Jenis gergaji
Gergaji pita dapat dibezakan dengan jenis gigi, dengan mempertimbangkan konfigurasi, sampel yang diperlukan dipilih untuk memproses bahan jenis tertentu. Pemilihan konfigurasi gigi gergaji berdasarkan ciri kayu gergaji, khususnya, pada parameter kekerasannya: semakin tebal kayu, semakin kecil sudut depan tepi pemotong pita dan langkah antara mereka.
Mematuhi peraturan ini, adalah mungkin untuk meningkatkan kualiti potongan dengan ketara dan memperpanjang tempoh operasi alat.
Menggergaji bahan tipis biasanya dilakukan menggunakan pisau gergaji, yang memiliki nada standar atau kecil di antara pemotong, jika tidak, risiko kerosakan pada alat kerja meningkat berkali-kali. Gergaji dengan gigi yang besar dirancang untuk memotong benda kerja berdinding tebal logam atau kayu, yang mesti dipasang dengan kuat sebelum memulakan proses pemprosesan.
Reka bentuk jalur gergaji
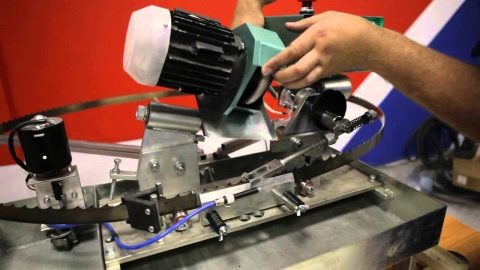
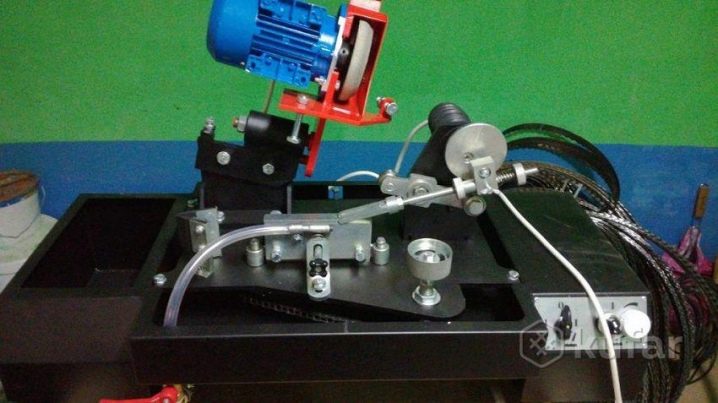
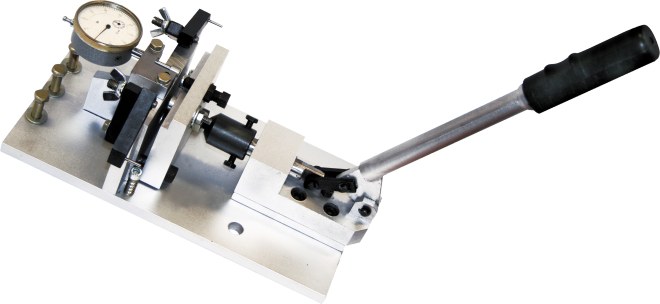
 Mesin gergaji pita
Mesin gergaji pita
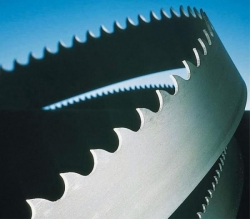
Gergaji pita tergolong dalam kategori alat pemotong dan merupakan bahagian tidak terpisahkan dari peralatan khusus untuk pemprosesan kayu. Ia adalah tali pinggang tertutup dengan gigi di tepi luar.
Untuk pembuatan, gred keluli khas digunakan - 9HF, B2F atau C75. Semasa proses pengeluaran, gigi dirawat dengan arus frekuensi tinggi. Ini meningkatkan kekerasan mereka. Fakta inilah yang mempengaruhi penyebaran bahagian tepi dan pemeliharaan. Selalunya, beberapa jenis keluli digunakan dalam pembuatannya. Tali pinggang utama diperbuat daripada tali pinggang pegas, dan bahagian pemotongnya diperbuat daripada keluli dengan kandungan tungsten atau kobalt yang tinggi.
Ciri-ciri penggunaan gergaji pita untuk kayu:
- keperluan kayu. Semakin sukar, semakin cepat pisau akan kusam;
- syarat pemasangan. Petunjuk tegangan mesti diperhatikan. Sekiranya kurang dari yang diperlukan, kendur akan berlaku. Dengan ketegangan yang kuat, kebarangkalian pecah bilah akan meningkat;
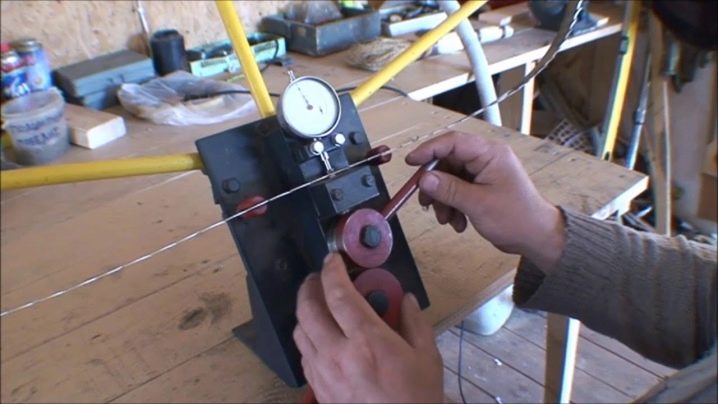
- penajaman berkala. Ini memerlukan mesin khas.
Pelaksanaan titik terakhir akan meningkatkan jangka hayat struktur tali pinggang. Walau bagaimanapun, mengasah sendiri bermasalah - anda perlu memilih susun atur yang betul, perhatikan sudut pemprosesan bilah.
Melihat mengasah
Selama pengoperasian gergaji, terdapat penurunan kualitas pemotongan karena tumpul pemotong, penurunan lebar tetapannya. Oleh itu, untuk meningkatkan sifat pemotongan, perlu mengasah tepi pemotongan jalur gergaji. Arahan kerja:
- Pendawaian.
- Menoleh.
Di rumah, pemasangan gigi boleh dilakukan dengan cara berikut:
- klasik: lenturan berurutan ke sisi yang sesuai dengan reka bentuk;
- melucutkan: membengkokkan dua gigi bersebelahan di kedua arah, dan membiarkan yang ketiga tidak berubah pada kedudukan awal;
- bergelombang: setiap gigi dipisahkan dengan jumlah yang berbeza dalam bentuk gelombang.
Mengasah dilakukan mengikut urutan berikut:
- Roda pengisaran dipilih dengan mengambil kira kekerasan bahan. Untuk keluli alat pemesinan, cakera korundum mesti digunakan. Anda boleh mengasah alat bimetallic dengan cakera berlian.
- Emery untuk pita. Terdapat dalam bentuk berikut: plat, rata, cawan, profil.
- Pita hendaklah dibersihkan dari kotoran, noda minyak, serutan. Kemudian putar gigi ke arah yang bertentangan dan gantungkan bentuk ini di dalam rumah selama 12 jam.
- Tajamkan dengan alat yang disediakan.
Peraturan asas untuk menghidupkan gergaji:
gigi diasah pada satu atau kedua-dua belah pisau;
adalah perlu untuk mengeluarkan lapisan logam yang sama dari gigi sehingga garis pemotong terbentuk sama rata, tepinya licin;
apabila berpusing dengan bulatan, penekanan tajam tepi yang tajam ke permukaan pelelas tidak dapat diterima untuk mengelakkan penyepuhlindapan logam dan kehilangan sifat mekanik;
penyejukan air diperlukan untuk menyejukkan alat semasa operasi;
penting untuk mengekalkan geometri bilah dan gigi;
jika terdapat lubang, mereka mesti dikeluarkan.
Menyebarkan gigi dengan betul tidak perlu sepenuhnya dengan seluruh satah, tetapi bengkokkan hanya 1/3 atau 2/3 bahagian atas. Menurut cadangan pengeluar, ukuran selekoh adalah dari 0,3 hingga 0,7 mm.
Cara mengasah gergaji pita dengan betul
Segera, kami perhatikan bahawa jika tidak ada pengalaman dan keterampilan dalam melakukan pekerjaan tersebut, lebih baik mempercayakan penajaman gergaji kepada profesional. Pelanggaran geometri gigi tepi pemotongan, penampilan sampah pada logam atau tetapan yang tidak betul akan mengurangkan jangka hayat pisau.

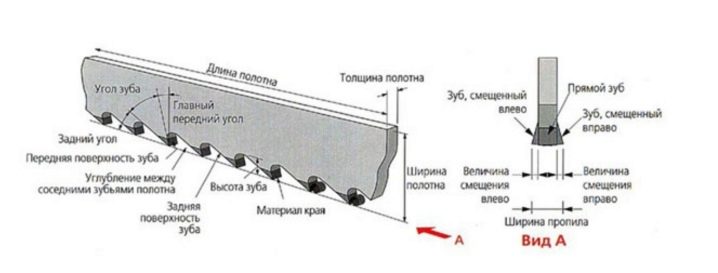
Setelah memutuskan untuk mengasah gergaji pita dengan tangan anda sendiri, adalah berguna untuk membiasakan diri terlebih dahulu dengan definisi utama, pengetahuan yang mungkin diperlukan dalam prosesnya. Oleh itu, untuk pembentukan canggih yang betul, anda memerlukan:
- tetapan - penyimpangan gigi dari satah mata gergaji utama;
- ketinggian gigi adalah jarak antara titik atas dan pangkal;
- nada - jarak antara gigi, biasanya berbeza antara 19-25 mm.
- sudut mengasah - bergantung pada tujuan alat yang dimaksudkan; sebagai contoh, sudut pengasah yang disyorkan untuk gergaji kayu adalah 35 °, untuk membelah gergaji - 18-22, bertujuan untuk menggergaji batang - tidak lebih dari 15 °.
Sudut penajaman ditentukan oleh pengeluar, oleh itu, ketika memakaikan sendiri gergaji, disarankan untuk mematuhi parameter ini.
Berikut adalah arahan terperinci yang akan membantu anda mengasah gergaji tertutup dengan betul tanpa menggunakan khidmat pakar.






Pendawaian
Menetapkan gergaji pita ke kayu adalah langkah pertama dalam memulihkan profil canggih. Semasa operasi, lokasi gigi dapat berubah, sehingga sehingga geometri yang betul dicapai, tidak masuk akal untuk mengasah bahagian gergaji.

Terdapat 3 cara untuk membuka gergaji:
- klasik - gigi bergantian menyimpang ke sisi kanan dan kiri;
- penari telanjang - gigi ke-1 dan ke-2 menyimpang ke arah yang berbeza, yang ketiga tetap sama. Profil ini dibuat untuk menggergaji bahan keras;
- bergelombang - pilihan yang paling sukar, menyerupai gelombang dalam bentuk. Di sini, setiap gigi dibentuk secara individu, dan jenis tetapan ini biasanya hanya dilakukan di bengkel khusus.
Harus diingat bahawa semasa pendawaian, tidak seluruh gigi bengkok, tetapi sekitar 2/3 bahagian atas. Prosedur ini dilakukan pada pengikat gergaji khas. Kos alat sedemikian cukup tinggi, jadi mereka membelinya jika anda perlu menyesuaikan beberapa alat. Ketersediaannya dapat menjadi tulang belakang perniagaan penajaman.
Sudah tentu, ia tidak dapat berfungsi dengan baik pada kali pertama, walaupun pada mesin yang boleh disesuaikan, jadi sekurang-kurangnya geometri profil harus tetap sama seperti sebelum permulaan kerja.
Mengasah
Ini adalah langkah utama dalam berpakaian canggih dan boleh dilakukan dengan dua cara.

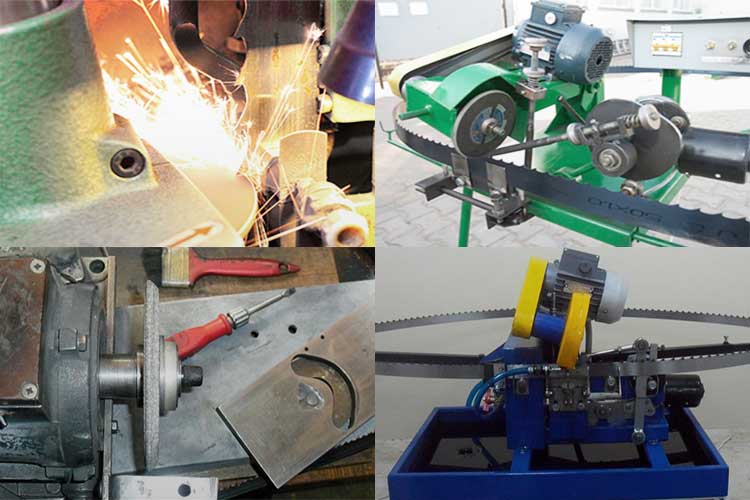
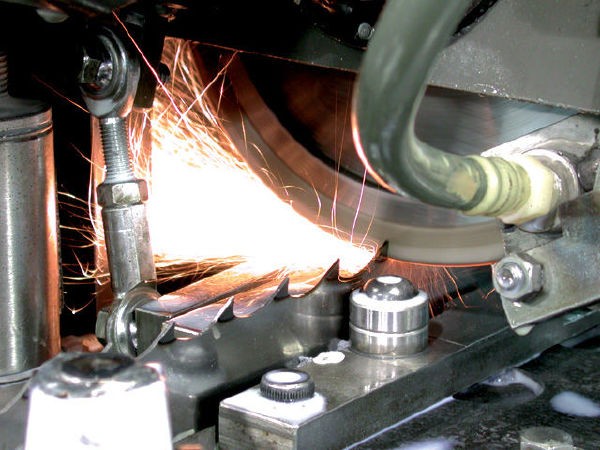
Gergaji berprofil penuh diasah dengan roda CBN yang dipasang di mesin penajam khas.
Ini adalah operasi automatik sepenuhnya yang digunakan oleh para profesional. Kerja mesin mengasah gergaji pita untuk kayu dikendalikan oleh elektronik, dan roda pengasah memproses keseluruhan jalur dalam satu hantaran. Kelemahan kaedah ini adalah bahawa roda CBN dipilih secara individu ke profil gergaji, oleh itu, untuk berpakaian alat yang berbeza, elemen penajam harus ada dalam pelbagai.

Mengasah gigi dilakukan secara manual atau pada peralatan khusus.
Dalam kes pertama, ketajaman gigi dapat dipulihkan dalam waktu sesingkat mungkin, tetapi pekerjaan itu memerlukan kemahiran tertentu. Pada yang kedua, kerja keras: 4-5 pergerakan di sepanjang tepi setiap gigi.

Untuk penajaman automatik, roda berlian, CBN dan corundum digunakan.
Penting untuk memahami bahawa ketika melakukan prosedur ini, hanya ketajaman yang diberikan pada gigi, geometri yang dibuat setelah mengatur bilah harus tetap tidak berubah.
Sangat menarik: Pintu dalaman kaca diperbuat daripada kaca buram: kami mempertimbangkannya secara terperinci
Bagaimana mengasah kanvas dengan betul?
Menurut statistik, lebih daripada 80% kes kerosakan peranti berlaku disebabkan oleh teknik penajaman yang tidak berfungsi. Keperluan untuk mengasah dinyatakan secara visual - oleh penampilan gigi itu sendiri atau keadaan potongan (peningkatan ketidaksamaan pesawat).
Batu untuk mengasah pisau dipilih berdasarkan kekakuan gigi. Untuk mengasah produk yang diperbuat daripada karbon dan keluli aloi, batu korundum digunakan. Bilah bimetal memerlukan cakera borazon (CBN) atau berlian. Konfigurasi roda pengisar pisau mesti ditentukan berdasarkan ciri-ciri alat. Ia boleh berbentuk profil, rata, cawan, profil.







Sebelum memulakan kerja, disarankan untuk membiarkan kanvas tergantung pada kedudukan yang tidak ditutup selama 10-12 jam.
Syarat untuk mengasah kanvas dengan tangan anda sendiri:
- memastikan penyingkiran logam secara sistematik mengikut bentuk bahagian gigi;
- mengelakkan tekanan berlebihan pada cakera (ini boleh menyebabkan penyepuhlindapan);
- memastikan integriti ketinggian dan bentuk bahagian gigi;
- kehadiran cecair yang sangat diperlukan untuk penyejukan;
- kawalan ketiadaan pemarkahan.

Pada umumnya, tanpa menghiraukan banyak peraturan dan undang-undang, peranti ini sangat tidak diperlukan dari segi penajaman. Anda boleh menangani kedua-duanya dengan menggunakan pengasah khas untuk pisau pita, dan dengan tangan. Di samping itu, lingkaran pelbagai konfigurasi dan bahan dapat digunakan untuk diproses.

Sebelum mengasah pita, disarankan untuk membiasakan diri dengan kaedah utama untuk melaksanakan prosedur ini.
Kaedah 1: penajaman profil penuh
Kaedah ini dianggap berkualiti tinggi, ia dilakukan pada peralatan automatik. Cakera Elborovy (Borazon), sesuai dengan konfigurasi, memproses keseluruhan rongga interdental, bersama dengan bidang gigi bersebelahan yang sesuai, dengan satu hantaran. Dalam kes ini, dikecualikan mendapatkan konfigurasi yang tidak rata di pangkal gigi. Satu kelemahan penajaman adalah dengan sentiasa mempunyai bilangan sfera tertentu untuk kanvas untuk tujuan yang berbeza.

Kaedah 2: mengasah tepi gigi
Ia boleh dilakukan pada peralatan khusus atau secara manual.
Sekiranya peralatan khas dipilih, maka perlu memilih bulatan dengan cekap - sebagai peraturan, ini adalah sampel rata. Pada umumnya, disarankan untuk beralih ke peralatan pengasah profesional hanya dalam situasi ketika skala pekerjaannya cukup besar. Lebih baik melakukan kerja "rumah tangga" yang tidak teratur dengan tangan - dengan menggunakan pengukir atau menggunakan mesin biasa. Semasa bekerja, untuk keselamatan anda sendiri, anda mesti menggunakan topeng atau kacamata.

Maklumat asas mengenai gergaji pita
Gergaji pita adalah alat pemotong yang dibuat dalam bentuk tali pinggang bergigi yang mempunyai kontur tertutup. Untuk mengekalkannya, anda memerlukan mesin pengasah khas untuk gergaji pita. Selain itu, gergaji pita mempunyai sejumlah perbezaan ketara lain dari model bulat tradisional. Yang paling ketara dari perbezaan ini adalah kemampuan memotong dengan alat seperti itu dengan lebar minimum. Harus diingat bahawa ini berlaku terutama apabila perlu memotong kayu spesies berharga dan kosong dari logam mahal.
Peralatan yang dilengkapi dengan gergaji pita berjaya digunakan untuk memproses bahagian yang diperbuat daripada bahan yang berbeza dan mempunyai konfigurasi yang berbeza. Pemprosesan sedemikian dicirikan oleh jumlah minimum sisa bahan yang diproses, kualiti pemotongan yang luar biasa dan kelajuan proses yang tinggi. Walau bagaimanapun, parameter pemprosesan sedemikian dapat dicapai dengan syarat penajaman gergaji pita pada mesin dilakukan tidak hanya dengan betul, tetapi juga secara teratur. Semasa melakukan servis alat pita (terutama jika anda mengatasinya sendiri), anda mesti mematuhi cadangan pakar yang berkelayakan.

Gergaji jalur automatik BOMAR
Gergaji pita, bergantung pada ciri-ciri bahan yang diproses, boleh dibuat dari bahan yang berbeza, berbeza dalam geometri gigi pemotong. Sekiranya kita bercakap mengenai pemisahan kosong logam, di sini yang paling meluas adalah dua gred keluli yang digunakan untuk pembuatan gergaji: 9HF dan B2F. Peralatan untuk menggergaji kayu dilengkapi dengan gergaji yang diperbuat daripada kekerasan yang pada skala HRC sekurang-kurangnya 45 unit.
Alat jalur untuk menggergaji kayu juga dibahagikan kepada tiga jenis: pertukangan, pembahagi, untuk memproses kayu balak. Alat dari pelbagai jenis secara semula jadi mempunyai parameter yang berbeza (dimensi bilah, bentuk dan sudut penajam). Jenis kayu yang lebih keras diproses dengan alat dengan sudut mengasah yang lebih kecil.
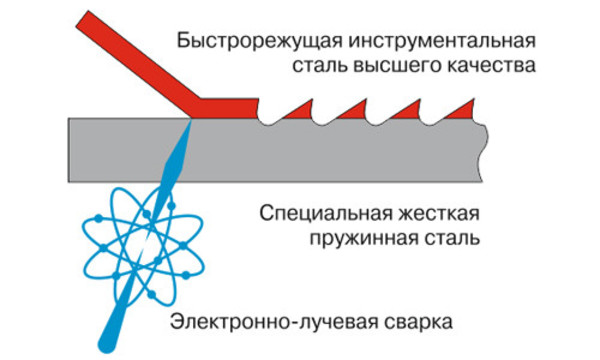
Hari ini, gergaji jalur bimetal semakin banyak digunakan, yang diperlukan untuk memisahkan benda kerja yang diperbuat daripada gred keluli keras. Gergaji seperti itu disebut bimetal kerana terdiri daripada dua logam yang berbeza: gigi pemotong terbuat dari keluli dengan kandungan tungsten dan molibdenum yang tinggi, dan pisau itu sendiri terbuat dari keluli pegas. Sudah tentu, kanvas seperti itu jauh lebih mahal daripada model standard, kerana peralatan khas diperlukan untuk pembuatannya, di mana penyambungan dua logam yang berbeza berlaku di bawah tindakan pancaran elektron.








Bimetal Band Saw
Mengasah kanvas pada musim sejuk
Sekiranya semuanya jelas dengan penajaman kanvas dalam keadaan normal, maka penajaman pada musim sejuk mesti dinyatakan secara berasingan. Terdapat perbezaan mengasah pisau pita pada musim sejuk dan musim sejuk. Ini terdiri dalam mengubah tahap penajaman. Sudut yang berlaku untuk kanvas pada musim sejuk mestilah 90 darjah, berbeza dengan musim panas, ketika sudut mengasah adalah 120 darjah.

Cadangan dari pakar.
Semasa mengasah pisau dengan mesin, sebelum memulakan proses, anda perlu memastikan roda pengisar diletakkan dengan tepat dalam kaitannya dengan alat.

Sangat mustahak untuk mengeluarkan sebilangan besar logam dari lubang sehingga semua mikrokrack dihapuskan dengan pasti.
Sekiranya pisau telah beroperasi tanpa penyelenggaraan biasa untuk masa yang lebih lama daripada yang dibenarkan oleh pengeluar, jumlah logam yang dikeluarkan dalam satu pas mesti ditingkatkan.
Sentiasa gunakan pisau baru sebagai rujukan untuk menguji kesan penajaman.

- Konfigurasi gigi pisau adalah petunjuk yang telah dikerjakan dan disesuaikan selama bertahun-tahun. Oleh itu, adalah kesalahan besar untuk bergantung pada alat untuk memotong "tanpa simpul, tanpa halangan", tidak kira apa yang anda lakukan dengan gigi.
- Sekiranya standard operasi dipatuhi, tali pinggang akan berfungsi dengan teliti sehingga lebarnya dikurangkan menjadi nilai yang sama dengan 65% dari parameter awal. Lebarnya berkurang, tentu saja, semasa mengasah.

- Terdapat nasihat yang benar-benar salah bahawa tidak ada keperluan khusus untuk menghilangkan bekas luka selepas mengasah. Sekiranya anda mengambil kira, maka terjadinya mikrokrack di gergaji dapat dipastikan.
- Pada akhir kerja, pisau pita mesti dibersihkan dari serutan dan resin tanpa memasukkannya ke dalam kotak panjang, dan diperiksa dengan teliti sebelum mengasah.Jika tidak, risiko pencemaran cakera pengisar sangat tinggi. Dan ini tentu akan menyebabkan proses penajaman berkualiti rendah.

Proses mengasah alat yang betul
Telah terbukti dalam praktiknya bahawa lebih dari 80 peratus kes kerosakan alat disebabkan oleh penajaman gigi gergaji yang tidak betul. Keperluan untuk mengasah ditentukan oleh mata - sesuai dengan keadaan dinding yang dipotong atau penampilan gigi itu sendiri.
Roda penggiling untuk gergaji pita dipilih bergantung pada kekerasan gigi. Untuk alat mengasah yang diperbuat daripada keluli alat, roda corundum digunakan. Gergaji bimetal diasah dengan berlian atau kasar borazon. Bentuk bulatan untuk alat harus ditentukan berdasarkan parameter gergaji. Ia boleh menjadi cawan, profil, pinggan dan rata.
Sebelum menggunakan gergaji di tempat kerja, perlu menahannya dalam keadaan tergantung, terbalik selama kira-kira sebelas jam.
Syarat untuk mengasah alat dengan tangan anda sendiri:
- perlu mengeluarkan logam secara merata di sepanjang profil gigi;
- tidak termasuk menekan bulatan yang berlebihan (ini boleh menyebabkan kerosakan pada gigi);
- penggunaan penyejuk wajib;
- untuk memastikan keselamatan geometri gigi;
- mengelakkan pembentukan burr.
Arahan standard menyatakan bahawa penajaman alat harus dilakukan sama ada di sepanjang muka depan gigi, atau kedua-duanya di sepanjang belakang dan depan. Dalam praktiknya, banyak tukang, dan bahkan profesional, mengasah secara eksklusif di sepanjang tepi belakang - ini adalah, menurut pendapat mereka, lebih mudah.
Alat ini cukup bersahaja dari segi penajaman, walaupun terdapat banyak syarat dan peraturan. Mengasah boleh dilakukan secara manual dan menggunakan alat pengasah khas; memohon untuk memproses bulatan bahan dan bentuk yang berbeza, dll.
Sebelum mengasah alat, anda perlu membiasakan diri dengan jenis asas operasi ini. Anda juga boleh menonton video di Internet.
Jenis mengasah
-
Paparan profil penuh. Ini adalah jenis berkualiti tinggi, dihasilkan secara automatik pada spesial. mesin. Lingkaran elbor yang dipadankan dengan tepat, melewati seluruh rongga interdental bersama dengan tepi gigi bersebelahan dalam satu gerakan. Ini tidak termasuk pembentukan bentuk sudut di pangkal gigi. Satu-satunya kelemahan jenis penajaman ini adalah keperluan membawa sebilangan lingkaran yang berbeza untuk gergaji dengan profil yang berbeza.
- Mengasah tepi bahagian pemotong. Ia boleh dibuat secara manual atau menggunakan mesin profesional. Sekiranya anda ingin mengasah dengan mesin, anda perlu memilih bulatan yang betul - dalam kebanyakan kes ini adalah sampel rata. Berdasarkan amalan, hubungi pakar. peralatan mengasah diperlukan hanya dalam keadaan di mana jumlah kerja sangat besar. Dengan sedikit kerja, lebih baik mengasah secara manual - pada mesin konvensional atau menggunakan ukiran. Semasa melakukan kerja mengasah, untuk keselamatan, gunakan cermin mata pelindung atau topeng.
Sekiranya anda tidak mempunyai alat ukiran atau alat mesin, maka anda boleh mengasah alat tersebut dengan kaedah biasa yang lama - menggunakan fail. Dengan pelaksanaan operasi yang tekun dan teratur, kemahiran mengasah berkualiti tinggi manual akan cepat muncul.
Nasihat profesional
- Semasa mengasah alat pada mesin, sebelum mulai mengasah, anda perlu memastikan bahawa cakera pengasah diletakkan dengan betul berbanding gergaji.
- Anda perlu mengeluarkan lapisan logam seperti itu dari sinus untuk menjamin penghapusan semua mikrokrak.
- Sekiranya gergaji dikendalikan tanpa penyelenggaraan berkualiti tinggi, lebih lama daripada yang ditentukan oleh pengeluar, lapisan logam yang dikeluarkan dalam satu pengasah mesti ditingkatkan.
- Sentiasa gunakan alat baru sebagai rujukan untuk memeriksa hasil penajaman.
- Bentuk gergaji adalah parameter yang disahkan dan dikembangkan selama bertahun-tahun. Oleh itu, tidak wajar memaparkan parameter anda dan mengharapkan kualiti kerja yang baik.
- Tertakluk pada peraturan operasi dan kehendak pengeluar, gergaji pita akan melayani anda sehingga lebarnya dikurangkan menjadi 65 peratus dari yang asli secara nominal. Lebarnya berkurang apabila gigi diasah kembali.
- Sangat mustahak untuk menghilangkan burr ketika mengasah alat, jika tidak, ia akan menyebabkan pembentukan mikrokrack semasa pemotongan bahan.
- Setelah menyelesaikan kerja, alat mesti segera dibersihkan dari habuk papan dan resin, dan sebelum mengasah, gergaji mesti diperiksa dengan teliti. Jika tidak, cip akan menyumbat roda pengasah, yang akan mengakibatkan penajaman jalur gergaji yang tidak betul.
Jenis set gergaji pita
Seperti alat lain, gergaji pita boleh dipakai selepas setiap pusingan pemotongan. Ini adalah proses semula jadi dan tidak dapat dielakkan. Itulah sebabnya setiap gergaji pita memerlukan penyelenggaraan berkala dan berkualiti - pengaturan dan penajaman. Penyelenggaraan sedemikian bukan sahaja membolehkan pisau pemotong tetap berfungsi, tetapi juga dapat meningkatkan jangka hayat perkhidmatannya.









Perutean yang betul memungkinkan untuk meningkatkan jangka hayat pisau pemotong dan meningkatkan fungsinya dengan ketara. Maksud operasi seperti ini adalah: gigi pemotong gergaji dibengkokkan ke arah yang berbeza, yang mengurangkan daya geseran semasa proses pemotongan, dan juga meminimumkan risiko pisau dicubit oleh benda kerja. Gergaji pita boleh diatur dalam tiga cara, pilihannya bergantung pada jenis bahan yang diproses.
- Dengan jenis pelucutan yang disebut, gigi dibengkokkan sedemikian rupa sehingga setiap pertiga daripadanya tetap utuh. Skema ini digunakan sekiranya pisau pemotong akan digunakan untuk memotong logam dan aloi yang sangat keras.
- Jenis tetapan klasik melibatkan selekoh bergantian pada setiap gigi pemotong.
- Dengan tetapan bergelombang, setiap gigi pemotong dibengkokkan pada sudut tertentu. Sudah jelas bahawa susun atur jenis ini adalah yang paling sukar.
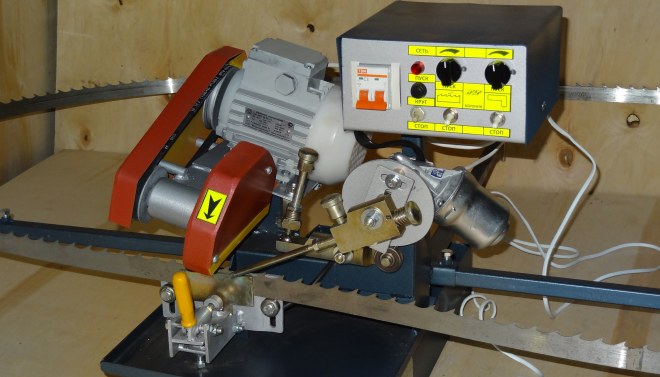
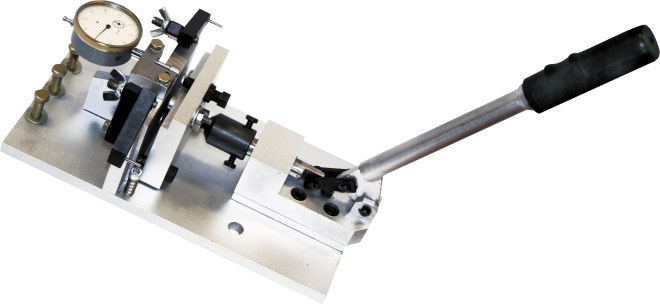
Pengatur gergaji pita
Untuk menekuk gigi gergaji pita, peralatan khas digunakan, yang memungkinkan untuk melakukan operasi teknologi sedemikian cepat dan seakurat mungkin. Menurut piawaian yang diterima umum, set gigi maksimum tidak boleh melebihi 0,7 mm, tetapi biasanya nilainya berada dalam lingkungan 0,3-0,6 mm
Penting untuk tidak hanya memilih jenis tetapan, memfokuskan pada ciri-ciri bahan yang akan dipotong, tetapi juga untuk melakukannya dengan betul, membengkokkan gigi hanya 1/3 atau 2/3 dari ketinggian mereka
Setelah menetapkan, pisau pemotong dapat dihantar ke mesin pengasah gergaji pita. Seperti yang ditunjukkan oleh statistik, gergaji pita sering kehilangan fungsinya kerana kenyataan bahawa penajaman mereka dilakukan dengan tidak betul atau kehabisan waktu. Petunjuk bahawa gergaji pita perlu dipasang dan diasah lebih jauh pada mesin adalah peningkatan kekasaran permukaan pemotongan. Keperluan prosedur sedemikian juga dapat ditentukan oleh penampilan gigi pemotong.
Unsur-unsur utama mesin pengisar adalah roda, pilihannya, pertama sekali, bergantung pada kekerasan bahan yang digunakan untuk membuat gigi pemotong. Untuk mengasah bahan keras, anda mesti menggunakan roda yang sesuai. Jadi, untuk mengasah pisau bimetallik, alat mengasah yang terdiri daripada elemen borazon atau berlian dipilih, dan roda corundum cukup sesuai untuk merapikan gergaji yang diperbuat daripada keluli alat.
Alat untuk mengasah gergaji jenis jalur dipilih dari segi komposisi dan reka bentuk. Untuk bilah pelbagai reka bentuk dan saiz, jenis bulatan berikut boleh digunakan dalam mesin:
- konfigurasi cakera;
- berbentuk cawan;
- profil;
- rata.
Kit Pengasah dan Penetapan Saw Band Wood-Mizer
Menurut arahan, semasa mengasah gergaji pita pada mesin, perhatikan syarat berikut.
- Tidak boleh ada duri pada permukaan gigi ketika mengasahnya.
- Roda pengisaran harus melepaskan lapisan logam yang sama ke seluruh profil gigi.
- Untuk mengelakkan terlalu panas gigi ketika menghidupkan mesin, adalah mustahak menggunakan cecair penyejuk khas.
- Semasa mengasah, profil dan ketinggian gigi mesin tidak boleh berubah.
- Adalah mustahak untuk memantau tekanan yang diberikan oleh roda mesin penggiling pada gigi yang sedang diproses. Sekiranya keperluan ini diabaikan, tekanannya terlalu besar, yang dapat menyebabkan penyepuhan gigi.
Mengasah sendiri gergaji jenis jalur mempunyai beberapa ciri. Dalam kes seperti itu, sebagai peraturan, permukaan belakang gigi diasah, walaupun jika anda menggunakan arahan pengeluar atau menonton video tematik, anda juga dapat mengasah permukaan depannya.
Lakukan perceraian dan penajaman gergaji kayu pada diri sendiri
Jangka hayat gergaji pita untuk kayu secara langsung bergantung pada kualiti penajamannya. Ia dapat dilaksanakan secara bebas dan dengan menggunakan perkhidmatan syarikat khusus. Dalam kes pertama, adalah perlu untuk membiasakan diri secara terperinci dengan teknologi dan sejumlah ciri.
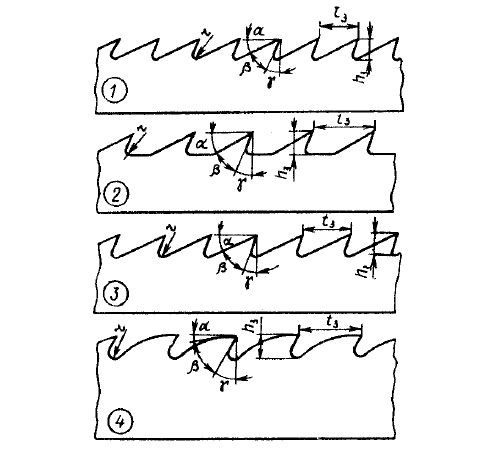
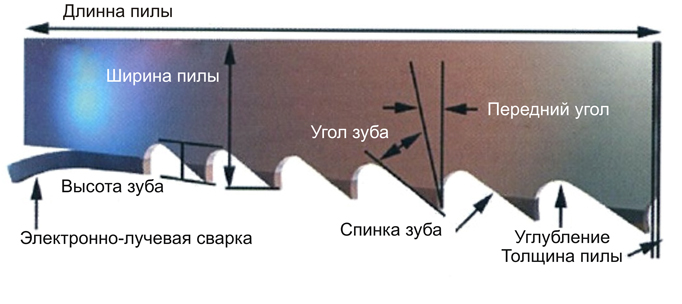
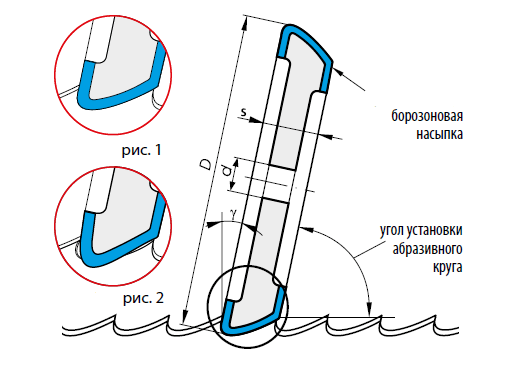
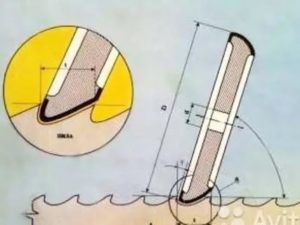
Bentuk pemotongan dan sudut mengasah
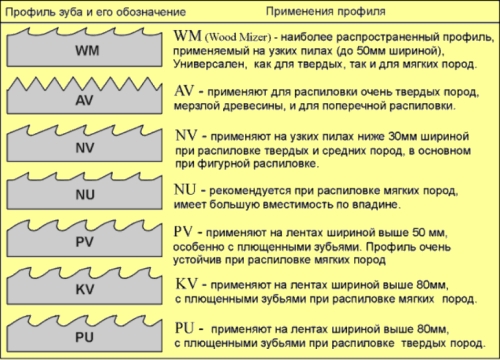
Jenis profil gergaji pita
Pada langkah pertama, jenis jalur gergaji ditentukan. Petunjuk utama adalah bentuk gigi.
Bergantung pada parameter ini, mereka dibahagikan kepada pembahagi, pertukangan atau dimaksudkan untuk menggergaji kayu. Pengilang menentukan geometri awal dan sudut penghalaan.
Dianjurkan untuk mengetahui data ini pada tahap pembelian komponen. Mereka diperlukan untuk menentukan parameter mesin.








Untuk kayu keras, sudut rake harus serendah mungkin. Ini memastikan hubungan bahan yang diproses dengan logam secara optimum. Sekiranya anda merancang untuk memproses varieti lembut, untuk meningkatkan kelajuan pemprosesan, anda boleh menggunakan model dengan nilai sudut rake yang besar.
Parameter yang menentukan untuk mengemas kini diri sendiri adalah:
- nada gigi. Ini adalah jarak antara elemen pemotong struktur. Nilai sepunya ialah 19, 22 dan 25 mm;
- ketinggian gigi. Besarnya dari pangkalannya ke bahagian atas;
- suntikan. Nilai utama yang perlu anda ketahui untuk pembentukan satah pemotong. Untuk model tukang kayu, ia adalah 35 °. Dalam membahagi gergaji, sudut adalah 18 ° hingga 22 °. Dalam struktur untuk memproses kayu - 10 ° -15 °;
- perceraian. Mentakrifkan penyimpangan gigi dari satah umum bilah.
Sebaik-baiknya, ciri-ciri ini tidak akan berubah setelah mengerjakan mesin. Untuk setiap model, pengeluar menentukan nilai sisihan maksimum. Sekiranya ia dicapai semasa operasi, perlu membeli model baru.
Untuk menghilangkan resonans dalam beberapa jenis alat pemotong, nada gigi yang berubah-ubah dibuat. Ini tidak mempengaruhi penajaman manual, tetapi memerlukan pengaturan parameter yang berhati-hati semasa penajaman automatik.
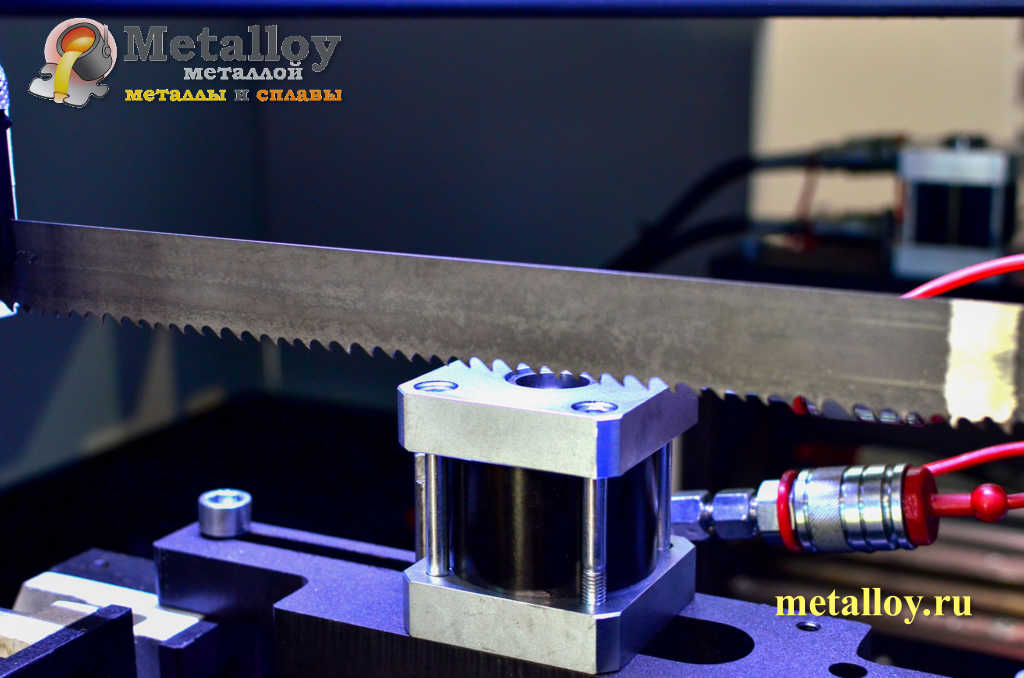
Tetapan band melihat
Geometri gergaji pita
Sebelum membentuk bahagian pemotong, anda mesti membuat gigi yang betul. Sepanjang tempoh operasi, kerana beban berterusan, lokasinya mungkin berubah. Oleh itu, geometri disesuaikan terlebih dahulu, dan kemudian mengasah.
Pengaturannya adalah selekoh gigi relatif dengan bidang bilah utama. Prosedur ini dilakukan hanya pada mesin khas. Sekiranya terdapat perbezaan besar sepanjang panjang tali pinggang, kerosakan pramatang atau kerosakan tali pinggang adalah mungkin. Oleh itu, sebelum itu, anda harus memutuskan jenis pendawaian.
Sudut kecenderungan mestilah sesuai dengan yang awal. Jenis pendawaian juga diambil kira, seperti berikut:
- klasik. Membengkokkan gigi secara bergantian berbanding bilah ke sisi kanan dan kiri;
- pembersihan.Gigi pertama dan kedua terpesong ke kanan dan kiri, sementara gigi ketiga tidak berubah. Teknik ini digunakan untuk gergaji yang direka untuk memproses batu keras;
- beralun. Sudut tetapan untuk setiap gigi adalah individu. Akibatnya, mereka membentuk canggih yang menyerupai gelombang. Jenis pendawaian yang paling sukar.
Semasa selekoh, bukan keseluruhan gigi mengalami ubah bentuk, tetapi hanya sebahagian daripadanya. Selalunya, penyimpangan berlaku pada 2/3 dari jumlah tinggi.
Rata-rata kadar perceraian dihadkan pada nilai dari 0,3 hingga 0,7 mm. Ini berlaku untuk gergaji pita kayu standard.