Dari sejarah instrumen
Sejarah alat ini adalah petunjuk untuk dipertimbangkan dalam konteks sejarah pembuatan logam dan salah satu arah pengembangannya - beralih. Tempoh sejarah abad 15-18 dicirikan oleh serangkaian penemuan ilmiah dan pelaksanaan praktikal penemuan ini di semua sektor ekonomi pada zaman ini.
Penggunaan pendekatan matematik dalam astronomi memperluas cakrawala pelayaran maritim, era penemuan geografi yang besar meningkatkan jumlah perdagangan dan pengeluaran industri ke tahap yang baru. Pengeluaran berskala kecil memberi laluan kepada pembuatan, dan revolusi industri pada abad 18-19 akhirnya mewujudkan peralihan kepada penggunaan mesin dan perindustrian secara besar-besaran.
Kronologi peristiwa
Untuk kejelasan, anda dapat membayangkan kronologi peristiwa ini, termasuk perkara utama penampilan caliper:
- Permulaan abad ke-16 - mesin bubut digunakan terutamanya untuk memproses kayu, tulang dan logam lembut. Pemanduannya, walaupun telah diperbaiki sejak zaman kuno, masih menggunakan tangan atau kaki, seperti pemotong tetap di tangan tuan. Tonggak boleh dianggap sebagai penampilan pusat keluli dan rehat yang mantap untuk memperbaiki benda kerja.
- Percubaan oleh ahli matematik Portugis Pedro Nunez, yang berkaitan secara langsung dengan caliper, untuk membuat alat untuk mengukur sudut dengan tepat menggunakan satu set bulatan sepusat yang dibahagikan kepada bahagian yang sama, bermula pada tempoh yang sama. Tujuannya bukan kerja logam, tetapi masalah navigasi yang mendesak. Perkara itu tidak berkaitan dengan pembuatan dan penggunaan praktikal peranti ini, tetapi arah pemikiran tidak disedari.
- Menjelang pertengahan abad ke-16, mesin pelarik dilengkapi dengan pemacu roda air mekanikal, yang memungkinkan untuk memulakan pemotongan keluli. Pada masa ini, sampel pertama kaliper moden muncul di bengkel - pembaris kayu dengan rahang pengukur yang bergerak dan skala yang digunakan untuk pengukuran langsung. Kembali ke Michelangelo, kita perhatikan bahawa itu adalah kompas yang merupakan prototaip kaliper - bahagian-bahagian diukur dengan kaki kompas, dan nilainya ditentukan menggunakan pembaris. Jelas, ada ahli sihir yang mempermudah prosedur ini dengan menggabungkan kedua instrumen dalam satu dan mengurangkan pengukuran menjadi satu operasi.
- Pada tahun 1631, ahli matematik Burgundia Pierre Vernier menyelesaikan pekerjaan yang dimulakan oleh Nunes, menyempurnakan ideanya dan menyesuaikannya secara teknikal dalam kuadran untuk mengukur nilai sudut. Skala pengukuran tambahan yang dibuat olehnya segera membuat kemajuan besar dalam banyak arah pengukuran, menerima nama untuk menghormati kedua saintis - "vernier" atau "vernier". Pada masa yang sama, konsep vernier terutama digunakan dalam pembuatan logam, vernier lebih umum dalam industri kejuruteraan instrumen dan radio.
- Hasil penambahbaikan berterusan dalam jangka masa lebih dari seratus tahun adalah penyediaan mesin bubut pada awal abad ke-18 dengan sokongan untuk pemasangan mekanisme suapan pemotong, longitudinal dan melintang yang kaku. Pemusing sudah memiliki alat ukur dengan skala vernier, yang memungkinkan untuk memastikan pengerjaan yang sesuai.
- Menjelang akhir abad ke-18, mesin bubut sejagat dilahirkan, prinsip alat dan pengoperasiannya telah sedikit berubah hingga hari ini. Tempoh ini dikaitkan dengan munculnya konsep standardisasi dan penyatuan produk dan alat ukur, sistem pengukuran bersatu.
asal nama
Untuk sejarah kaliper, anda boleh menambahkan beberapa maklumat menarik mengenai namanya.
Dalam bahasa Rusia, untuk beberapa sebab instrumen itu mempunyai nama dengan akar Jerman - "batang" dan "kompas".Istilah "Columbic", yang telah berakar sejak zaman Soviet dengan nama syarikat "Columbus", yang membekalkan peralatan pengukur ke negara kita dalam jumlah besar, biasanya digunakan di kalangan pakar untuk sampel SHTs-I.
Di Jerman, dengan nama Stangenzirkel, mereka menggunakan alat yang lebih sesuai dengan terjemahan - kompas batang penanda. Analog kaliper Rusia dihasilkan dengan nama Messchieber - meter gelangsar atau Schieblehre - pembaris pengukur.
Dalam banyak bahasa, nama alat berasal dari kata "tolok", yang menekankan ketepatan pengukuran yang tinggi. Contohnya ialah kaliper Inggeris, calibrador Sepanyol, calibro a corsoio Itali (kaliber rocker - elemen mekanisme batang penghubung). Kaliper Inggeris mempunyai nama lain - trammel, juga diterjemahkan sebagai halangan, pukat atau pukat.
Kaedah pengesahan
Kalibrasi alat ukur, serta pengeluarannya, dilakukan sesuai dengan piawaian GOST 8.113-85. Manipulasi kawalan dan pengukuran dilakukan di makmal khas dan dilakukan pada mesin ultra tepat. Walau bagaimanapun, anda boleh melakukan penentukuran kaliper termudah di rumah. Untuk melakukan ini, alat ini dibersihkan dengan sempurna dari kotoran, debu, habuk papan yang dilekatkan, serutan logam dan pelincir, dan kemudian disapu kering dengan kain bersih. Kemudian rahang caliper dibawa ke hentian dan memerhatikan kedudukan sifar sapuan.
Sekiranya peranti diselaraskan dengan betul, maka risikonya harus sesuai. Jika tidak, anda perlu menghubungi pusat khusus, di mana mereka akan mengkalibrasi dan menyesuaikan peranti, berdasarkan mana sijil borang yang telah ditetapkan akan dikeluarkan. Dengan penggunaan kaliper secara berkala, pengesahan dilakukan sekurang-kurangnya sekali setahun. Sekiranya logam rahang berfungsi usang, alat ini tidak dapat digunakan dan mesti diganti dengan yang baru. Untuk meningkatkan jangka hayat peranti, perlu memastikannya tetap bersih dan menyimpannya hanya dalam satu kes atau kotak.








Apa ini?
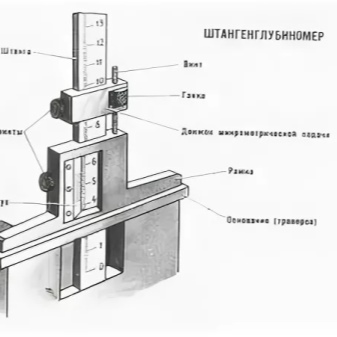
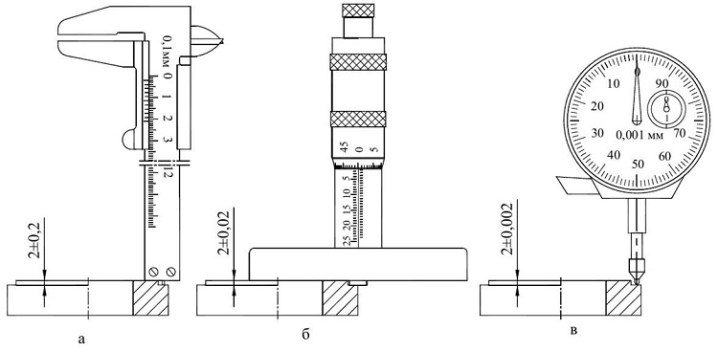
Peranti ini serupa dengan alat yang lebih terkenal - caliper. Ini mempunyai pengkhususan yang lebih sempit daripada yang terakhir, dan hanya ditujukan untuk pengukuran linear alur, alur dan langkan dalam satu arah - secara mendalam. Atas sebab ini, alat pengukur kedalaman tidak mempunyai span.
Pengukuran dilakukan dengan memasukkan hujung batang pengukur ke dalam alur, kedalamannya harus ditentukan. Selepas itu, anda harus menggerakkan bingkai di sepanjang skala utama pada batang. Kemudian, apabila bingkai berada di kedudukan yang betul, anda perlu menentukan pembacaan dengan salah satu daripada tiga kemungkinan cara (lihat di bawah).

Terdapat 3 jenis bacaan dari peranti, mengikut tiga pengubahsuaian yang sesuai:
- oleh vernier (tolok kedalaman jenis SHG);
- pada skala bulat (SHGK);
- pada paparan digital (SHGT).
Menurut GOST 162-90, peranti dari tiga jenis yang disenaraikan boleh mempunyai jarak pengukuran hingga 1000 mm. Julat biasa ialah 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm dan 0-630 mm. Semasa membeli atau memesan alat pengukur kedalaman, anda dapat mengetahui julatnya dengan tanda konvensional yang sesuai. Sebagai contoh, model yang mengukur kedalaman dari 0 hingga 160 mm dengan bacaan pada skala bulat akan mempunyai sebutan SHGK-160.
Bergantung pada peranti peranti, parameter penting, juga diatur oleh GOST, adalah berikut.
- Nilai bacaan Vernier (untuk pengubahsuaian jenis ShG). Boleh sama dengan 0,05 atau 0,10 mm.
- Pembahagian skala bulat (untuk ShGK). Nilai yang ditetapkan ialah 0.02 dan 0.05 mm.
- Langkah kebijaksanaan peranti membaca digital (untuk ShGT). Piawaian yang diterima umum ialah 0.01 mm.
- Mengukur panjang bingkai. Tidak kurang daripada 120 mm. Untuk model dengan jarak pengukuran hingga 630 mm atau lebih, minimum yang diperlukan ialah 175 mm.
Dalam keadaan teknikal yang ditetapkan oleh GOST, standard ketepatan peranti ini ditentukan.Untuk peranti dengan vernier, margin ralat adalah 0,05 mm hingga 0,15 mm, bergantung pada jarak pengukuran. Peranti dengan skala bulat mempunyai ralat yang dibenarkan dari 0,02 - 0,05 mm, dan yang digital - tidak lebih dari 0,04 mm.
Peranti dan prinsip operasi.
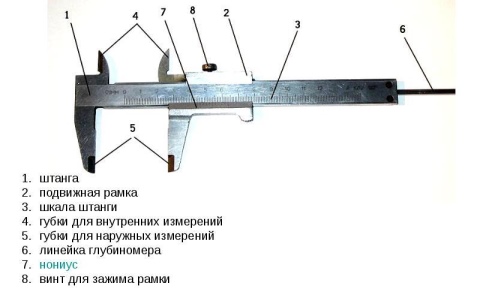
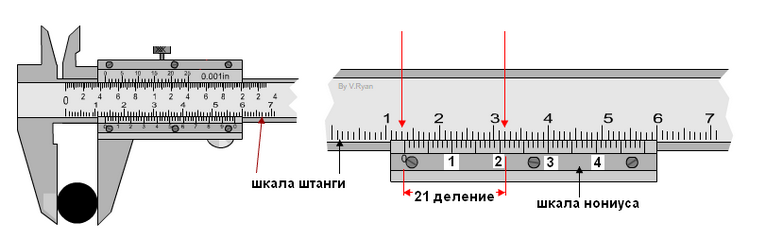
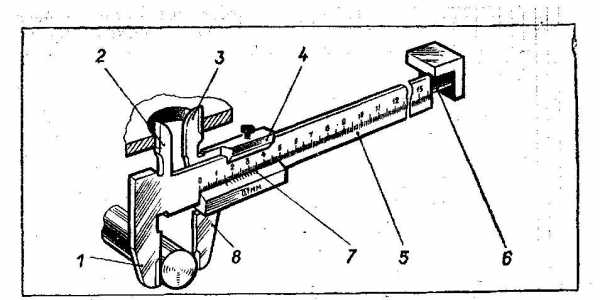
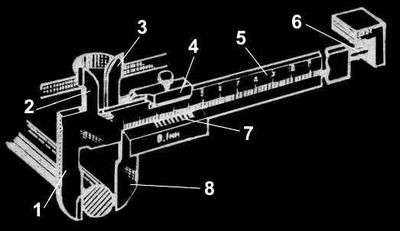
5.1. Kaliper mempunyai dua skala dan peranti skru mikro untuk penyesuaian bingkai dengan baik. Skala utama ditandakan pada bar dengan pembahagian 1 mm, skala kedua berada di vernier, yang terpaku pada bingkai. Bingkai dipasang dengan skru pengunci. Pergerakan bingkai yang lancar disediakan oleh pegas yang terletak di dalam bingkai.









5.2. Dimensi luar diukur dengan rahang bawah. Rahang atas digunakan untuk mengukur dimensi dalaman. Kedua-dua pasang rahang digunakan untuk kerja menanda.
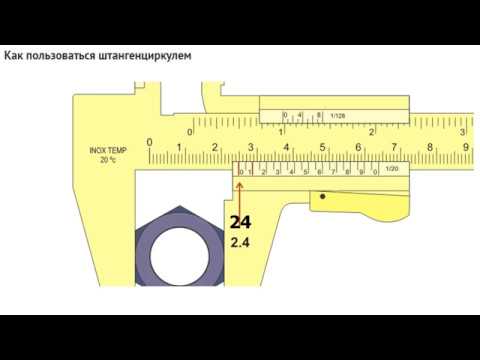
5.3. Dimensi dikira dengan kaedah penilaian langsung kebetulan pembahagian skala dengan pembahagian vernier.
Rajah 1. Skema pengukuran
5.4. Pengukuran menggunakan caliper vernier dari pelbagai elemen struktur (diameter lubang atau poros, jarak dari pusat ke pusat, kedalaman lubang, dan lain-lain) dilakukan seperti berikut: dengan skru 5 tidak terkunci, gerakkan vernier 6 di sepanjang rod 1, bawa permukaan pengukur rod bersentuhan dengan permukaan bahagian yang diukur, dan vernier 2 dan 3 atau rod pengukur 7 yang disambungkan ke vernier.Dalam kedudukan ini adalah perlu untuk mengunci rangka vernier 6 dengan skru 5 dan lepaskan bacaan dari skala peranti.
Contoh praktikal
Kualiti pengukuran bergantung pada kelayakan individu pakar dan kemampuan mata manusia untuk menilai objek pengukuran. Atas sebab inilah kelas ketepatan kaliper terhad kepada pembahagian 0,05 mm - skala vernier yang lebih kecil hampir tidak dapat dilihat oleh penglihatan dan boleh menyebabkan kesalahan. Walaupun terdapat juga kaliper peningkatan ketepatan - hingga 0,02 mm. Skala utama peranti ini mempunyai kelulusan 0,05 mm.
Contoh pengukuran:
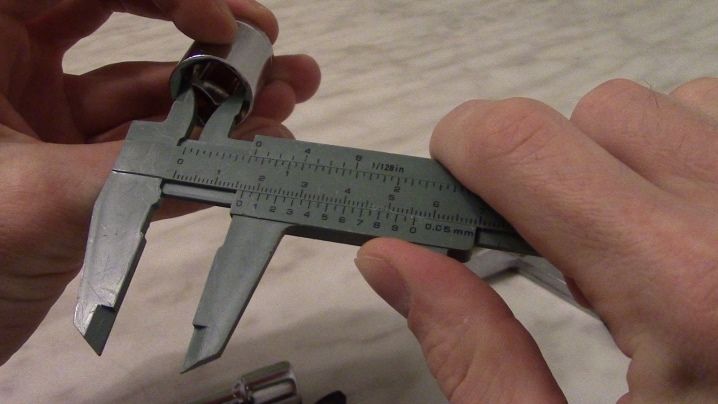
- Pengukuran diameter luar lengan. Bilangan integer pembahagian skala utama adalah 33, garis kebetulan vernier ialah 0.05. Diameter luar lengan adalah 33.05 mm.
- Pengukuran diameter dalaman lengan. Hasilnya ialah 27.30 mm.
- Pemeriksaan dilakukan dengan mengukur ketebalan dinding - 2.80 mm. Pengiraan semula untuk dua ukuran pertama memberikan (33.05-27.30) / 2 = 2.90 mm.
- Pengukuran ketinggian lengan dengan rahang alat - 40,40 mm.
- Pengukuran ketinggian dengan pengukur kedalaman - 40,40 mm.

Apa yang menjelaskan kesalahan yang terhasil dari 0,05 ketika mengukur ketebalan dinding? Terdapat tiga sebab:
- kesalahan alat;
- kerja bahagian. Bushing tidak disapu semasa berpisah, yang menyebabkan hasil yang tidak dapat dipercayai ketika mengukur diameter dalam, dan hasil pengukuran harus memaksa turner untuk memperbaiki penyimpangan ini;
- alasan ketiga dirumuskan secara tepat oleh pencipta besar Renaissance Michelangelo: "Kompas itu harus di mata, bukan di tangan, untuk tangan berfungsi, dan mata menilai." Semasa mengukur, alat pengukur kedalaman dapat dipasang tidak tegak secara tegak, pengukuran yang dihasilkan ternyata tidak dapat dipercayai.
Manual alat menetapkan peraturan mudah mengenai cara mengukur dengan betul dengan kaliper - semasa mengukur (termasuk kedalaman), alat mesti dipasang dengan ketat di sepanjang atau tegak lurus dengan paksi bahagian, rahang mesti ditekan dengan kuat ke permukaan yang akan diukur , dan kereta mesti dipasang dengan skru.
 Manual dalam talian pembuat mesin yang tersedia untuk semua orang menunjukkan bahawa toleransi dimensi di atas ± 0.3 dan ± 0.15 mm untuk batang dalam julat ukuran dari 50 hingga 1000 mm sesuai dengan kelayakan ketepatan dari h8 hingga h12. Menurut kelayakan ini, bahagian peralatan dan mesin yang tidak relevan dibuat - sesendal, gandar, bebibir, penutup. Dengan menggunakan caliper vernier, mustahil untuk menggiling jurnal poros agar galas sesuai dengan kualiti K6 dan toleransi hingga +0,02 mm.
Manual dalam talian pembuat mesin yang tersedia untuk semua orang menunjukkan bahawa toleransi dimensi di atas ± 0.3 dan ± 0.15 mm untuk batang dalam julat ukuran dari 50 hingga 1000 mm sesuai dengan kelayakan ketepatan dari h8 hingga h12. Menurut kelayakan ini, bahagian peralatan dan mesin yang tidak relevan dibuat - sesendal, gandar, bebibir, penutup. Dengan menggunakan caliper vernier, mustahil untuk menggiling jurnal poros agar galas sesuai dengan kualiti K6 dan toleransi hingga +0,02 mm.
Dalam pembuatan bahagian dalam kelas ketepatan 8-12, pengubahsuaian dan jenis kaliper lain digunakan. Alat pengukur kedalaman dan bukannya rahang dilengkapi dengan kaki sokongan untuk pemasangan di tepi atau bahu lubang.Kereta pengukur ketinggian dengan juru tulis yang dipasang membolehkannya digunakan untuk menandakan dimensi ketinggian.
Dengan keseluruhan ciri-cirinya, caliper mendapat tempat dalam heraldry dan emblemologi, yang mencirikan kehadirannya di lambang beberapa kota atau pada lambang jabatan dan struktur sebagai simbol persenjataan teknikal.







Asalnya diposkan 2018-04-06 09:29:21.
Petua Pemilihan
Pemerolehan mana-mana alat pengukur adalah perkara yang sangat penting dan bertanggungjawab, oleh itu, pilihannya mesti dilakukan dengan berhati-hati.
Perkara pertama yang perlu anda perhatikan semasa membeli peranti adalah kelas ketepatan dan keadaan di mana alat itu sepatutnya digunakan.

Semasa membeli kaliper yang dirancang untuk kerja perhiasan, lebih baik berhenti pada sampel miniatur pendek sepanjang 12-15 cm. Lebih senang bagi mereka mengukur objek kecil tanpa takut merosakkan permukaannya.
Sekiranya di tempat pertama adalah kemudahan kerja yang dilakukan, serta kelajuan pengukuran, maka lebih baik memilih model elektronik-digital atau dail-pointer. Bagi kelas ketepatan, untuk kegunaan domestik, peranti dengan bacaan 0.1 mm cukup mencukupi, dan untuk sampel profesional diperlukan ketepatan yang jauh lebih tinggi: skala pembacaan pada peranti tersebut harus mempunyai langkah 0,05, 0,02 dan bahkan 0,01 mm .

Kriteria penting seterusnya adalah pilihan pengeluar. Pakar mengesyorkan membeli produk jenama terkenal, yang akan bertindak sebagai penjamin kebolehpercayaan, ketepatan dan kualiti alat ukur yang tinggi. Sekiranya pengukuran dirancang untuk dibuat dalam keadaan luaran yang sukar, lebih baik membeli peranti yang skala akan terukir pada logam, dan tidak dicat dengan cat. Model profesional yang terbaik adalah model Jerman, Jepun dan Swiss, yang pada dasarnya tidak boleh murah. Tetapi kaliper seperti itu akan bertahan lebih dari belasan tahun dan akan diwarisi oleh cucu.










Pada masa pembelian, anda harus memeriksa ketersediaan dokumentasi yang menyertakan yang menunjukkan kelas ketepatan dan gred keluli, dan juga memastikan bahawa tidak ada permainan antara bahagian pegun dan bergerak. Di samping itu, tanda sifar kedua-dua skala mesti sama apabila rahang ditekan rapat. Sekiranya pengoperasian alat tidak betul, terlalu ketat atau, sebaliknya, pergerakan kerangka pengukur dan rahang yang mudah, serta sekiranya terdapat kecacatan dan kerosakan, pembelian peranti harus ditinggalkan.
Cara menggunakan caliper, lihat di bawah.
Bagaimana cara membaca?
Soalan yang paling menarik berkaitan dengan bekerja dengan caliper adalah penghapusan nilai yang diperoleh sebagai hasil pengukuran.
Artikel ini membincangkan caliper vernier dengan ketepatan 0.1mm. Iaitu, dia dapat mengukur dimensi bahagian dengan ketepatan sepersepuluh milimeter.
Pertimbangkan proses membaca bacaan kaliper semasa mengukur diameter luar paip, yang kita lakukan di atas (lihat item 1).
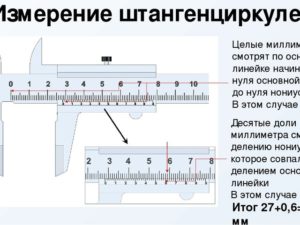
Untuk menentukan jumlah keseluruhan milimeter, kita mesti melihat nilai mana pada skala barbell yang sesuai dengan risiko sifar pada skala vernier. Kami melihat bahawa risiko sifar adalah antara 26 dan 27 mm pada skala utama. Maksudnya, diameter luar paip adalah 26 mm, tetapi kesepuluh masih perlu ditentukan.
Untuk melakukan ini, kita perlu melihat risiko mana yang paling sesuai dengan risiko pada skala barbell
Kami melihat bahawa ini adalah risiko ketujuh vernier yang paling hampir dengan risiko pada skala utama (dalam kes ini, dari empat sentimeter, tetapi nilai skala utama tidak penting), jadi jumlah pecahannya adalah 0,7 mm
Oleh itu, diameter luar paip adalah 26 + 0,7 = 26,7 mm, yang benar sekali, kerana ini adalah paip yang diimport dengan diameter ¾ inci, yang sesuai dengan nilai yang kami peroleh dalam milimeter.
Peraturan untuk menentukan ukuran dengan caliper dapat dirumuskan sebagai berikut:
Bilangan bilangan milimeter bilangan bulat ditentukan oleh nilai risiko pada skala bar yang terletak di sebelah kiri risiko sifar vernier, dan pecahan milimeter ditentukan oleh nilai risiko vernier, yang paling dekat sepadan dengan risiko pada skala utama. Sekiranya risiko sifar skala vernier bertepatan dengan risiko pada skala milimeter rod, maka nilai ukuran dinyatakan sebagai bilangan bulat
Mengapa Kesalahan Pengukuran Berlaku
Kesalahan yang paling biasa yang mengurangkan ketepatan hasil pengukuran dengan instrumen yang dapat digunakan:
- Tekanan yang berlebihan pada bingkai akan menyebabkannya miring berbanding boom. Kesan yang sama diperoleh jika, ketika mengukur dengan rahang bawah, caliper vernier diturunkan oleh yang atas.
- Pemasangan rahang pada fillet, chamfers dan fillet.
- Skew kedudukan.
- Penentukuran instrumen yang tidak normal.
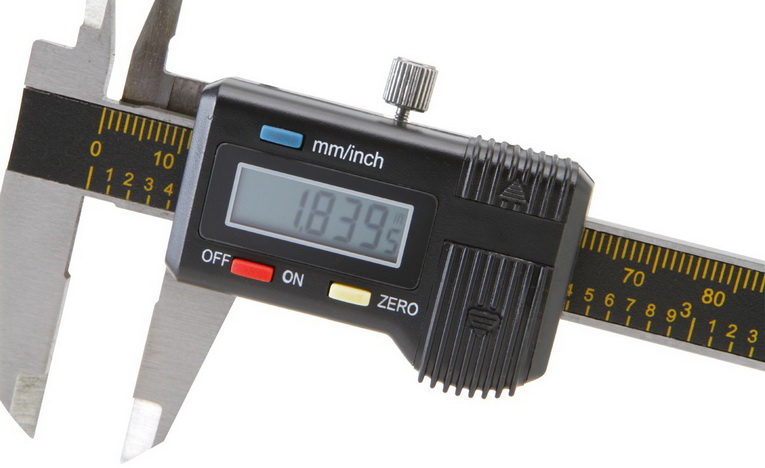
Tiga kesilapan pertama paling kerap timbul kerana kekurangan pengalaman, dan hilang dengan latihan. Yang terakhir mesti dicegah pada tahap persiapan pengukuran. Cara termudah adalah dengan menetapkan “0” pada kaliper elektronik: untuk ini terdapat butang (dalam Gambar 6, butang “ZERO”). Penunjuk jam diset semula ke sifar dengan memutar skru yang terletak di bahagian bawahnya. Untuk menentukurkan vernier, longgarkan skru yang diikat pada bingkai, gerakkan ke kedudukan yang diingini dan betulkan semula.






Deformasi elemen kaliper dan keausan permukaan pengukur menjadikan alat ini tidak dapat digunakan. Untuk mengurangkan jumlah penolakan dalam pengeluaran, kaliper menjalani pengesahan berkala dalam perkhidmatan metrologi. Untuk menguji ketepatan alat dan memperoleh kemahiran di rumah, anda dapat mengukur bahagian yang dimensinya diketahui terlebih dahulu, misalnya, batang gerudi atau cincin galas.