Pandangan
Alat pemotong canggih mempunyai banyak kombinasi dan jumlahnya terus bertambah. Oleh kerana gerudi seperti ini digunakan serentak untuk penggerudian dan penyadapan, pemasangan terdiri daripada 2 bahagian. Yang pertama adalah latihan, yang kedua adalah paip. Terdapat 2 jenis instrumen gabungan ini.
Jenis yang dijelaskan di atas digunakan untuk menggerudi lubang dan mendapatkan benang dengan putaran yang luas. Operasi sedemikian dilakukan pada logam nipis. Dalam kes ini, keperluan rendah dikenakan pada ketepatan benang, lubang dibuat melalui. Dalam kes ini, gerudi mempunyai panjang 2-2,5 diameter tahap kedua - paip.

Jenis pukulan gabungan yang lain dikembangkan oleh pereka Riga. Jenis ini jauh lebih kuat daripada jenis pertama, dengan petunjuk yang lebih tepat. Ini memotong benang dengan nada giliran yang lebih kecil, memberikan karya berkualiti tinggi. Langkah gerudi adalah satu setengah kali lebih panjang daripada panjang bahagian penggerudian, benang dapat dibuat dalam putaran besar dan kecil.
Tahap kedua setelah gerudi dibuat dalam bentuk lingkaran yang sama dan dilengkapi dengan gigi yang memotong logam, bertindak sebagai paip. Susunan jalur alat yang bersudut meningkatkan daya tahannya terhadap beban semasa operasi. Dalam kes ini, penyingkiran kerepek berlaku dengan lebih bebas.

Perbezaan ketara antara pelbagai jenis latihan gabungan terletak pada struktur bahagian gerudi. Bahagian ini dijalankan dalam bentuk klasik - latih tubi dengan lingkaran. Apabila bahagian belakang permukaan tambahan berbentuk silinder, lubang selesai mengembang. Alat ini boleh dengan atau tanpa pelompat.
Bentuk ini mengurangkan beban paksi, sehingga meningkatkan jangka hayat alat. Kelemahannya adalah kesukaran dalam pembuatan dan penajaman.

Jenis gerudi lain adalah tirus dalaman yang diarahkan terbalik. Pendekatan ini membantu memusatkan latihan semasa aliran kerja. Selepas bekerja, gerudi meninggalkan tanda meruncing, yang kemudian dipotong semasa melakukan utas. Dengan penggerudian berbentuk, chamfer akhir dengan pelbagai ketinggian dan sudut bosan. Kelebihan yang jelas - anda tidak perlu menggunakan alat tambahan, membuang masa untuk dua operasi.
Kelemahannya tidak diragukan lagi adalah beban berat pada tali gerudi dan masa operasi yang panjang.

Pengilang menghasilkan latihan gabungan dalam versi split dan satu bahagian. Alat seperti itu memotong benang kanan dan kiri, ia diperbuat daripada pelbagai jenis logam.
Walaupun terdapat kelebihan yang jelas, alat ini mempunyai kekurangan yang cukup ketara. Ini adalah kualiti benang yang rendah dengan fiksasi tegar pada casing mesin. Pengaturan kesukaran ketika berinteraksi dengan logam yang sukar diproses - suapan paksi mesti sesuai dengan nada benang yang ditentukan.

Ciri-ciri penggerudian di ladang
Sekiranya penyejuk khas tidak tersedia, minyak zaitun boleh digunakan sebagai gantinya. Sayuran juga sesuai di sini, di mana kadar kandungan asid oleik hanya 2 kali lebih sedikit - 40%. Sekiranya tiada bahan ini yang ada, lemak babi atau lemak biasa dapat menyelamatkan: tahap asid oleik di dalamnya boleh mencapai 44%.








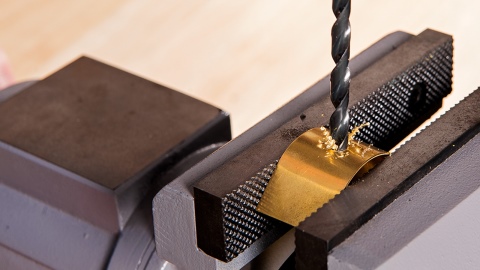
Semasa membuat lubang, perlu menetapkan kelajuan minimum tidak lebih dari 200 rpm. Beberapa model gerudi tidak mempunyai kemampuan untuk memilih rpm.Dalam kes ini, masalahnya diselesaikan dengan menggunakan teknik "on-off", di mana kemurungan pada bahan diciptakan kerana inersia.
Pastikan suapan ke gerudi serendah mungkin
Pada masa yang sama, penting agar ia seragam
Bagaimana latihan HSS berbeza dengan model karbida
Pertama sekali, latihan HSS berbeza dengan latihan karbida dalam teknologi materialnya.
-
Keluli berkelajuan tinggi dihasilkan dengan menambahkan tungsten, kromium, molibdenum dan komponen lain pada keluli karbon. Bahan latih tubi HSS mempunyai kekuatan tinggi.
-
Cemented carbide adalah bahan komposit yang dibuat oleh teknologi metalurgi serbuk dan terdiri daripada zarah bersaiz mikron. Komponen utama adalah tungsten karbida. Tambahan termasuk titanium karbida, tantalum karbida, dll.
Alat karbida pepejal dari latihan HSS dicirikan oleh kekerasan dan ketahanan haba yang lebih tinggi. Walau bagaimanapun, aloi karbida mempunyai kekuatan yang lebih rendah. Mereka takut getaran dan beban kuasa. Ini menghalang latihan karbida daripada digunakan untuk memotong bahan kerja secara berkala pada kelajuan tinggi.
Oleh kerana teknologi pembuatan yang rumit, alat karbida mahal. Harga untuk latihan HSS jauh lebih rendah.
Pemilihan jenis latihan yang diperlukan
Sebilangan besar alat elektrik dilengkapi dengan set latihan biasa, satu-satunya perbezaan adalah ukurannya. Untuk beberapa tugas, set ini tidak mencukupi; diperlukan untuk memilih jenis latihan yang lain.
Lingkaran
Latihan putar digunakan semasa bekerja dengan kayu. Diameter - 3–52 mm. Sampel dihasilkan dengan hujung runcing. Ini memastikan kestabilan alat pada benda kerja yang sedang diproses, tidak termasuk tergelincir. Shank tirus membolehkan anda menandakan titik penggerudian.
Jumlah putaran secara langsung bergantung pada diameter produk, iaitu, kecepatan penggerudian berbanding terbalik dengan diameter gerudi.
Jadi, ketika membentuk lubang pada kayu lembut menggunakan gerudi dengan diameter 14 mm, parameter optimumnya adalah 1800 rpm, dalam kasus kayu keras, modus dibelah dua, hingga 900 rpm. Mengikuti peraturan, anda boleh melanjutkan tempoh operasi.
Lama
Dimensi alat kuasa mesti diambil kira. Bor dengan diameter 10 milimeter panjangnya 45 cm dan berat kira-kira 3 kg. Gerudi rumah tangga biasa yang dilengkapi dengan gerudi seperti itu tidak akan dapat membuat beberapa pusingan. Bor jenis ini paling sesuai dipasang pada gerudi elektrik / pengadun yang beroperasi pada kelajuan rendah.
Semakin nipis gerudi, semakin pendek dan berat. Panjang dan nipis akan pecah ketika bekerja.









Skru
Skru, atau auger, produk digerudi ke kayu untuk melawan pertumbuhan seratnya. Diameter dan panjang adalah dalam bahagian langsung. Jadi, gerudi terkecil dalam garis dengan diameter 10 mm mempunyai panjang 400 mm. Putar gerudi dengan diameter 50 mm panjangnya mencapai 1100 mm. Terdapat skru dengan benang halus di hujung produk. Bahagian ini berfungsi dengan baik untuk membuang kerepek.
Bor Lewis, yang memiliki konfigurasi serpentin, dengan diameter 10-60 mm, termasuk dalam kategori yang sama.
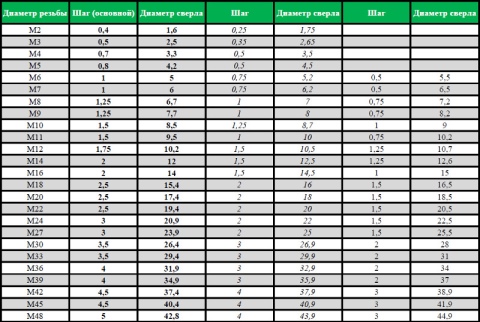
Jadual menunjukkan harga untuk latihan berpusing.
|
Jenama |
Diameter |
Panjang, mm |
Berat, kg |
Harga, sapu |
|
Sturm |
12 mm |
230 |
0,135 |
120 |
|
Nammer |
20 mm |
460 |
0,480 |
672 |
|
Haisser |
25 mm |
460 |
0,580 |
758 |
|
Pqtools |
30 mm |
230 |
0,520 |
520 |
|
Jangkar |
35 mm |
460 |
1,2 |
801 |
|
Bison |
40mm |
600 |
1,28 |
2114 |
Terdapat latihan panjang dengan pegangan untuk penggerudian lubang dalam. Peranti manual membolehkan anda menembusi bahan sebanyak yang diperlukan.









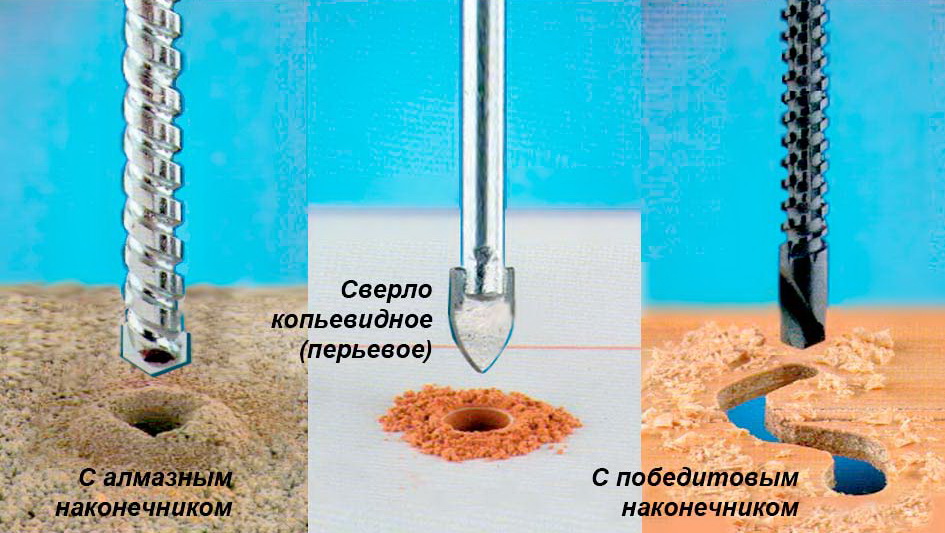
Bulu
Latihan pen membolehkan anda membuat lubang besar tanpa memerlukan alat khas. Bor tidak menyediakan evakuasi cip, seperti halnya dengan contoh spiral dan skru. Ini adalah masalah semasa membentuk lubang dalam. Alat ini digunakan semasa menggerudi kosong kayu, papan serpai dengan ketebalan tidak lebih dari 20 cm. Sekiranya perlu, anda boleh menggunakan tali lanjutan khas.
Latih tubi forstner
Forstner boraxes digunakan dalam pembuatan perabot.Mereka membolehkan anda membuat lubang buta dengan bahagian bawah yang rata. Terdapat diameter yang berbeza. Analog elemen penggerudian ini adalah ballerina, yang terdiri daripada gerudi tengah dan gigi seri. Model ini mempunyai peranti yang membolehkan anda menetapkan diameter lubang masa depan yang diperlukan.
Cincin
Bor cincin, atau mahkota, membolehkan anda memproses pelbagai bahan (bergantung pada penyemburan), digunakan dalam pembinaan, pembaikan, penggergajian dengan diameter besar.
Dalam penampilan, latihan mahkota menyerupai cincin dengan gigi tajam yang terletak di tepi.
Terdapat juga latihan penggilingan, anai-anai. Mereka memungkinkan dalam proses kerja untuk melakukan penggilingan - perpindahan ke arah tertentu. Ini disebabkan reka bentuk mereka. Penghala boleh digunakan untuk bekerja dengan struktur kayu, plastik, papan eternit.
Pembilang kaunter
Countersink digunakan apabila perlu untuk menyembunyikan penutup pengikat, untuk menyediakan lubang untuk pengesahan perabot. Potongan dengan ukuran tertentu dipilih dengan kaunter. Dalam kebanyakan kes, unit penggerudian dilengkapi dengan gerudi pusat 4 mm yang boleh ditukar yang dipasang dengan skru penjepit. Reka bentuk dengan kaunter juga dapat dilengkapi dengan penghenti kedalaman.
Fleksibel
Fleksibel gerudi - poros fleksibel, satu ujungnya terpaku pada cengkaman alat kuasa, yang lain berfungsi sebagai tempat duduk untuk pemotong dan elemen penggerudian lain. Muncung membolehkan anda menuju ke tempat yang tidak dapat dilalui.
Reka bentuk gerudi dan geometri
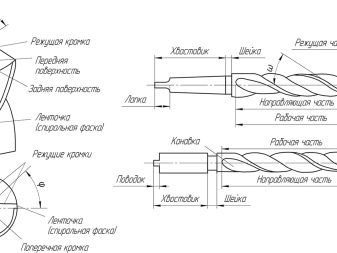
Sebarang latihan, tanpa mengira tujuan dan ciri reka bentuknya, terdiri daripada dua komponen utama: batang dan bahagian kerja. Yang pertama berfungsi untuk memindahkan putaran dari pemacu ke alat atau memperbaikinya dalam keadaan pegun (pada mesin bubut). Bahagian kerja terdiri daripada sejumlah elemen yang secara langsung menyokong proses penggerudian. Geometri gerudi bergantung pada ciri penggerudian yang dimaksudkan, serta bahan benda kerja yang sedang diproses (pelbagai logam, kayu, plastik, komposit, seramik).
Sebagai contoh, kami menggunakan salah satu jenis alat yang paling biasa di industri ini: gerudi putar untuk kerja logam dengan batang tirus (lihat gambar di bawah). Semua sudut gerudi yang ditunjukkan dalam ilustrasi adalah untuk kerja logam umum. Di sebelah kiri adalah pandangan sisi, dan di sebelah kanan - dari sisi hujung kerja (diperbesar).
- Shank. Berfungsi untuk mengepit alat di gelendong mesin atau chuck. Semasa menggerudi logam pada mesin pelarik, ia terpaku tidak bergerak di kon tailstock.
- Bahagian kerja. Membentuk lubang silinder (atau kemurungan). Ini terdiri daripada bahagian pemotong, panjangnya untuk latihan logam seperti itu biasanya setengah dari diameternya, dan panduan dengan alur untuk pengosongan cip.
- Morse tirus. Untuk pemasangan pada spindle dan tailstock alat mesin, digunakan alat dengan shank tirus, dan untuk clamping pada cam dan collet chuck - dengan silinder.
- Kaki. Unsur-unsur struktur ini hanya terdapat pada batang tirus dan direka untuk mengetuk alat dari gelendong atau arbor.
- Leher. Menyediakan pendekatan dan penarikan alat pengisaran yang mudah digunakan semasa memesin alur spiral. Ia tidak melakukan fungsi kerja, oleh itu, tanda gerudi biasanya digunakan padanya (dicap langsung pada logam).
- Bahagian panduan. Juga dipanggil tolok. Bersandar pada dinding lubang yang digerudi logam, memandu alat di sepanjang paksinya. Termasuk permukaan beralun spiral dan alur pengosongan cip.
- Sudut kecondongan permukaan lingkaran. Untuk pemprosesan logam, ia adalah 18 ÷ 30 °.
- Alur penyingkiran cip. Kelajuan penyingkiran cip bergantung pada lebar, cerun dan kualiti permukaannya.
- Diameter pemotongan. Sama dengan jarak antara tepi luar tepi pemotongan.
- Tepi pemotongan.Ini adalah tepi tajam antara permukaan depan (alur cip) dan permukaan belakang yang akan diasah.
- Sudut utama di bahagian atas. Sudut antara tepi pemotongan mempunyai pengaruh yang signifikan terhadap proses pemotongan dan kekuatan alat penggerudian. Untuk kerja logam, nilai standardnya ialah 116 ÷ 118 °.
- Permukaan belakang. Untuk mengurangkan geseran di zon pemotongan, sayap diasah pada sudut ke arah pemotongan. Untuk penggerudian logam, nilainya di dekat pita hendaklah 8 ÷ 12 °.
- Pelompat. Bahagian struktur yang biasa di kedua permukaan belakang.
- Bahagian tepi melintang. Tepi tajam pada lintel yang memisahkan permukaan belakang. Dengan penajaman yang betul, pusat geometri bahagian pemotong terletak di tengahnya, yang harus bertepatan dengan paksi alat.
- Riben. Dua jalur sedikit menonjol di atas permukaan lingkaran yang menentukurkan lubang dan mengurangkan geseran ke dindingnya.
Susunan umum jenis latih tubi logam serupa dengan ini, walaupun, bergantung pada tujuannya, reka bentuk bahagian pemotong dan alur kawalan cip mungkin berbeza.