Kelebihan
Plexiglass adalah bahan yang sangat ringan, tetapi dengan kelikatan tinggi. Di satu pihak, sekiranya penampilan lubang tidak menjadi masalah, anda boleh mengebornya dengan paku biasa yang dimasukkan ke dalam gerudi. Sebaliknya, apabila rata, tepi halus dan ketepatan tinggi diperlukan, ketepatan yang hebat diperlukan.
Tidak seperti gerudi tirus atau gerudi putar kaunter, sebagai peraturan, ia berfungsi pada kelajuan tinggi - hingga 10.000 rpm. Pada kelajuan ini, bahan memanas dan sebahagiannya cacat. Tepi Matt, misalnya, adalah hasil penggerudian yang tidak dapat dielakkan. Sekiranya anda tidak mengikuti peraturan untuk mengendalikan alat - penyejukan, penyingkiran cip, gerudi boleh rosak.
Semasa menggerudi plexiglass, bahan likat membungkus hujung dan mengeras, putarannya tersekat. Sekiranya alat tidak dimatikan, gerudi kemungkinan akan pecah. Di samping itu, hampir mustahil untuk mengeluarkan serpihan yang pecah dari jisim kaca tanpa memotongnya.
Walau bagaimanapun, menggunakan alat yang diasah dengan betul akan memastikan anda mendapat lubang yang lurus dan tepat dan tidak memerlukan pemutaran semula atau pemalsuan semula pada masa akan datang.
Skop permohonan
Bor digunakan untuk membuat lubang melalui dan membutakan, serta untuk reaming - membesarkan atau menentukur lubang yang sudah terbentuk.
Foto menunjukkan proses penggerudian plexiglass dengan gerudi silinder
Penggunaan alat ini atau itu ditentukan oleh bahan pembuatan, kaedah pengeluaran - satu bahagian, dikimpal, dengan plat keadaan pepejal, gabungan sudut penajam, serta diameter dan kedalaman penggerudian.
Klasifikasi umum mengikut skop aplikasi membahagikan latihan kepada kumpulan berikut.
- Latihan logam - kadang-kadang ia dipanggil universal. Oleh kerana gerudi dirancang untuk bekerja dengan logam dan aloi, yang sering kali mempunyai kekuatan atau kekerasan yang luar biasa, alat tersebut dapat menggerudi bahan apa saja. Untuk plexiglass, misalnya, latihan HSS standard digunakan, tetapi dengan penajaman yang berbeza.
- Untuk konkrit - juga digunakan untuk menggerudi bata dan batu. Mereka dibezakan dengan hujung yang diperbuat daripada aloi keras, kerana ia dirancang untuk berfungsi dengan kaedah putaran kejutan. Shank berbentuk silinder - alat dalam kebanyakan kes digunakan dalam palu putar dan gerudi.
- Untuk kaca dan seramik - bahan ini keras dan rapuh, jadi penggerudiannya memerlukan ketepatan. Gunakan latihan inti atau gerudi berlubang (tanpa benang skru) dengan penyemburan karbida atau berlian.
- Untuk kayu, ini adalah spiral atau bulu standard; kedua-dua jenis digunakan untuk bekerja dengan plexiglass.
Kami menganalisis kebaikan dan keburukan alat tersebut
| Pelantikan | Borang | kebaikan | Kekurangan |
| Untuk logam | Kerucut | Biarkan menjalankan kerja dalam satu tahap | Tidak sesuai untuk latihan kuasa rendah |
| Melangkah | Sesuai untuk membuat ceruk dengan lebar yang berbeza. Penggerudian dalam satu hantaran sudah cukup | Hanya digunakan untuk kepingan logam dengan ketebalan tidak melebihi 2 mm | |
| Lingkaran | Boleh dipercayai, terus mengasah dengan baik | Memerlukan penggunaan produk dengan ketebalan yang berbeza untuk membuat diameter lubang yang diinginkan | |
| Dinobatkan | Sesuai untuk membuat lubang besar selebar 30 mm | Tidak sesuai dengan latihan konvensional | |
| Dengan kayu | Gergaji lubang | Boleh digunakan untuk lapisan PVC, polistirena yang diperluas dan polikarbonat selular | Pemasangan soket di permukaan OSB atau lapisan memerlukan pengerjaan semula lubang dengan jigsaw |
| Spiral untuk kayu | Menghasilkan kemurungan berkualiti tinggi tanpa serat koyak | Skop terhad | |
| Skru | Memberikan potongan yang kemas dan bersih, walaupun pada kayu lembap | ||
| Ballerina | Berikan keupayaan untuk menyesuaikan diameter lubang masa depan | ||
| Perovs | Menghasilkan tepi bersih, tanpa serat kayu yang koyak | Semasa membuat lubang kedalaman kecil, alur dari titik tetap di bahagian tengahnya. Alat ini hanya berfungsi pada kelajuan rendah | |
| Latihan Forstner | Buat lubang dengan tepi yang kemas dan bahagian bawah rata | ||
| Di atas konkrit, bata dan batu | Lingkaran | Berfungsi dengan baik dengan konkrit dan bata | |
| Dinobatkan | Lakukan tugas dengan baik | Memerlukan penggerudian tukul, oleh itu tidak sesuai untuk latihan biasa | |
| Skru | Direka untuk pengekstrakan habuk yang baik | ||
| Pada jubin dan kaca | Dinobatkan | Julat diameter besar | Memerlukan sentuhan permukaan yang lancar, tidak ada goyangan atau tekanan yang tidak rata |
| Perovs | Kekuatan aloi dalam pembinaan | Pilihan kecil diameter untuk penggerudian |
2 Latih tubi dengan batang silinder
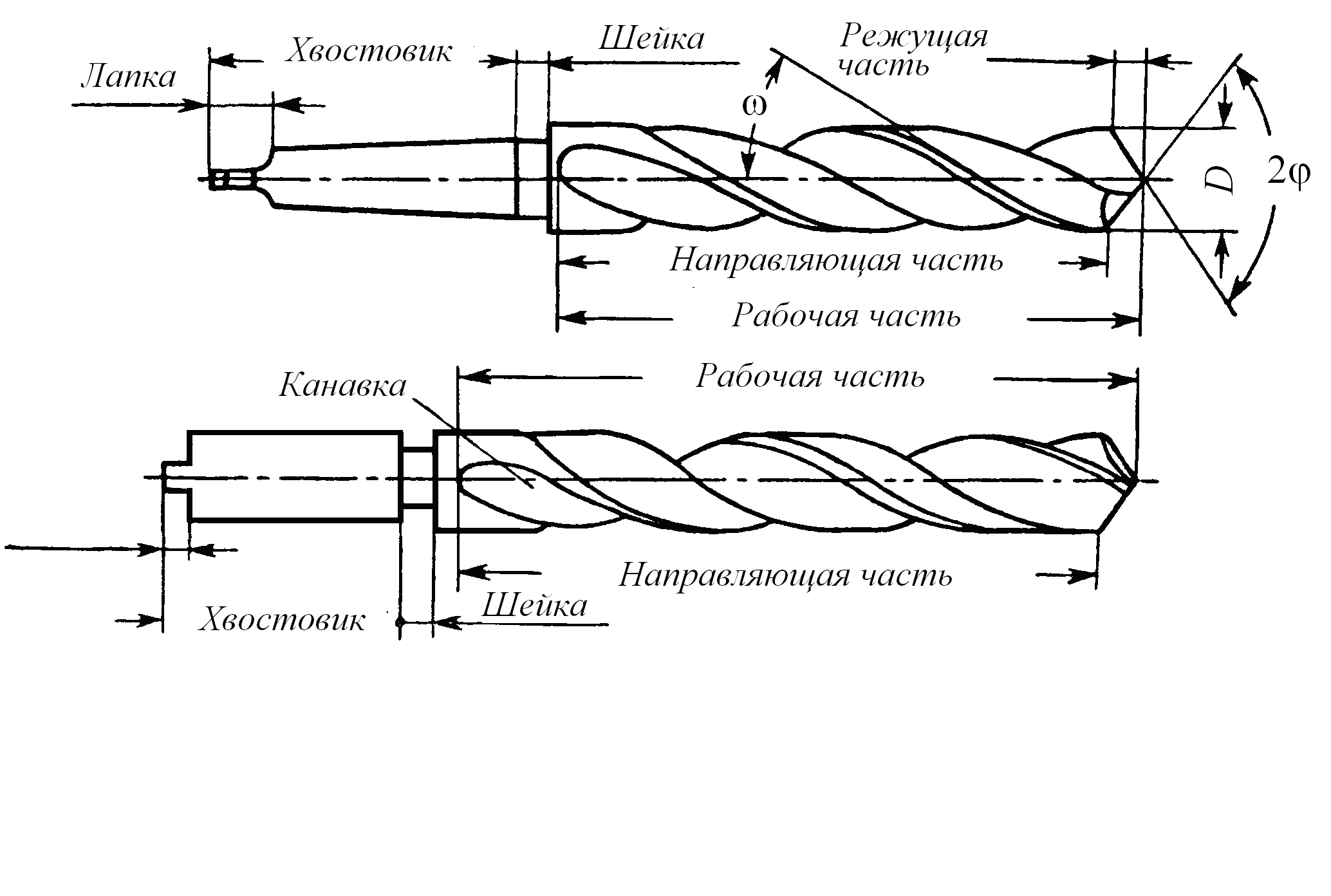
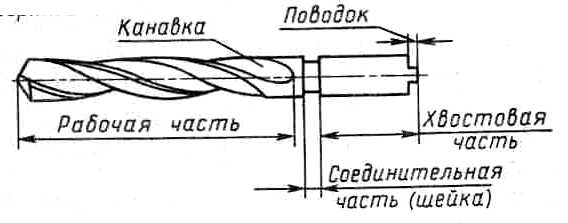
Latihan putar dengan batang silinder dihasilkan dalam siri pendek, sederhana dan panjang mengikut piawaian yang berkaitan. Varieti ini memberikan pilihan alat yang tepat untuk setiap tugas tertentu.
Untuk semua latihan, lubang pusat dibuat sesuai dengan GOST 14034. Dibolehkan untuk menghasilkan alat tanpa lubang pusat. Produk siri sederhana dan panjang boleh dihasilkan dengan atau tanpa leher mengikut piawaiannya. Ukurannya tidak diatur.
GOST 4010-77 berlaku untuk latihan siri pendek kiri dan kanan dengan diameter 0,5-40 mm. Menurut piawaian ini, bergantung pada diameter gerudi yang dihasilkan, panjangnya adalah (mm):
- jumlah keseluruhan instrumen adalah 20-200;
- bahagian kerja - 3–100.
GOST 10902-77 berlaku untuk latihan kiri dan kanan siri tengah dengan diameter 0.25–20 mm. Panjangnya adalah (mm):
- jumlah keseluruhan instrumen adalah 19–205;
- bahagian kerja - 3-140.
GOST 886-77 berlaku untuk latihan siri panjang dengan diameter 1,31,5 mm. Panjangnya adalah (mm):
- jumlah keseluruhan instrumen adalah 56–316;
- bahagian kerja - 33–207.
Untuk produk ini, arah putaran betul. Yang kiri dihasilkan dengan persetujuan dengan pelanggan.







Untuk semua alat ini, keperluan teknikal untuk pembuatan diatur oleh GOST 2034-80. Menurut dokumen ini, latihan ini diperbuat daripada keluli berkelajuan tinggi dan bertujuan untuk menggerudi lubang pada besi cor mulur dan kelabu, keluli aloi dan karbon struktur dan alat, keluli struktur yang tinggi dan peningkatan kebolehkerjaan. Alat ini dihasilkan dalam 3 kelas ketepatan:
- ketepatan tinggi - A1;
- biasa - B1;
- normal - V.
Selain alat yang diperbuat daripada keluli berkelajuan tinggi, gerudi juga boleh dibuat dari keluli aloi 9XC atas permintaan pelanggan. Alat ini dapat dihasilkan bukan hanya dalam satu bahagian, tetapi juga dikimpal. Bahagian batang produk yang dikimpal hendaklah diperbuat daripada keluli 45 atau 40X. Tidak dibenarkan di zon kimpalan: kekurangan penembusan, rongga permukaan dan retakan cincin.
2 Gerudi kon untuk logam - varieti
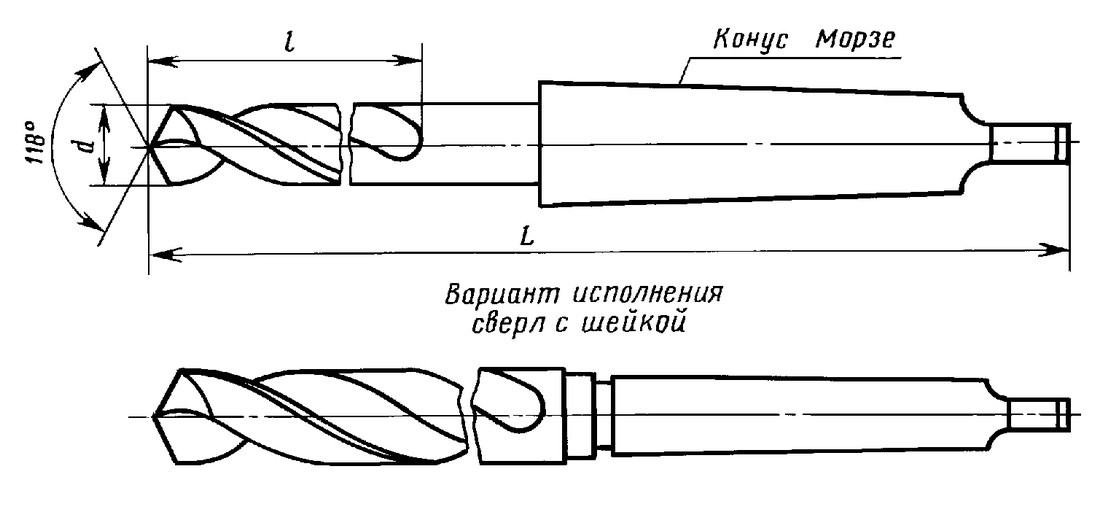
Alat penoreh shank adalah yang paling biasa. Ia mudah dan cepat dikeluarkan dan senang digunakan. Selalunya ia digunakan untuk mesin CNC atau mesin di mana perubahan alat automatik berlaku. Terdapat norma dan standard tertentu untuk pembuatan jenis latih tubi ini. Penoreh shank yang dipendekkan diperoleh dengan mengurangkan bahagian tirus yang lebih tebal. Biasanya, semasa membeli, anda dapat melihat penandaan peranti ini. Mereka ditetapkan: B7 (dipendekkan menjadi 14 mm), B10, B12 (dipendekkan menjadi 18 dan 22 mm), B16, B18 (dipendekkan menjadi 29 dan 37 mm), B22, B24 (dipendekkan menjadi 45 dan 55 mm). Satu jenis gerudi kerucut dengan pemendekan dipilih bergantung pada pekerjaannya, iaitu pada kedalaman lubang yang sedang dibuat. Terdapat juga latihan lengkung lancip.
Shank tirus dengan sudut lebih besar dari 1 darjah dan nisbah 1 hingga 20 ke hujung didefinisikan sebagai pengetuk metrik.Dengan reka bentuk mereka, mereka tidak berbeza dengan kerucut Morse. Mereka juga datang dalam pelbagai ukuran dan nombor: No. 80, 100, 120, 160, 200. Selalunya, shanks dengan tirus Morse digunakan ketika bekerja dengan lubang. Mereka pertama kali dicadangkan oleh Stephen Morse (penemu latihan pertama). Mereka muncul pada tahun 1864. Pencipta kemudian telah mencadangkan lapan ukuran asas dari KM0 hingga KM7. Pengrajin kami lebih suka kon metrik. Ini mungkin disebabkan oleh fakta bahawa mereka dijelaskan dalam GOST domestik, yang mana menurutnya kebanyakan petunjuk teknikal di perusahaan dibuat.
Shank tirus dapat ditunjukkan dalam reka bentuk yang berbeza: dengan kaki, benang atau tanpa kaki dan benang. Peranti dengan kaki dilekatkan pada gelendong dengan menyekat kaki ini, biasanya terdapat alur khas di lengan gelendong. Tujuan kaki adalah untuk memudahkan merobohkan kerucut dari gelendong, dan juga untuk mengelakkan pusing. Peranti dengan benang dalaman dipasang di gelendong menggunakan batang (batang tarik), yang diikat ke ujung kerucut. Penggunaan penoreh berulir adalah jaminan bahawa alat itu tidak akan jatuh. Selain itu, penggunaannya akan memudahkan penyingkiran kerucut jika tersekat di gelendong semasa operasi.
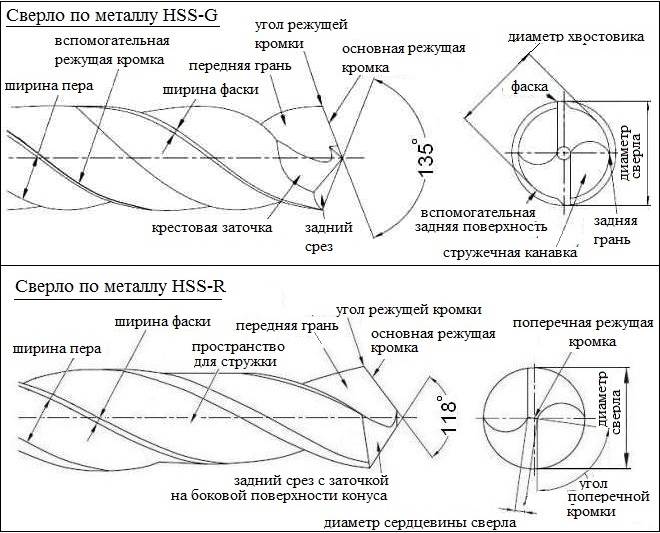
Mengasah gerudi
Bentuk gerudi dipilih bergantung pada diameternya dan bahan yang sedang diproses. Untuk latihan dengan diameter hingga 12 mm, gunakan:
- Pengasah tunggal - untuk penggerudian keluli dan besi tuang;
- Tunggal dengan pinggir melintang untuk besi dan besi yang tidak keras dengan kulit yang tidak pecah.
Untuk latihan dengan diameter lebih dari 12 mm, gunakan:
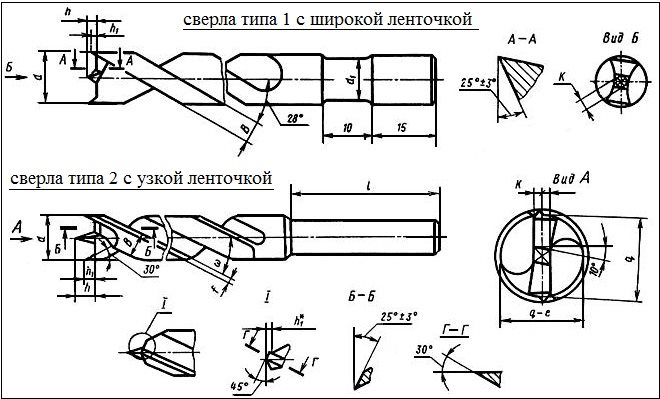
- Pengasah tunggal dengan tepi melintang dan pengasah pita - untuk keluli keras;
- Mengasah dua kali dengan penajam silang - untuk besi tuang dan besi tuang dengan kerak yang tidak pecah.
- Ganda dengan tepi silang dan pengasah pita untuk keluli keras, besi dan besi tuang dengan kerak yang dikeluarkan.
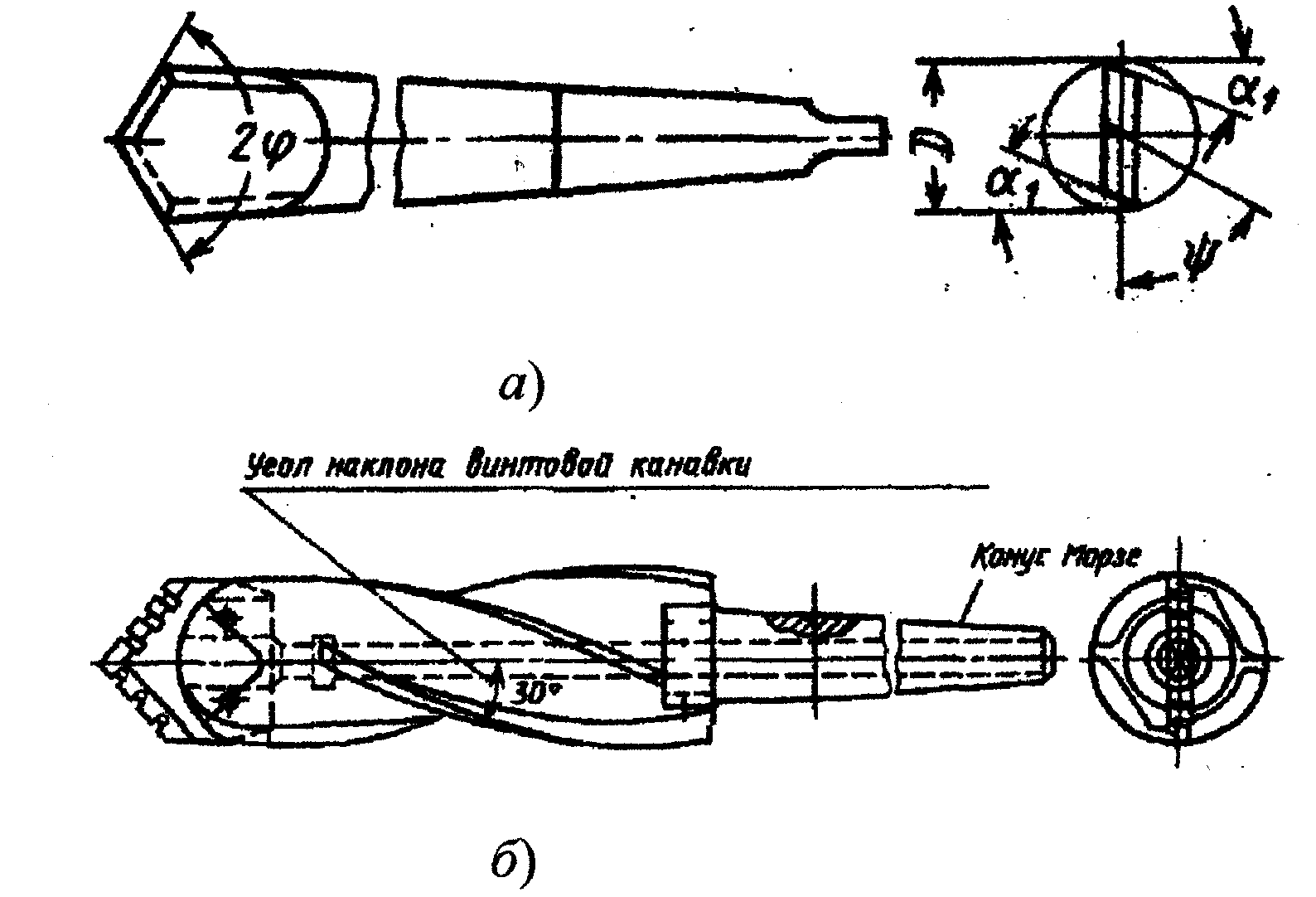
Sudut gerudi
Sudut kecondongan gerudi bergantung pada jenis bahan kerja.
| Bahan yang diproses | Sudut berganda dalam pelan 2F |
|---|---|
| Besi tuang, keluli, gangsa keras | 116 – 118 |
| Tembaga merah | 125 |
| Gangsa lembut | 130 |
| Aluminium, silumin | 130 – 140 |
| Bahan rapuh (Marmer, dll.) | 80 |
Bor diasah pada mesin penajam atau secara manual pada emery; dalam kes kedua, tidak mustahil untuk menjaga sudut secara tepat tanpa menggunakan peranti khas.
Diameter gerudi, sebagai peraturan, dipilih sedikit lebih sedikit daripada diameter lubang yang akan dihasilkan, ini disebabkan oleh fakta bahawa lubang itu pecah semasa penggerudian.
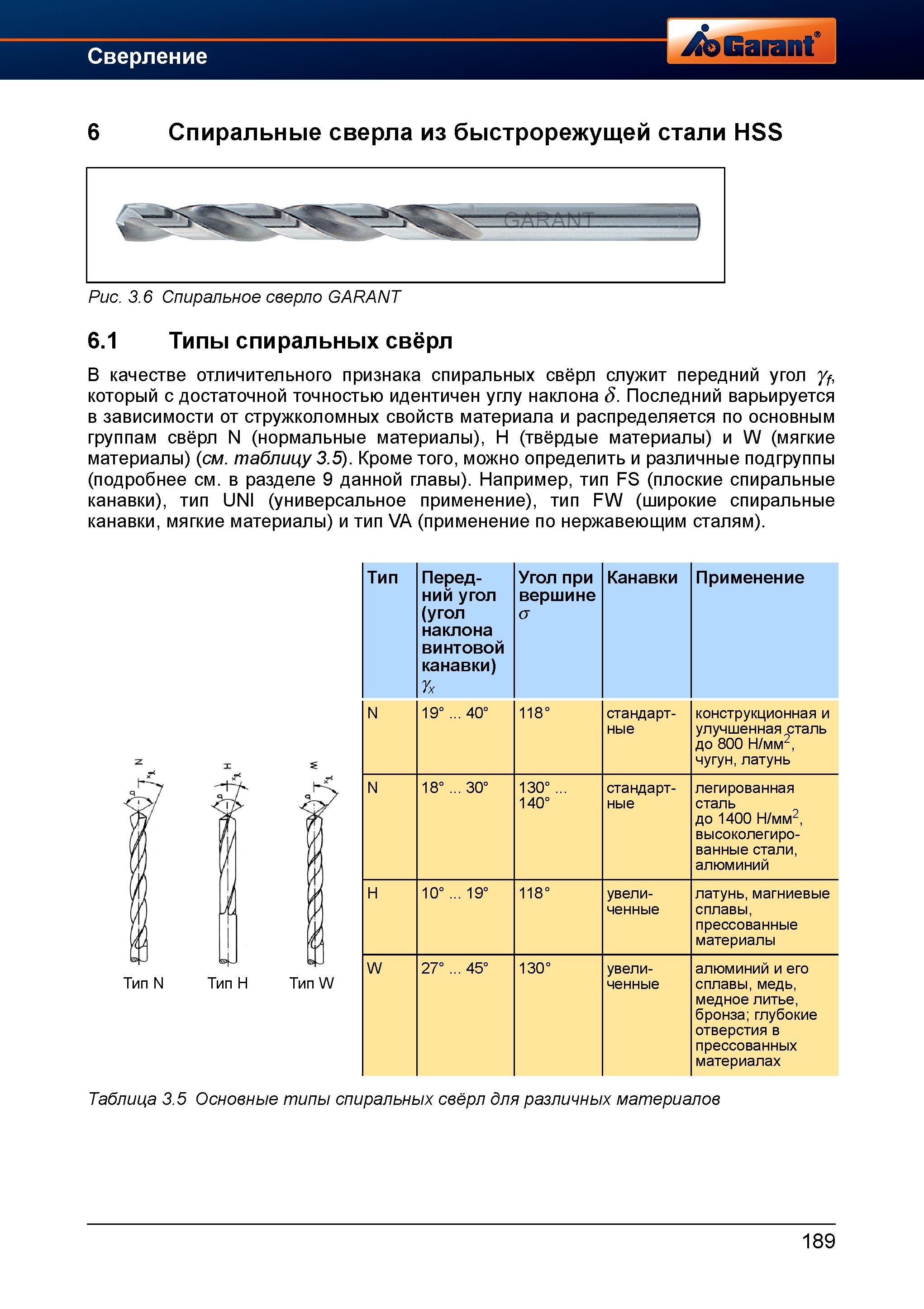
Jenis gerudi untuk logam
- Spiral (biasa dan paling popular)
- Dinobatkan
- Kerucut atau melangkah atau kerana mereka menyebutnya kerucut
- Bor berlubang
Di sini kami telah membahagikan latihan mengikut penampilan mereka. Ini akan menjadi kriteria utama. Sekarang mari kita bahas secara umum jenis yang telah kita kenalpasti, dalam situasi di mana kita akan menggunakan latihan ini atau jenis latih tubi ketika bekerja dengan logam.





Lingkaran
Latihan memutar untuk logam adalah yang paling popular, dan bukan hanya ketika bekerja dengan logam. Mereka mempunyai ketepatan dan kualiti yang tinggi ketika menggerudi lubang. Latihan putar adalah pandangan silinder dengan alur lingkaran yang terletak di sepanjang kawasan kerja. Mereka membenarkan penyingkiran serpihan logam dari lubang digerudi. Di hujung kawasan kerja, biasanya terdapat dua tepi yang memotong logam. Oleh kerana itu, gerudi membuat lubang pada logam.
Latihan putar boleh digunakan pada mesin penggerudi dan gerudi tangan. Pada mesin, ketepatan kerja anda akan lebih tinggi.
Latihan putar untuk logam dilengkapi dengan batang silinder dan kanon dan heks.
Bor logam dengan batang kanon
Sekiranya anda melihat prestasi gerudi putar, kumpulan berikut dapat dibezakan:
- Latih tubi berketepatan tinggi. Latihan ini digunakan oleh pengrajin yang memerlukan ketepatan yang tinggi ketika menggerudi. Setelah membeli gerudi seperti itu, anda akan memastikan ketepatannya ke mikron, dalam diameter lubang. Latihan peningkatan ketepatan dapat dikenali dengan tanda A1 yang dicap di pangkalnya.
- Gerudi putar tangan kiri. Untuk menjawab persoalan tentang apa yang digunakan, Anda dapat mengingat situasi yang menimpa banyak orang, iaitu ketika kepala baut putus. Tidak mungkin melepaskan asasnya. Untuk kes seperti ini, sveto spiral kiri dimaksudkan - ia membantu melepas baut dan kancing yang putus. Seseorang akan mempunyai soalan bagaimana membezakan gerudi kiri dari yang biasa - untuk ini cukup untuk melihat ke arah mana kawasan kerjanya dipintal.
- Latihan putar logam untuk kegunaan umum. Ini adalah jenis yang paling kerap kita gunakan. Mereka mempunyai pelbagai diameter kerja, hingga 80mm. Latihan seperti ini sering digunakan dalam kehidupan seharian dan juga dalam pengeluaran.
Latih tubi teras
Latihan teras untuk logam membolehkan anda membuat lubang pada logam yang berdiameter besar. Oleh kerana semasa menggunakannya, hanya bahagian luar diameter yang dipotong, penggunaan tenaga untuk penggerudian adalah minimum. Ini membolehkan lubang yang lebih besar digerudi lebih cepat daripada dengan latihan putar. Di tengah gerudi teras adalah gerudi putar konvensional untuk pemusatan. Mereka membiarkan lubang hingga diameter 15 sentimeter digerudi.
Dalam penampilan, gerudi teras logam kelihatan seperti kaca, dengan alur di luar, untuk mengeluarkan kerepek. Dan dengan latihan berpusat. Di hujung bit terdapat gigi pemotong, yang diperbuat daripada logam keras dan berlapis berlian.
Kerucut (melangkah, kon)
Langkah atau gerudi kerucut mendapat namanya dari penampilannya. Ia kelihatan seperti kerucut. Penggerudian gerudi yang melangkah boleh menjadi licin atau tangga. Gerudi langkah kerucut untuk logam bersifat universal, kerana satu gerudi seperti itu dapat membuat lubang dengan diameter yang berbeza. Ini digunakan untuk menggerudi lubang dari berbagai diameter, atau untuk membesarkan lubang pada logam tipis, terutama hingga 4mm. Pada akhirnya, gerudi lancip mempunyai hujung berpusat, yang membolehkan anda segera memulakan penggerudian di tempat yang tepat, tanpa beralih.
Latihan kerucut terdapat dalam pelbagai diameter, dari 4mm hingga 32mm.
Mata gerudi untuk logam
Bor pen untuk logam mempunyai bahagian kerja yang rata, dan boleh diganti. Sisipan pengganti untuk gerudi logam boleh dibeli secara berasingan apabila yang lama kusam.






Dari kelebihan latihan pena, harganya yang rendah dapat ditekankan, yang menjadikannya popular untuk digunakan di rumah.
Kelemahan gerudi pertama adalah kekurangan penyingkiran cip, yang memberikan beberapa kesulitan semasa bekerja. Semasa penggerudian, anda harus berhenti lebih kerap dan mengeluarkan gerudi bulu dari lubang untuk mengeluarkan kerepek.
Ciri gerudi
 Alat ini boleh berbeza dari segi reka bentuk dan ukuran, warna dan sudut penajaman.
Alat ini boleh berbeza dari segi reka bentuk dan ukuran, warna dan sudut penajaman.
Petunjuk utama setiap latihan adalah kekuatannya. Ia harus lebih tinggi dari permukaan yang akan dirawat.
Komponen penting adalah batang, yang dipadankan dengan cengkaman peralatan yang digunakan.
Bahan
Komponen dihasilkan dari pelbagai jenis aloi. Keluli berkelajuan tinggi terpakai P9, P18 dan P9K15. Untuk elemen dengan lebar lebih daripada 8 mm, pengelasan khas digunakan. Sumber keras biasanya diproses dengan lekapan berasaskan kobalt. Carbide Victory bit sesuai untuk bekerja dengan batu bata, konkrit dan batu.
Komposisi mungkin mengandungi molibdenum, kromium dan vanadium.
Salutan
Untuk meningkatkan jangka hayat, lapisan khas digunakan pada bahagian:
- Filem oksida - melindungi daripada terlalu panas semasa geseran dan karat yang kuat.
- Penyemburan berlian - mempunyai ketahanan maksimum, digunakan untuk komponen memproses lapisan keras.
- Titanium shell - menggabungkan tiga kumpulan lapisan (TiN, TiCN, TiAIN).
Pewarnaan
 Warna Borax juga penting
Warna Borax juga penting
Warna menentukan jenis lapisan dan teknologi penciptaan:
Kelabu adalah warna semula jadi badan keluli. Bahagian tersebut belum diproses, yang bermaksud ia mempunyai harga yang rendah dan jangka hayat yang pendek.
Badan keluli hitam terkena wap yang terlalu panas. Produk sedemikian lebih tahan lama.
Kuning - komponen yang telah melewati tahap tempering (pengurangan tekanan dalaman). Bahan kerja seperti itu mempunyai indeks kekerasan yang tinggi.







Emas - naungan titanium nitrida. Bahan kerja dengan warna ini dicirikan oleh peningkatan kekuatan dan geseran rendah.
Berat dan ukuran
Julat komponen yang dihasilkan cukup besar dan dimensinya bergantung pada tujuannya.
Model yang paling popular terdapat dalam saiz berikut:
- Panjang - 5,6-25,4 cm, dengan diameter 1-20 mm.
- Memanjang - 1.9-20.5 cm, lebar 0.3-20 mm.
- Pendek - 2-13.1 cm, dengan diameter 0.3-20 mm.
Berat lekapan ditentukan oleh reka bentuk, bahan dalam komposisi dan ukurannya. Pilihan standard mencapai berat dari beberapa unit hingga puluhan gram.
Ciri dan Geometri Gerudi Putar
Pemprosesan benda kerja pada mesin penggerudian dilakukan dengan latih tubi, perangkaan balik, reamer, paip dan alat gabungan.
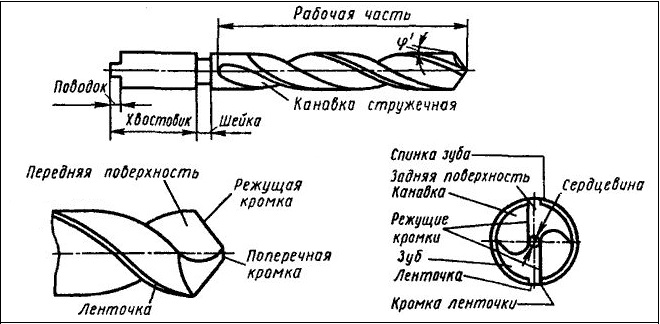
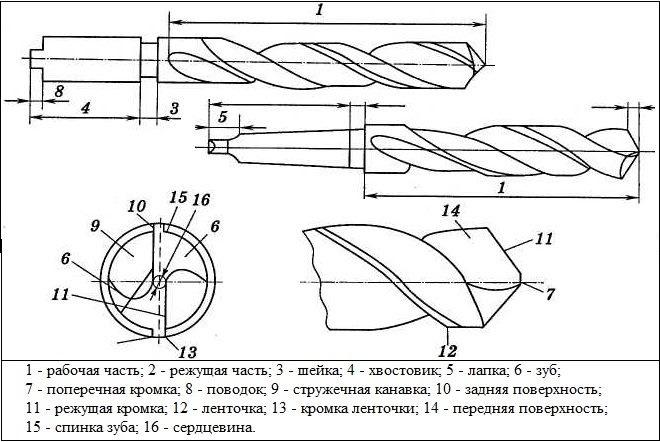
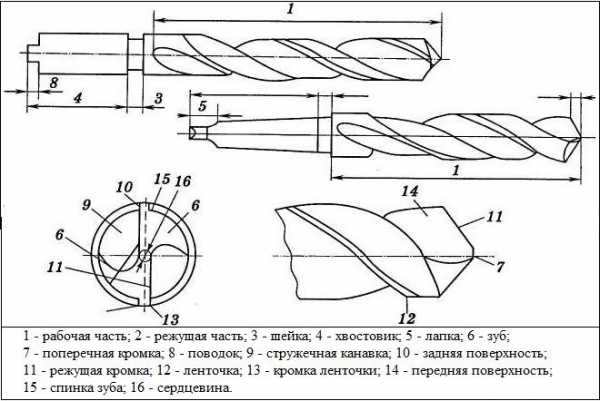
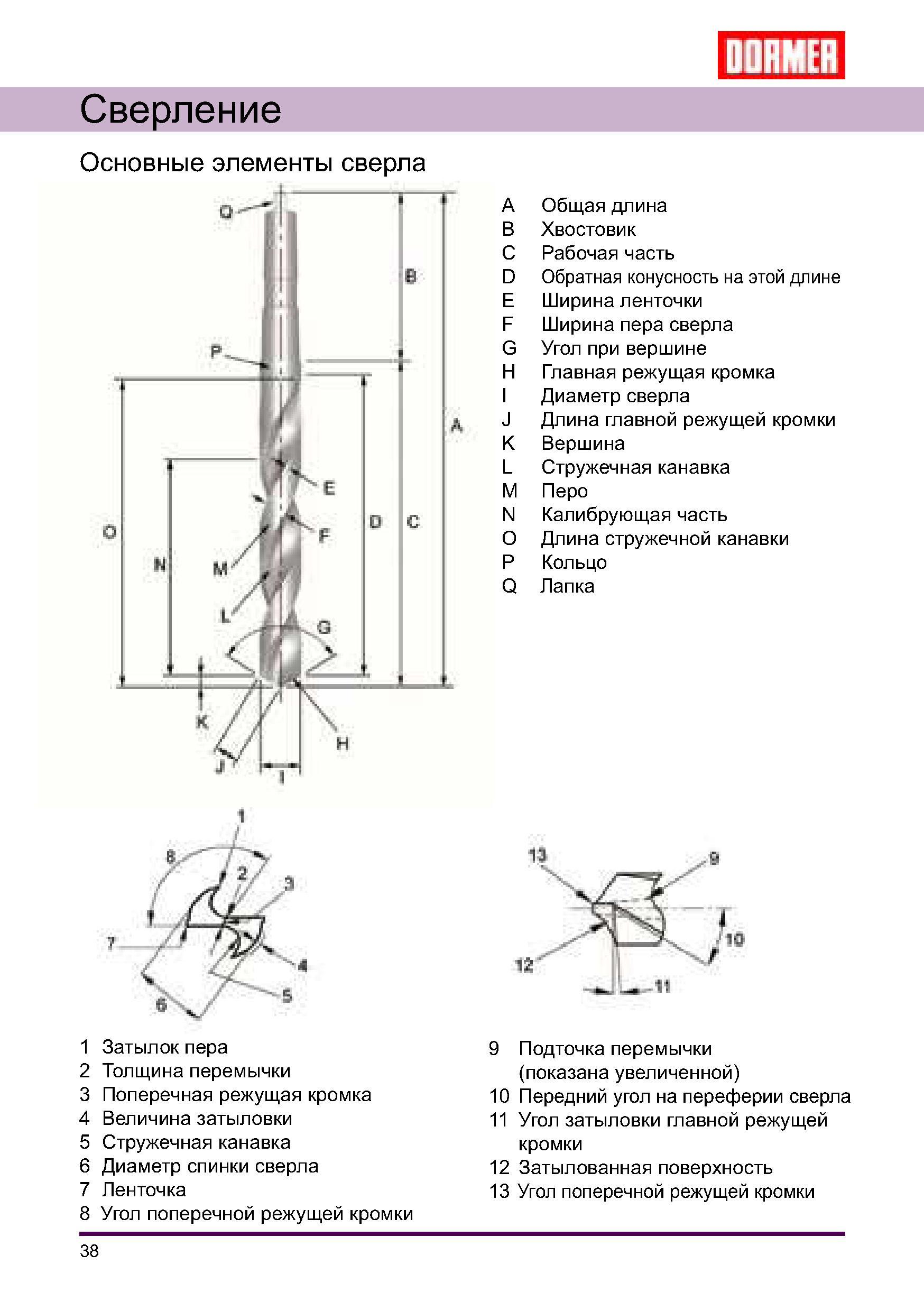
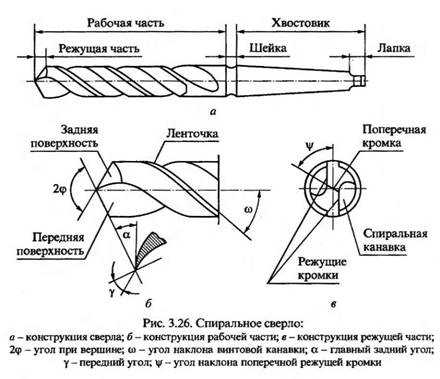
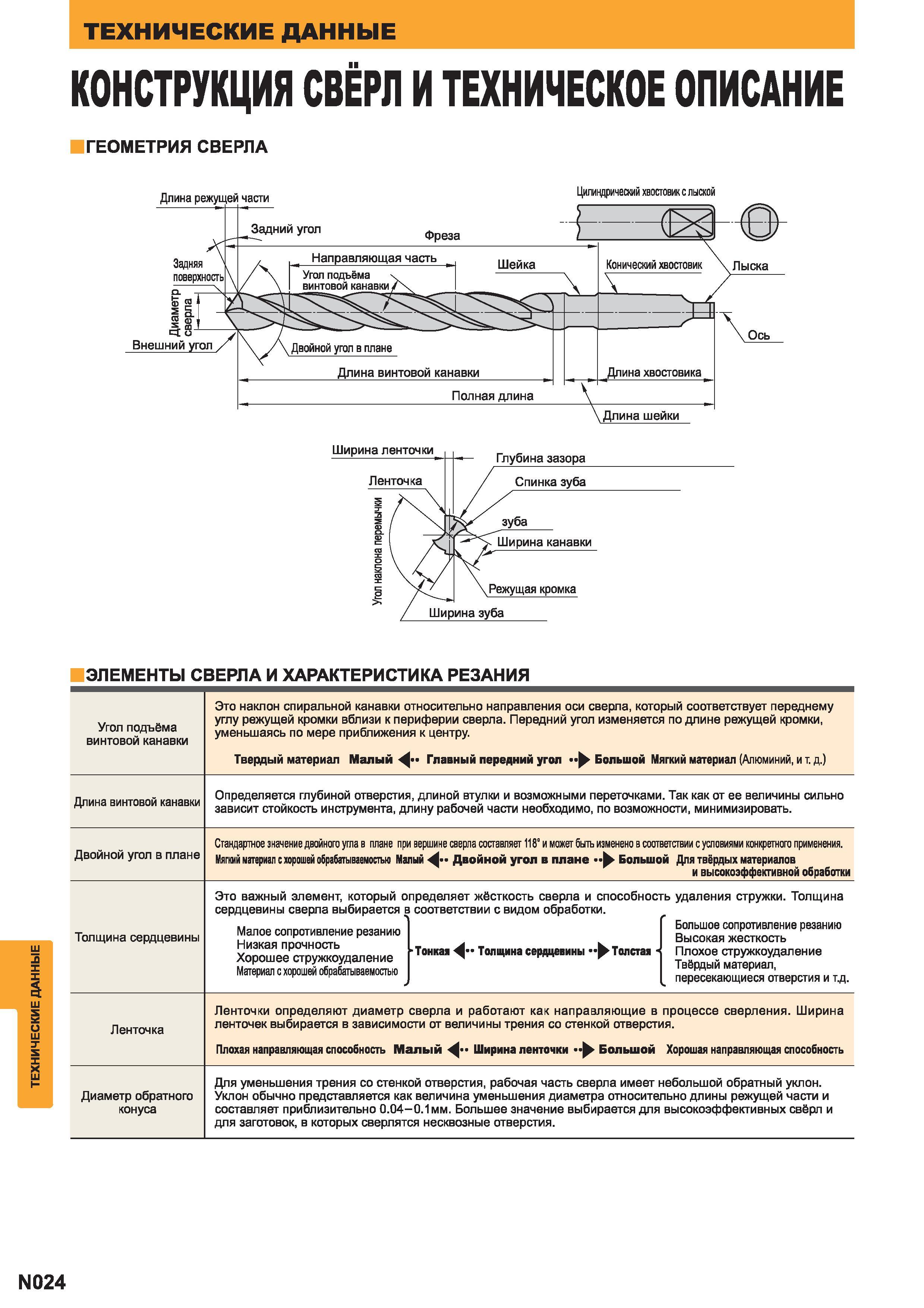
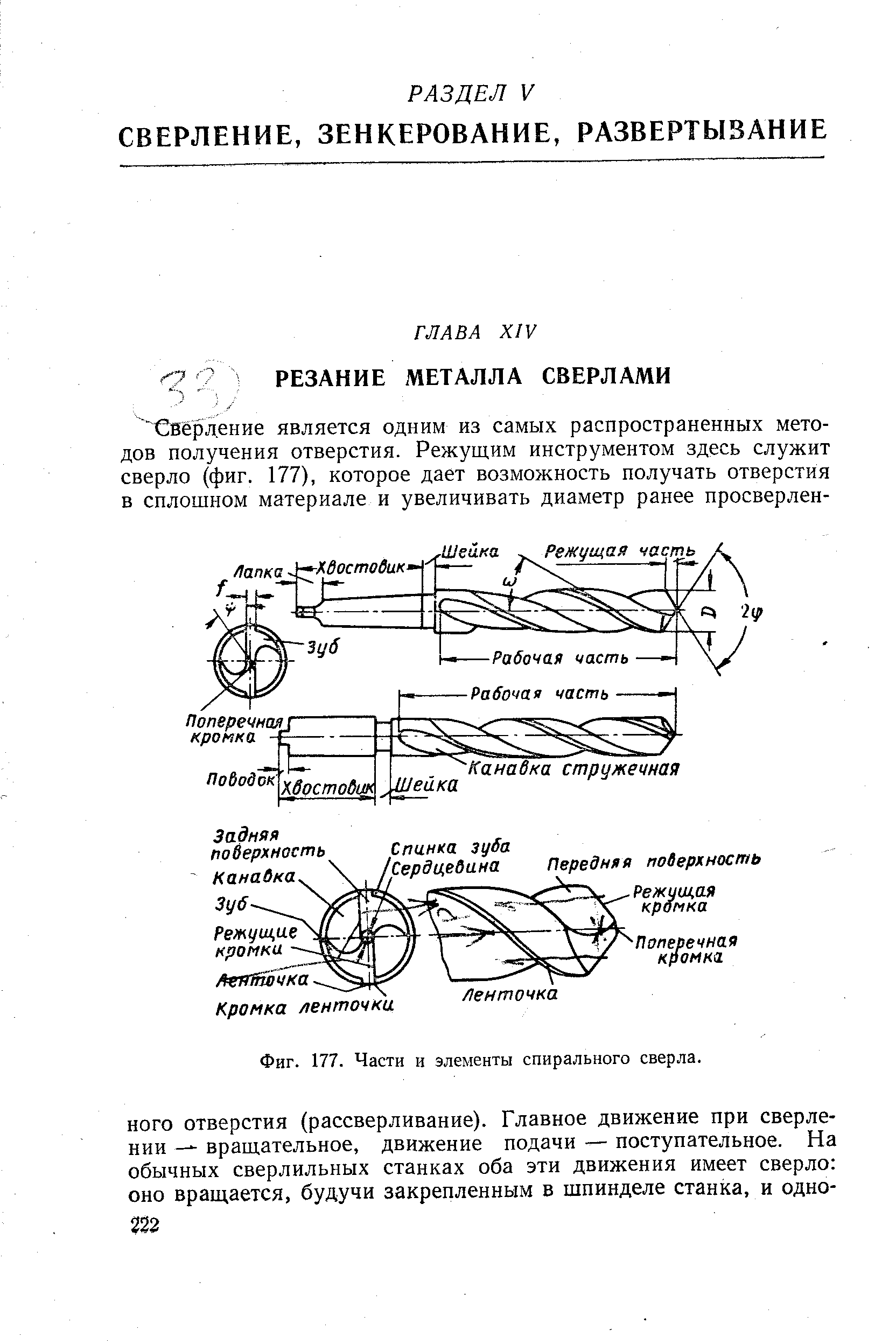
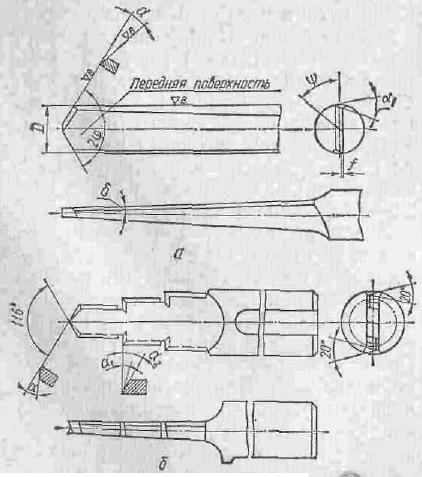
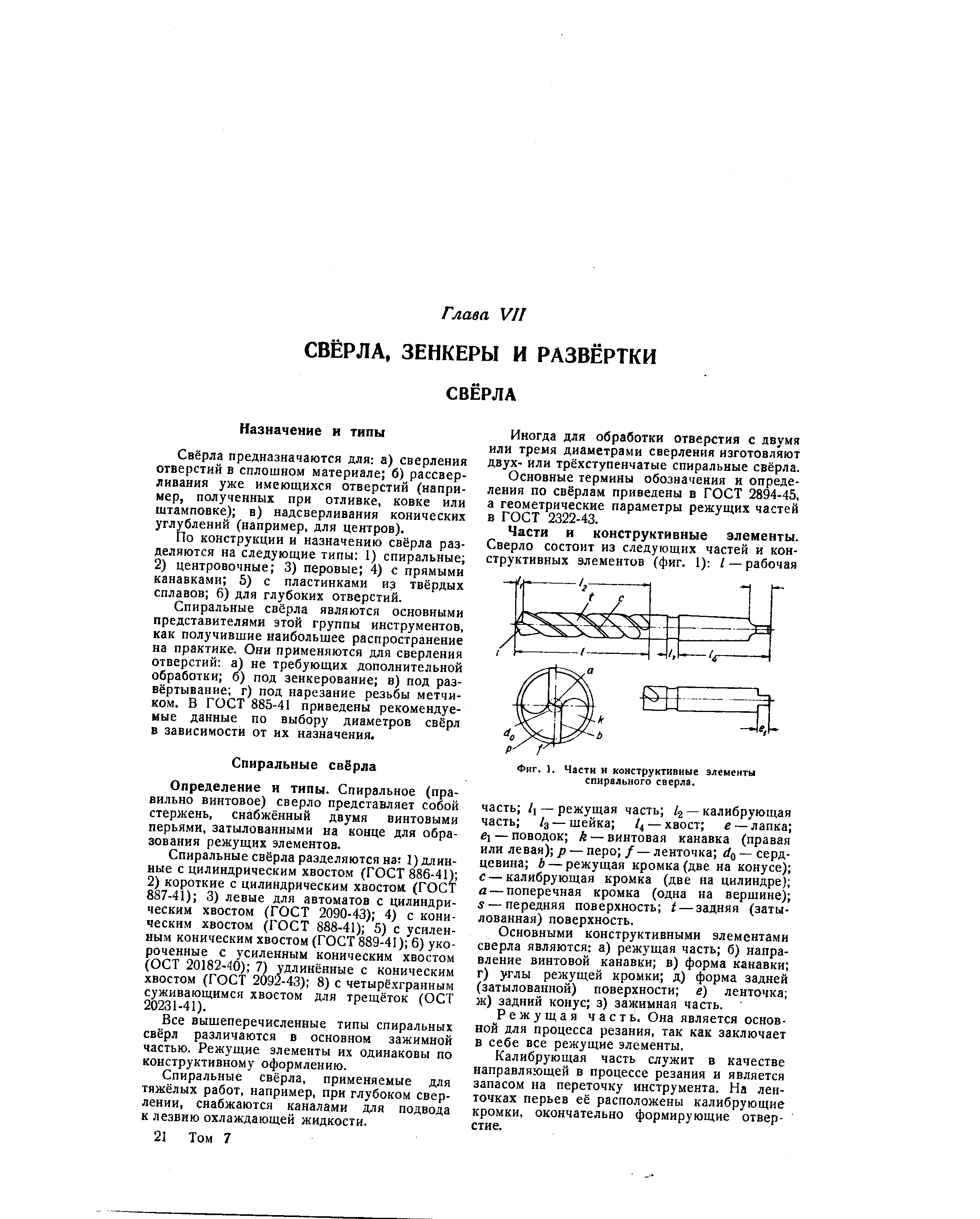
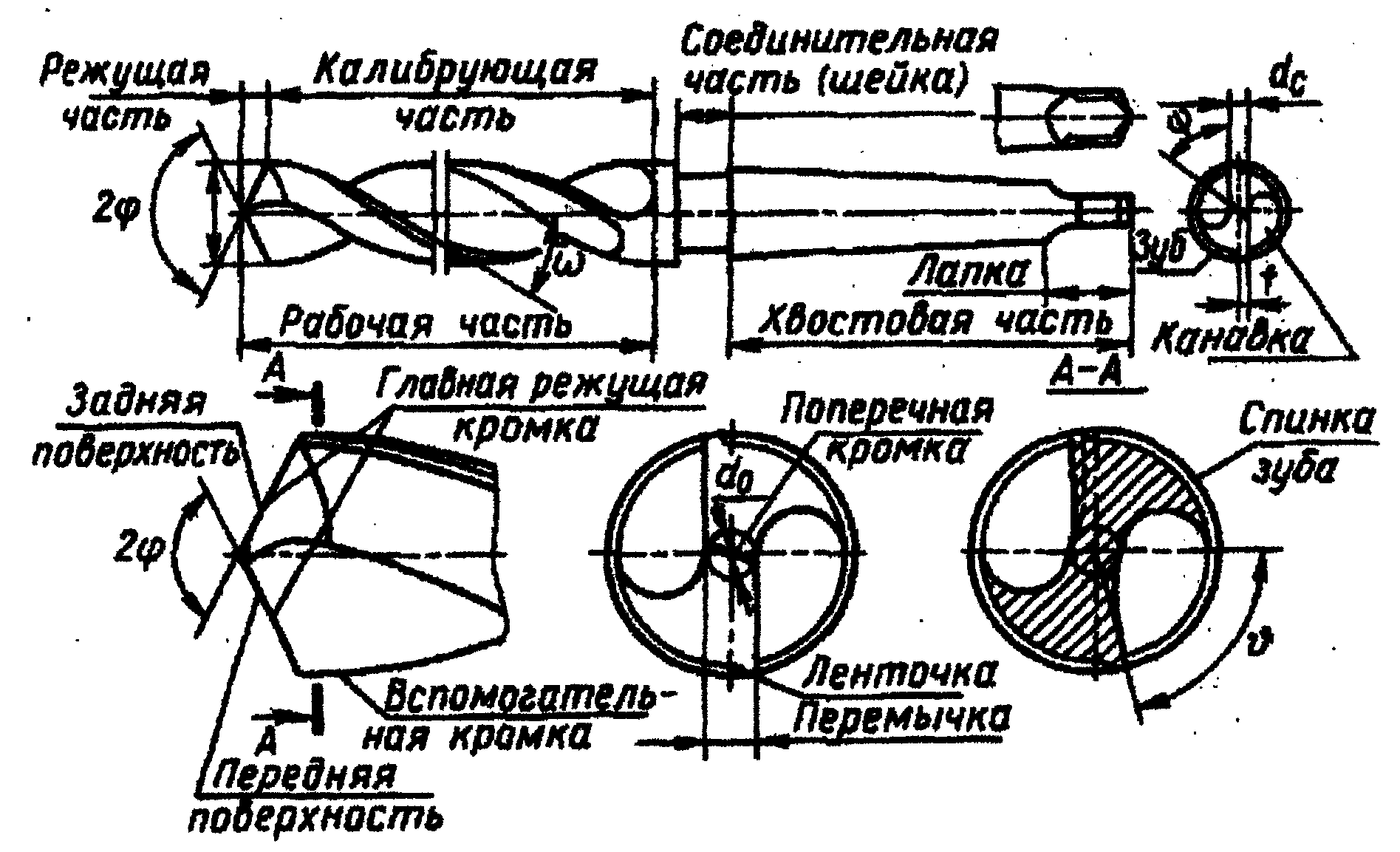
Dengan reka bentuk, latihan dibahagikan kepada lingkaran, berpusat dan khas. Yang paling meluas adalah latihan memutar (Gamb. 22.12), yang terdiri dari bagian kerja b, leher 2, batang 4 dan kaki 3. "Tujuan batang adalah untuk menahan gerudi di gelendong. Kaki digunakan untuk mengetuk gerudi dari gelendong dan melindungi betis dari tikungan. Bahagian kerja terdiri daripada pemotong 1 dan panduan 5 bahagian. Untuk mengelakkan mencubit gerudi, tirus terbalik dibuat ke arah batang. Pada bahagian pemotongan terdapat dua tepi pemotong utama 11 (dibentuk oleh persimpangan permukaan 10 depan dan belakang 7 dan melakukan kerja pemotongan utama), tepi pemotong melintang 12 (jambatan) dan dua tepi pemotong tambahan 9. Di silinder bahagian gerudi di sepanjang alur heliks, dua pita sempit terletak 8 untuk memandu gerudi semasa memotong.
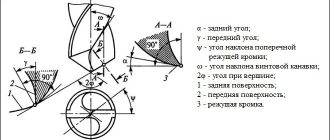
Parameter geometri gerudi menentukan syarat untuk operasinya. Sudut rake y diukur pada satah pemotong utama.
| 1 2 3 Rajah. 22.12. Bahagian, elemen dan sudut gerudi putar |
II - II, tegak lurus ke tepi pemotong utama. Sudut pelepasan a diukur dalam satah I - I selari dengan paksi gerudi. Sudut depan dan belakang pada titik yang berbeza dari sudut pemotongan utama adalah berbeza. Di permukaan luar gerudi, sudut y adalah yang terbesar, dan sudut a adalah yang terkecil.
Sudut di hujung gerudi 2ph diukur di antara tepi pemotong utama. Nilainya bergantung pada bahan yang diproses dan berbeza dalam lingkungan 70.150 °.
Sudut kecondongan sisi pemotong melintang y diukur antara unjuran tepi pemotong utama dan melintang pada satah tegak lurus dengan paksi gerudi. Untuk latihan biasa, turun naik antara 50.55 °.
Sudut kecondongan alur heliks c diukur dengan diameter luar. Dengan peningkatan sudut ω, sudut rake y meningkat, yang memudahkan proses pemotongan dan keluarnya kerepek. Sudut y ialah 8.30 °.
Lubang dengan diameter hingga 80 mm digerudi, dan lubang dengan diameter hingga 30 mm digerudi, dan lubang besar dililit. Penggerudian digunakan sebagai pra-rawatan untuk lubang ketepatan.
Countersinks (Rajah 22.13, a-c) memproses lubang pada tempat kosong atau dicop, serta lubang pra-penggerudian. Tidak seperti latih tubi, kaunter kaunter mempunyai tiga atau empat tepi pemotong utama dan tidak mempunyai tepi melintang. Bahagian pemotongan 1 melakukan kerja pemotongan utama. Bahagian penentukuran 5 berfungsi untuk membimbing penghitung balas di dalam lubang dan memberikan ketepatan dan kekasaran permukaan yang diperlukan (legenda selebihnya sama dengan latihan).
a 1 2 h b  |
 |
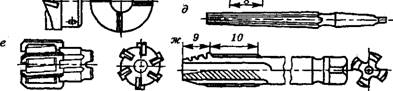 Nasi. 22.13. Alat untuk memproses lubang pada mesin penggerudian: a-c - counterersinks; g-e - sapu; w - ketik Nasi. 22.13. Alat untuk memproses lubang pada mesin penggerudian: a-c - counterersinks; g-e - sapu; w - ketik |
Dengan jenis lubang yang akan dimesin, kaunter dibahagikan kepada silinder (Rajah 22.13, a), berbentuk kerucut (Gamb. 22.13, b) dan hujung (Gamb. 22.13, c). Counterersink padat dengan batang tirus (Gambar 22.13, b) dan dipasang (Gamb. 22.13, c). Lubang dengan diameter 20,40 mm diproses dengan cekap, dan lebih dari 30 mm - dengan sinki terpasang.





Pemprosesan akhir lubang dilakukan dengan reamers. Mengikut bentuk lubang yang dimesin, silinder (Rajah 22.13, d) dan kerucut (Rajah 22.13, d) dibezakan. Reamers mempunyai 6.12 tepi pemotong utama yang terletak di bahagian pemotong 7 dengan kon panduan. Bahagian penentukuran 8 menuntun reamer di lubang dan memberikan ketepatan dan kekasaran permukaan yang diperlukan.
Dengan reka bentuk, reamers dibahagikan kepada ekor (Gambar 22.13, d, e) dan dipasang (Gambar 22.13, e).
Keran digunakan untuk memotong benang dalaman. Keran adalah skru dengan alur potong lurus atau heliks yang membentuk tepi pemotongan (Rajah 22.13, g). Keran terdiri daripada 9 bahagian pemotong dan 10 mengukur. Profil benang paip mesti sepadan dengan profil utas yang hendak dipotong.
Tidak menemui apa yang anda cari? Gunakan carian:
Ucapan terbaik: Pelajar adalah orang yang selalu menangguhkan perkara yang tidak dapat dielakkan. 10805 - | 7379 - atau baca semuanya.
95.47.253.202 Bukan pengarang bahan yang disiarkan. Tetapi ia memberi peluang untuk penggunaan percuma. Adakah terdapat pelanggaran hak cipta? Tulis kepada kami | Maklum balas.
Lumpuhkan adBlock! dan muat semula halaman (F5)sangat perlu
PENGAMBILAN, PENGUMPULAN DAN PEMBACAAN
Hasil daripada kajian bab ini, pelajar mesti:
- • jenis latih tubi, perangkaan balik, pautan balik, reamers;
- • elemen struktur dan parameter alat khas: latih tubi, pangkas kaunter, pautan balik, penoreh;
- • elemen mod pemotongan semasa pemprosesan dengan penggerudian, perangkaan balik dan penggunaan semula;
- • menjalankan pemilihan alat untuk diproses dengan menggerudi, meninjau balik dan menggunakan semula;
- • menetapkan mod pemprosesan yang sesuai;
- • mengira daya pemotong semasa menggerudi;
- • kemahiran memilih mod pemotongan ketika memesin lubang dengan alat paksi (latih tubi, alat kaunter, reamers);
- • metodologi untuk mengira daya pemotong semasa menggerudi;
- • kemahiran menentukan daya yang diperlukan untuk memotong dan daya pemacu pergerakan utama.