
Penyimpangan ini menunjukkan kerosakan alat. Anda perlu menghentikan aliran kerja, membetulkan ketidaktepatan, atau mengganti perkakas.
Proses mengasah
Penajaman gerudi mesti dilakukan dengan cara tertentu. Sebagai permulaan, bawa alat dengan tangan kiri anda berhampiran bahagian depan (berfungsi). Dengan tangan kanan anda, kami memegang tangkai dengan erat. Kami memulakan putaran cakera pada penggiling atau mesin dan dengan berhati-hati (tanpa tekanan kuat) membawa bahagian belakang ujung gerudi ke dalamnya.
Terus menekan gerudi ke cakera dengan ringan, putar dengan tangan kanan untuk mengasah belakang. Selama ini kami memeriksa kecondongan gerudi yang dikehendaki. Kami juga memastikan bahawa bahagian pemotongnya sama panjang dan diasah pada sudut yang sama.
Mengasah gerudi
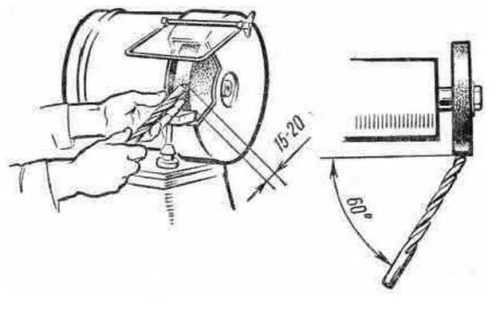
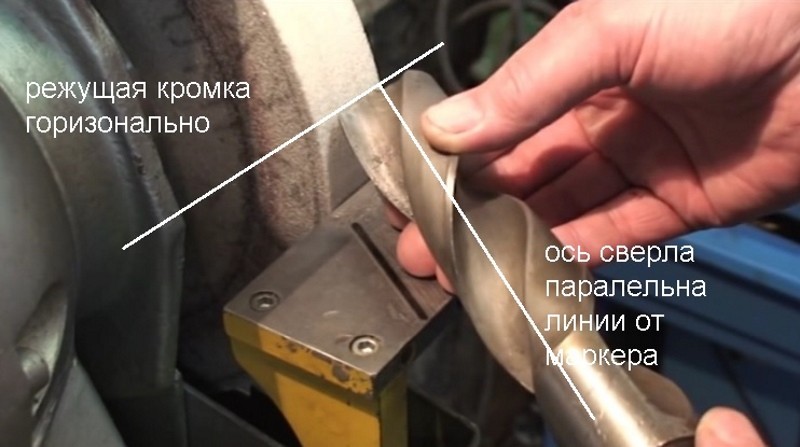
Tugas pertama adalah membuat permukaan belakang rata dan dengan cerun yang sama.Untuk mengarahkan gerudi dengan betul ketika mengasah, gunakan penanda untuk melukis garis dengan penanda pada sudut ke permukaan roda yang berfungsi, sesuai dengan sudut antara tepi pemotong dan sumbu gerudi (setengah sudut di bahagian atas ). Di rumah, mereka biasanya mempermudah tugas dan meletakkan gerudi pada sudut 60 °.
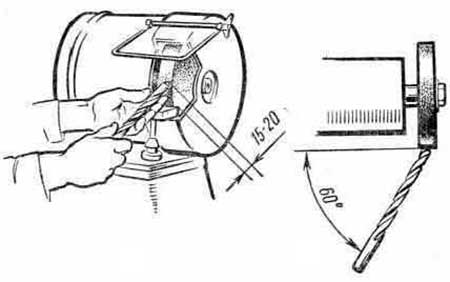
Bor terletak di jari telunjuk (atau di jari, dengan diameter besar) bersandar pada borgol. Bor mesti diletakkan dengan sisinya selari dengan garis rujukan yang ditandai. Tekan dari atas dengan ibu jari tangan yang sama. Tangan kedua memegang batang dan mengawal pergerakan gerudi di semua satah, membetulkannya pada kedudukan yang diinginkan. Tahap menekan gerudi ke bulatan diatur oleh kedua tangan. Anda tidak boleh menekan dan mengetatkan jari anda terlalu banyak. Diperlukan untuk menahan bor secara mendatar, dibiarkan menurunkan batang di bawah bahagian pemotong, tetapi sebaliknya.

Bahagian pemotong harus mendatar dan penting untuk mengekalkan kedudukan ini sambil mengasah sayap. Bor dibawa dengan hati-hati ke pengasah kerja, menyentuhnya dengan tekanan ringan, maka batang harus diturunkan dengan lancar tanpa melonggarkan tekanan
Bor kemudian ditarik sedikit. Operasi dapat dilakukan beberapa kali, bergantung pada tahap keausan bahagian kerja.

Seterusnya, gerudi diputar pada paksi membujur sebanyak 180 darjah, dan operasi mengasah diulang untuk permukaan sisi kedua.
Penting untuk tidak mengubah posisi awal tangan dan meletakkan tepi secara mendatar, untuk membuat tekanan yang serupa dengan yang pertama. Sekiranya pinggir kedua perlu diasah lebih keras daripada yang pertama, operasi mengasah diulang lebih banyak kali.

Seterusnya, pemeriksaan permukaan yang dipusingkan dilakukan. Ia boleh dilakukan dengan mata - bahagian pemotongnya harus lebih tinggi daripada permukaan lain, dan permukaan belakang harus sama bentuk dan ukuran. Bor diperiksa untuk cahaya, supaya pantulan pada logam tidak mengganggu, lindungi dengan tangan anda dari sumber cahaya.

Hasil penajaman dapat diperiksa dengan templat dengan menerapkannya secara bergantian ke permukaan belakang gerudi yang ditempatkan secara menegak. Sekiranya terdapat perbezaan, permukaan permukaan tanah yang lebih rendah harus diperbetulkan pada pengasah. Panjang tepi kerja diperiksa dengan caliper vernier - jarak dari jambatan ke titik peralihan tepi pemotong ke pita diukur. Sekiranya parameter berbeza, tepi yang lebih pendek diasah.
Agar gerudi berorientasi seakurat mungkin pada sudut tertentu semasa mengasah, lebih mudah menggunakan sekeping keluli atau sudut aluminium dengan rak 30 - 40 mm sebagai elemen panduan. Sepotong sudut dengan panjang kira-kira 70 mm dilekatkan pada pegangan tangan menggunakan penjepit kecil sehingga gerudi, ditekan ke atasnya oleh bahagian sisi, dengan tepi memotong tepat pada bahagian kerja roda kasar. Kepatuhan bahagian sisi pada panduan harus dijaga sepanjang kitaran penajaman.

Semasa proses mengasah, gerudi harus disejukkan di dalam bekas dengan air atau minyak mesin - logam yang terlalu panas kurang diproses dan boleh rosak.
Sekiranya anda berpuas hati dengan hasil penajaman, disarankan untuk memperbaiki tepi kerja pada roda silikon karbida, untuk memberi mereka kelancaran, yang meningkatkan umur kerja gerudi.
Video mengenai "bagaimana mengasah latihan logam dengan betul":


Geometri apa yang perlu diberikan untuk memutar elemen gerudi untuk penciptaan lubang logam secara optimum
Untuk melakukan penajaman berkualiti tinggi, perlu mempunyai pemahaman yang baik tentang peranti dan prinsip operasi alat penggerudian.
Bagaimana gerudi dibuat
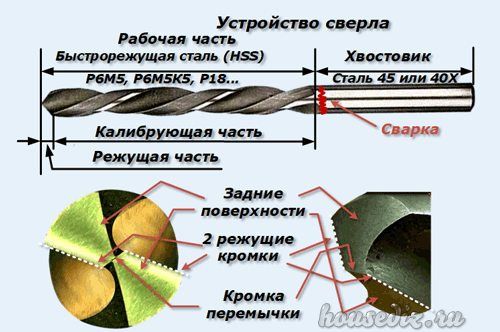
Ia terdiri daripada dua bahagian yang dikimpal bersama:
- berfungsi, diperbuat daripada keluli berkelajuan tinggi (HSS) gred P6M5, P6MK5, P18 dan seumpamanya;
- shank dikepit ke dalam chuck (keluli 45 atau 40X).
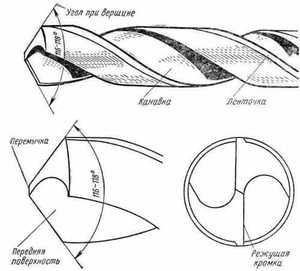
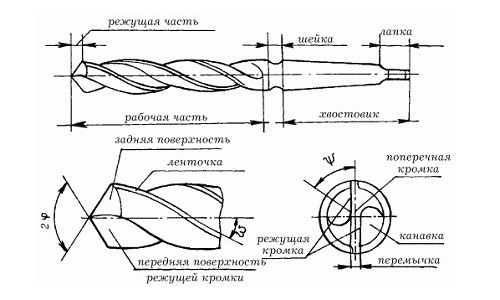
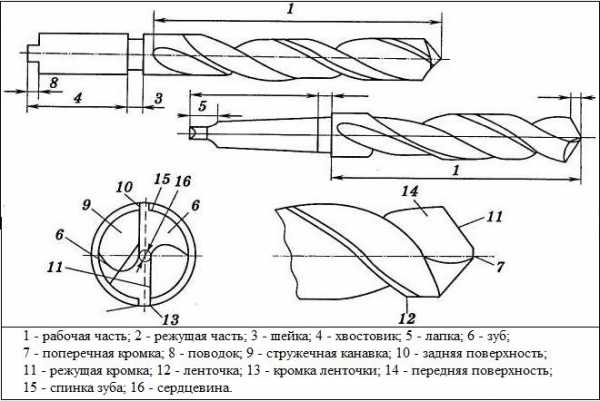
Bahagian kerja, pada gilirannya, diwakili oleh:
- hujung memotong (nama kedua adalah petunjuk masuk);
- bahagian penentukuran yang dibuat oleh silinder dari alur evakuasi cip dengan pita penentukuran.
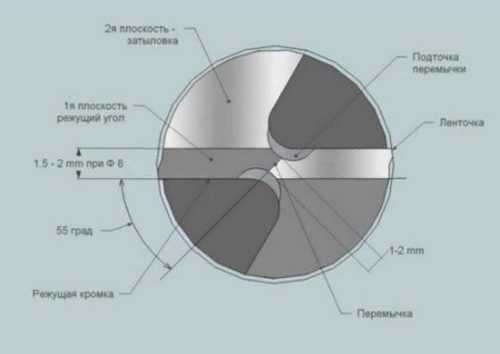
Hujung pemotong mengandungi:
- 2 bahagian tepi (RK), dihubungkan oleh tepi lintel (atau hanya dengan lintel);
- 2 permukaan belakang.
Semasa memulihkan tepi pemotongan, perlu memperhatikan konfigurasi jambatan, kerana bucu pusat terbentuk di atasnya.

Sebenarnya, jambatan itu adalah lapisan logam yang terletak di antara dua alur untuk mengosongkan serutan. Secara beransur-ansur meningkat dari hujung ke betis.
Bucu tengah yang dibentuk oleh pengasah mesti terletak dengan ketat pada paksi putaran menegak.
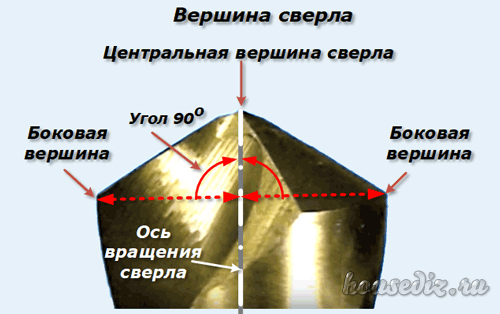
Dalam kes ini, dua lagi bucu lateral diciptakan kerana persimpangan garis canggih dengan permukaan belakang pada sendi mereka dengan jalur penentukuran.
Setelah mengasah, bahagian atas sisi harus terletak secara simetri rapat antara satu sama lain, dan garis yang menghubungkannya diarahkan tegak lurus dengan paksi putaran.
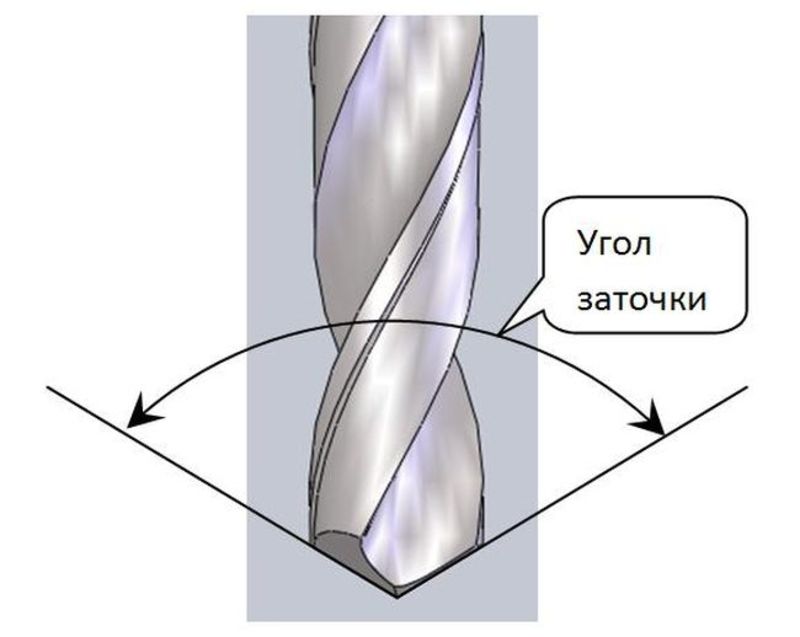
Sudut apa yang menghasilkan pemotongan yang optimum
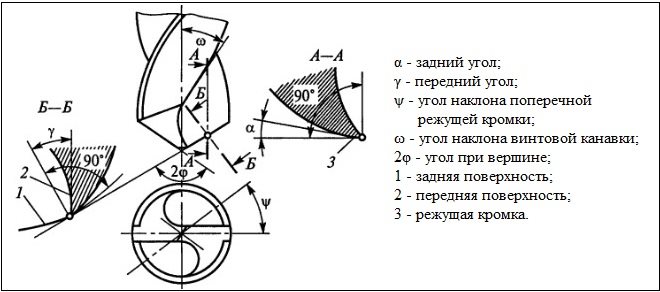
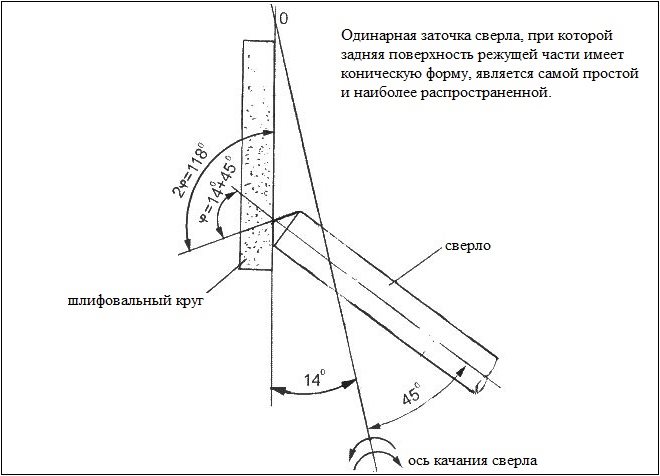
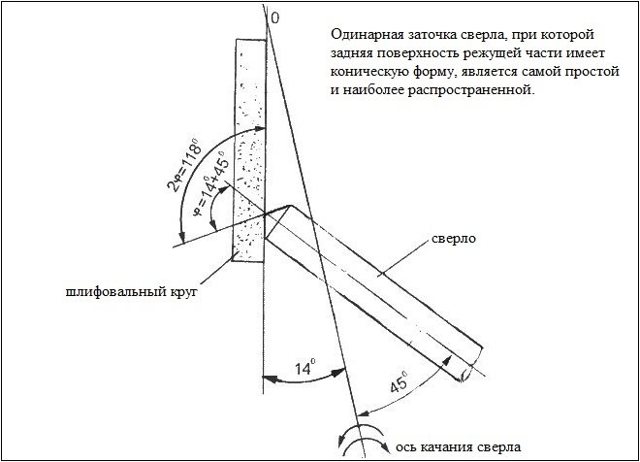
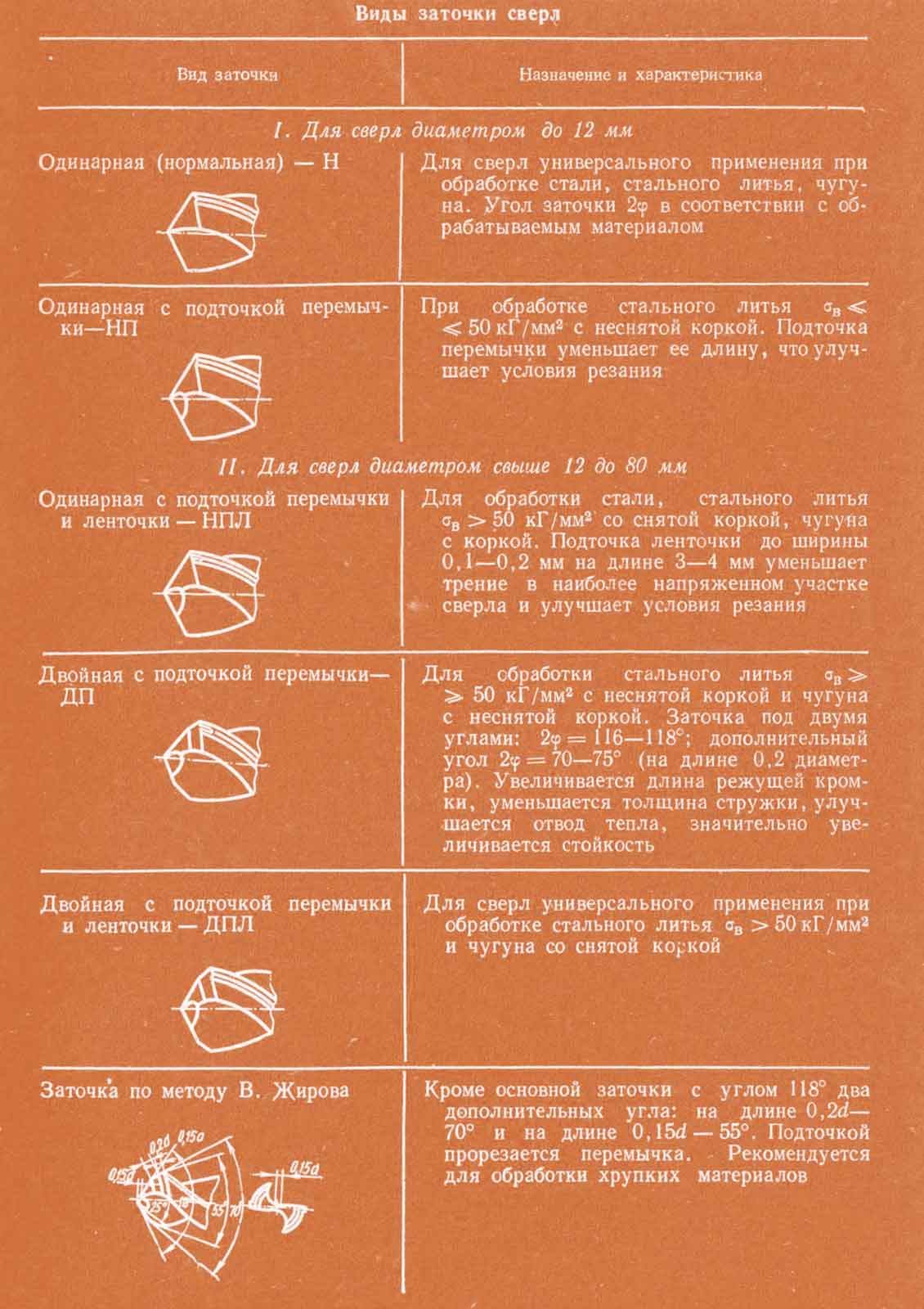
Sudut hidung diukur di antara bahagian pemotong. Nilainya boleh berbeza dari 116 hingga 130 darjah dan bergantung pada kekerasan logam yang sedang diproses. Penajaman sudut yang lebih akut digunakan pada aloi cahaya.
Untuk keperluan rumah tangga, tidak diperlukan untuk mencapai kepatuhan sudut dengan ketepatan 1 darjah. Nilai 120 ° berfungsi seperti biasa di sini. Ia dibentuk dengan membahagikan bulatan menjadi tiga bahagian.

Sudut antara jaring dan ujung cetakan dibuat dengan mencanai permukaan belakang secara seragam ke satah kecondongan. Ia mestilah 55 darjah di kedua-dua belah pihak.
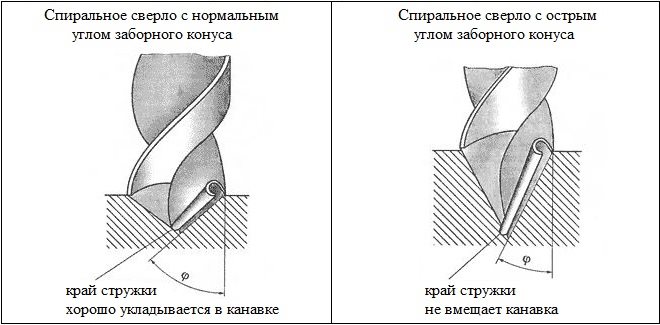
Sudut kecenderungan lingkaran mungkin berbeza sedikit dari produk ke produk. Untuk logam yang paling sukar, ia dibuat 25O, dan yang paling biasa - 30.
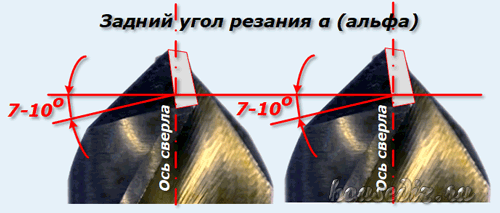
Sudut pelepasan diukur antara tegak lurus dengan paksi putaran dan garis generatrix yang terletak di satah permukaan sayap. Nilai optimumnya adalah dari 7 hingga 10 darjah.
Dalam arah putaran, latihan dapat dilakukan:
- betul - untuk memproses logam dalam putaran langsung;
- kiri - dengan putaran terbalik.
Bagaimana panjang alat mempengaruhi kualiti gerudi
Tiga jenis produk dihasilkan untuk keadaan operasi yang berbeza:
- pendek, dihasilkan mengikut GOST 4010-77;
- sederhana (GOST 10902-77);
- panjang (GOST 888-77)
Latihan siri pendek mempunyai prestasi terbaik (kualiti pemusatan dan pemotongan beban).
Apa itu latihan dan bagaimana mengasahnya
Untuk kerja penggerudian, alat khas dihasilkan, yang paling biasa adalah gerudi.
Perhatian! Untuk kerja dengan bahan yang berbeza, latihan khas dihasilkan dengan sudut mengasah yang berbeza dari gerudi. Di samping itu, struktur bahan mempengaruhi sudut penajaman.
Tetapi perkara pertama yang pertama
Di samping itu, struktur bahan mempengaruhi sudut penajaman. Tetapi perkara pertama yang pertama.








Pelbagai cara mengasah
Bor adalah alat pemotong yang melakukan proses pemotongan kerana gerakan berputar dengan umpan paksi.
Bor tidak hanya digunakan untuk membuat lubang dari berbagai diameter, tetapi juga untuk menebang lubang yang ada. Dengan menggunakan gerudi, anda dapat mengebor lubang melalui, membuat lubang diameter yang diperlukan, mengebor ke kedalaman yang diperlukan.
Tetapi untuk melaksanakan kerja yang disenaraikan, anda memerlukan latihan diameter yang diperlukan.
Selain itu, gerudi mesti diasah dengan betul.
Pelbagai cara mengasah untuk bahan tertentu
Dan untuk mengetahui cara mengasah gerudi, perlu menjelaskan bahan yang akan digunakan alat ini.
Secara struktural, latihan dihasilkan secara berpusing, rata atau bulu, cincin, tengah, untuk pemotongan dalam atau satu sisi.
Latihan putar tersedia dalam pelbagai diameter. Julatnya ialah 0.1 ... 80 mm dengan panjang bahagian kerja hingga 275 mm.
Bor rata digunakan untuk membuat lubang diameter besar hingga kedalaman yang besar. Secara struktural, bahagian pemotong dibuat dalam bentuk pisau dan dilekatkan pada pemegangnya.
Latihan anular dibuat dalam bentuk tiub berongga, di mana bahagian pemotong anulus sempit berfungsi.
Latihan pusat digunakan untuk memusatkan bahagian semasa membelok.
Tetapi semua alat yang disenaraikan menjadi membosankan dalam prosesnya. Dan kerana latihan itu membosankan, latihan mesti diasah. Dan untuk mengetahui cara mengasah gerudi dengan betul, anda perlu membayangkan bahan apa yang akan digunakan alat ini dan mengubah sudut sudut mengasah.
Latih tubi cenderung tidak tumpul semasa mengerjakan kayu. Sekiranya anda menggunakan latih tubi ketika hanya menggerudi kayu, maka latihan ini tidak memerlukan penajaman selama beberapa bulan atau tahun.
Anda hanya perlu berhati-hati dengan penyimpanan dan penggunaannya.
Penting bagi kita untuk belajar mengasah gerudi semasa mengusahakan logam, konkrit.
Mengasah di rumah
Semasa mengasah latihan dengan tangan mereka sendiri, pengguna disarankan untuk mematuhi peraturan keselamatan. Kerja pada roda emeri mesti dilakukan dengan kacamata pelindung. Ini akan melindungi mata anda dari pelelas dan kepingan. Kacamata mesti dipakai walaupun terdapat pelindung pelindung pada zamrud.
Ia dilarang sama sekali untuk bekerja dengan sarung tangan. Bor boleh tersangkut pada benang dan mencederakan tangan anda. Dianjurkan untuk melakukan kerja dengan pakaian yang ketat, kancingnya diikat sebelumnya. Dianjurkan untuk menyesuaikan pegangan tangan sehingga jurang antara itu dan batu kecil.
Pengasahan gerudi dapat dilakukan dengan pelbagai cara, yang membolehkan seseorang memilih pilihan yang paling sesuai untuk dirinya sendiri. Untuk mengelakkan kecederaan, anda mesti mematuhi langkah keselamatan semasa bekerja.
Mengasah kawalan kualiti
Untuk memulihkan parameter asal alat, perlu memilih roda penggiling, kekerasannya membolehkan anda mendapatkan parameter asal secara kualitatif. Pada peringkat awal, permukaan belakang dipulihkan. Tugas utama adalah pilihan sudut umpan yang betul ke permukaan roda pencanai. Setelah selesai kerja ini, mereka mula membawa kelebihan ke keadaan normal.
Kegagalan untuk mematuhi syarat ini akan menyebabkan kemerosotan kualiti lubang yang digerudi dan pelanggaran teknologi pemotongan. Setelah selesai operasi, kualiti parameter yang diperoleh diperiksa. Sekiranya penyimpangan tertentu dari syarat dibuat, latihan akan disesuaikan dengan keadaan yang diinginkan. Di perusahaan di mana latihan digunakan untuk menghasilkan sejumlah besar lubang, penamat adalah wajib.
Setelah menyelesaikan semua operasi teknologi untuk memulihkan alat, disarankan untuk memeriksa parameter geometri asasnya. Untuk menyelesaikan masalah ini, peranti berikut digunakan:
- templat yang dikeluarkan;
- peranti yang dibangunkan oleh V.A. Slepnin.
Dalam kes pertama, templat siap digunakan, yang dibuat mengikut kaedah yang telah dikira sebelumnya. Templat sedemikian boleh dibeli siap pakai melalui rangkaian runcit atau dibuat sendiri. Kaedah pembuatannya diberikan dalam literatur khas atau di portal Internet.
Asas peranti yang dikembangkan oleh Slepnin terdiri daripada dua cakera. Mereka berpusing antara satu sama lain. Kelebihan utamanya adalah kebolehubahan pengukuran yang mungkin. Keserbagunaan ini menghilangkan keperluan untuk membuat sebilangan besar templat khusus. Oleh itu, masa untuk memeriksa beberapa item dikurangkan dengan ketara.
Semasa memeriksa setiap alat setelah selesai operasi pengasah, perlu memeriksa bukan hanya parameter yang diperoleh, tetapi juga persamaan panjang tepi pemotongan yang berlawanan. Sekiranya panjangnya berbeza, ini akan menyebabkan peningkatan diameter lubang yang dihasilkan.Seterusnya, anda perlu memeriksa perubahan sudut pelepasan dari sudut pemotongan. Ia secara beransur-ansur akan meningkat ke arah pusat alat.
Cadangan
Latihan konvensional diasah dengan tangan mereka sendiri pada pengasah sederhana, gergaji dengan cakera pengisar besar, penggiling atau gerudi dengan muncung. Tetapi untuk mahkota, mesin khas mungkin diperlukan. Faktanya ialah mahkota mempunyai sumbu - gerudi utama, yang merupakan produk biasa. Dan jika mengasah dengan cara yang sederhana, maka ujung mahkota yang bergerigi dan bergerigi akan memerlukan keadaan mesin. Perkara yang sama berlaku untuk latihan tahap kerucut.
Dalam keadaan terburuk, kerana keracunan dengan baja yang berkarat di persekitaran masin, seseorang akan mudah kehilangannya. Berhati-hatilah untuk tidak menggerudi "ke siling" tanpa topi keledar - serutan jatuh juga masuk ke mata yang tidak dilindungi.






Dapatkan sudut yang tepat untuk undercut anda. Bor yang terlalu "rata" tidak akan menggerudi baja, terlalu "curam" - kayu, aluminium, gangsa, magnesium, plastik. Sudut yang tidak betul akan menyebabkan gerudi goyangan dan lubang akan bergerak, atau ia akan macet dan pecah.
Jangan menggerudi dengan keluli berkelajuan tinggi biasa dalam gelas, stoneware porselin, granit, seramik, tanah liat berkekuatan tinggi. Untuk bahan-bahan ini, ada yang dipanggil menang. Aloi Pobeditovy melebihi kekuatan keluli berkelajuan tinggi. Jangan cuba menggerudi kaca gelas - ia akan hancur serta merta.
Jangan mempertajam latihan yang berjaya dengan lingkaran batu emeri dan batu yang sederhana - untuk produk ini terdapat berlian, seperti lingkaran yang dengannya mereka memotong batu, batu bata dan besi yang dikeraskan. Lakukan latihan yang berjaya dengan kelajuan rendah.
Jangan panaskan gerudi semasa berpusing - keluli yang terlalu panas akan menjadi panas dan terasa lebih teruk. Dia tidak akan lagi keras atau berkelajuan tinggi (instrumental).
Jangan menyejukkan gerudi pahat merah panas di dalam air atau cecair sejuk lain - ia ditembusi oleh mikrokrack dari penyejukan tajam. Pada percubaan pertama untuk menggerudi bahan kerja, produk akan segera pecah.
Jangan memusingkan gerudi semasa membelok. Penjagaan yang sedikit - walaupun sedikit - akan menyebabkan putaran tidak rata, getaran akan berlaku, mematahkan gerudi itu sendiri dan melonggarkan kotak gear dan motor gerudi.
Panjang bahagian kerja tidak boleh kurang dari satu sentimeter. Sekiranya gerudi pecah menjadi separuh dan sebahagian kawasan pemotongan dibuang, maka jangan menggiling gerudi, yang bahagian kerjanya sekarang kurang dari satu sentimeter.
Latih tubi karbida (mis. Pobedit, berlian berlian) diasah dengan alat yang sama dengan latihan buatan pepejal yang dibuat dari bahan yang sama.
Betapa mudahnya mengasah latihan, lihat di bawah.
Alat mengasah
Di sini kita tidak lagi membincangkan mesin, tetapi mengenai alat yang berguna dan mudah yang memudahkan kerja dan membantu mengekalkan sudut yang betul.
Ini boleh dibeli produk, misalnya, konduktor ini berasal dari Aliexpress. Cakera penajam sangat kecil, putaran dipancarkan kepadanya dari bor gerudi yang disambungkan menggunakan penyesuai khas. Pengguna hanya perlu memasukkan gerudi ke dalam alur dan menghidupkan gerudi. Gambaran keseluruhan penggunaan konduktor seperti ini dijelaskan dalam video ini.
Bagi mereka yang tidak menghormati produk Cina, ada rak seperti ini.

Terdapat juga sejumlah alat jig buatan sendiri yang dirancang untuk penajaman yang mudah. Contohnya, berikut adalah dua daripadanya.
Terdapat juga lekapan engsel pintu yang asli.
Petua Berguna
Anda boleh banyak bercakap tentang nuansa penajaman, tetapi bagaimanapun, penting bukan sahaja mengasah alat dengan betul, tetapi juga melakukannya dengan selamat dan kemudian menyimpan produk dengan betul. Oleh itu, peraturan untuk keselamatan dan pemeliharaan prestasi latihan:
Oleh itu, peraturan untuk keselamatan dan pemeliharaan prestasi latihan:
- semasa mengasah, alat menjadi sangat panas. Ini bukan hanya memerlukan pengendalian yang teliti dan - sangat wajar - memakai sarung tangan pelindung. Ia juga mempengaruhi sifat logam.Oleh itu, alat ini harus diumpankan ke alat pengasah dalam jangka pendek, 2 ... 3 saat, dan disejukkan selepas setiap tempoh di dalam air atau penyejuk lain (cecair pemotong);
- bunga api terbang dari gerudi dan roda pengisar dalam proses. Ia perlu untuk melindungi bukan sahaja tangan, tetapi juga wajah. Pelindung atau cermin mata lutsinar akan sangat berguna;
- untuk pekerjaan yang baik adalah perlu untuk melihat dengan baik apa yang sedang dilakukan. Oleh itu, kaca pembesar mungkin berperanan sebagai pelindung;
- pencahayaan tambahan diperlukan, tetapi lampu harus diposisikan supaya mentol rapuh tidak dapat dirosakkan oleh logam yang tidak sengaja atau serpihan kasar.
Mengenai penyimpanan, peraturannya mudah: latihan tajam tidak boleh saling menyentuh, tidak boleh berada di lingkungan yang lembap atau agresif. Penganjur khas - perindustrian atau buatan sendiri - sangat sesuai untuk simpanan tetap. Dengan adanya prasasti mengenai diameter, pencarian alat yang diinginkan berlaku hampir seketika.