Ciri penggunaan
Setiap jenis latihan berlian dibezakan oleh ciri-ciri tertentu yang mesti diambil kira semasa memilih dan menggunakan alat tersebut.
Bit inti berlian
Alat berlian, bahagian pemotongnya dilengkapi dengan bit teras berlapis, kelihatan seperti latihan teras konvensional. Kelebihan besar alat seperti itu, selain harganya yang berpatutan, adalah kenyataan bahawa ketika menggunakannya, tekanan hujung kecil diberikan padanya. Akibatnya, ia dapat digunakan untuk penggerudian pada kecepatan tinggi, yang meningkatkan produktivitas proses.
Jenis bit inti berlian
Sementara itu, gerudi inti atau gerudi tubular, di bahagian pemotongan yang digunakan sputtering berlian, juga mempunyai kelemahan serius: ia mempunyai jangka hayat yang kecil dan hanya memungkinkan beberapa lubang dibuat secara kualitatif. Itulah sebabnya alat berdasarkan tiub berlapis berlian digunakan terutamanya untuk menggerudi jubin.
Latihan berlian bersinter
Seperti yang disebutkan di atas, latihan, bahagian pemotongan yang terbuat dari serpihan berlian dengan sintering, sangat dipercayai dan dapat dikendalikan dengan baik untuk waktu yang lama. Setiap alat ini, jika semua cadangan teknologi diikuti ketika menggunakannya, dapat menggerudi lebih dari seratus lubang. Walau bagaimanapun, latihan kategori ini juga mempunyai kekurangan, yang paling penting ialah semasa pemesinan alat ini mengalami tekanan akhir yang signifikan, yang tidak memungkinkan untuk menerapkan kecepatan pemesinan yang tinggi. Kekurangan ini mengakibatkan penurunan prestasi penggerudian yang ketara.
Bor tubular "Zubr-Professional" dengan berlian pada pematerian vakum
Latihan berlian jenis kerucut
Alat berlian dengan permukaan pemotongan tirus secara serentak menggabungkan kelebihan latihan berlian yang tergolong dalam kategori alat tiub dan latih tubi teras. Seperti yang disebutkan di atas, alat seperti itu sangat mirip dengan latihan konvensional untuk logam, tetapi berbeza dari mereka dalam bahan pembuatan. Untuk menerapkan lapisan berlian ke permukaan kerja latihan ini, teknologi canggih digunakan untuk membuat alat yang dicirikan oleh daya tahan tertinggi untuk dipakai.
Teknologi yang digunakan untuk memproses bahagian alat pemotong jenis ini memungkinkan anda membuat lapisan di atasnya, di mana bilangan butiran berlian meningkat sebanyak 2-2,5 kali. Teknologi ini tidak melibatkan penyaduran konvensional, tetapi penggunaan lapisan berlian dengan kaedah penyebaran vakum. Semasa menggunakan kaedah ini, jurang antara butiran berlian diisi dengan logam, yang memastikan ketahanan tertinggi dari lapisan yang terbentuk.
Menandakan latihan HSS, jenisnya dan rakan sejawat dalam negeri
Semua latihan HSS ditandakan dengan sewajarnya. Terdapat tiga jenis keluli ini.
-
Tungsten (T1 - T15).
-
Molibdenum (M1 - M36).
-
Aloi tinggi (M41 - M62).
Latihan Tungsten HSS
Dari kumpulan ini, yang paling meluas adalah latihan yang dibuat dari empat jenis keluli.
-
T1 (analog domestik - P18). Dari keluli HSS ini (18% tungsten) dengan ciri-ciri tinggi (kebolehpasaran, kekuatan dan ketahanan aus) latihan dan alat-alat tujuan umum lain dibuat. Mereka paling sesuai untuk pemesinan keluli struktur karbon dan aloi.
-
T2 (analog domestik - R18F2).Aloi ini mengandungi 2% vanadium. Ia digunakan untuk pembuatan latihan penamat dan separuh akhir yang bertujuan untuk memproses baja struktur aloi sederhana.
-
T3 (analog domestik - Р18K5Ф2). Aloi ini mengandungi 18% tungsten, 5% kobalt dan 2% vanadium. Alat sedemikian dicirikan oleh kekerasan sekunder dan ketahanan aus yang meningkat, tetapi mempunyai daya geseran yang rendah. Gerudi jenis ini sangat sesuai untuk pemesinan benda kerja yang diperbuat daripada keluli dan aloi tahan tinggi, tahan kakisan dan tahan panas.
-
T15 (analog domestik - R12F5K5). Penandaan pada latihan HSS ini bermaksud bahawa selain 12% tungsten, vanadium (5%) dan kobalt (5%) telah ditambahkan pada aloi. Alat ini dibezakan dengan kekuatan, ketangguhan dan ketahanan aus yang tinggi. Mereka digunakan semasa menggerudi bahan yang sukar di mesin.
Gambar # 1: Komposisi baja HSS tungsten
Latihan HSS Molibdenum
Komponen aloi utama keluli dalam kumpulan ini adalah molibdenum. Juga dalam kuantiti yang berbeza mungkin mengandungi:
-
tungsten,
-
kobalt;
-
vanadium;
-
karbon;
-
dan komponen lain.
Gambar # 2: komposisi keluli HSS molibdenum
Yang paling banyak digunakan adalah latihan HSS yang dibuat dari jenis keluli berkelajuan tinggi molibdenum berikut.
-
M1. Dari keluli gred ini (8% molibdenum), alat-alat tujuan umum dihasilkan. Latihan HSS ini sangat fleksibel dan tahan kejutan. Kemerahan lebih rendah daripada analog.
-
M2 (analog domestik - Р6М5). Ini adalah bahan yang paling biasa untuk pengeluaran latihan HSS. Aloi ini mengandungi 6% tungsten dan 5% molibdenum. Ia mempunyai kekuatan, kekerasan dan ketahanan haba yang seimbang.
-
M3 (analog domestik - Р6М5Ф3). Aloi ini juga mengandungi 3% vanadium. Bor HSS yang dibuat dari keluli ini dicirikan oleh haus kasar yang lebih rendah.
-
M7. Komponen aloi utama adalah molibdenum (8,75%), vanadium (2%) dan tungsten (1,75%). Bor yang dibuat dari keluli HSS ini digunakan untuk penggerudian logam keras dan berat.
-
M35 (analog domestik - Р6М5К5). Selain tungsten, molibdenum dan vanadium, aloi ini mengandungi kobalt (5%), serta sejumlah kecil mangan, silikon dan nikel. Kelebihan bahan ini adalah daya tahan yang baik, daya geseran yang sangat baik, tahan panas dan keausan. Bor HSS yang diperbuat daripada aloi ini digunakan semasa memesin benda kerja dari aloi dan keluli tahan karat yang diperbaiki dalam keadaan pemanasan yang meningkat.
Latihan HSS aloi tinggi
Untuk pengeluaran gerudi HSS aloi tinggi (dengan ketahanan hentaman tinggi dan dikendalikan dalam keadaan sejuk), aloi molibdenum digunakan, yang menjalani rawatan haba khas.
Imej # 3: komposisi keluli HSS aloi tinggi
-
M47 (analog domestik - Р2АМ9К5). Ia mengandungi sejumlah besar molibdenum (9%) dan kobalt (4,7-5,2%). Aloi mempunyai kecenderungan meningkat untuk dekarburisasi dan terlalu panas semasa pelindapkejutan. Kebolehkelasan - rendah. Bor HSS dari aloi ini digunakan untuk pemesinan bahan kerja yang diperbuat daripada aloi dan keluli tahan karat yang diperbaiki.
-
M42. Mengandungi sejumlah besar kobalt dan molibdenum (masing-masing 8 dan 9.5%). Bor HSS yang dibuat dari aloi ini dicirikan oleh peningkatan kemerahan dan ketahanan lelasan. Alat sedemikian digunakan dalam pemprosesan logam likat dan kompleks.
Jenis gerudi untuk penggerudian mendalam
Berikut ini dapat digunakan sebagai latihan untuk pengeboran mendalam:
- latihan spiral dengan batang silinder, parameternya diatur oleh GOST 886-77 (mengikut reka bentuknya, latihan spiral dengan batang silinder tergolong dalam alat siri panjang, yang dengannya mereka membuat lubang dengan kedalaman melebihi 15 diameter);
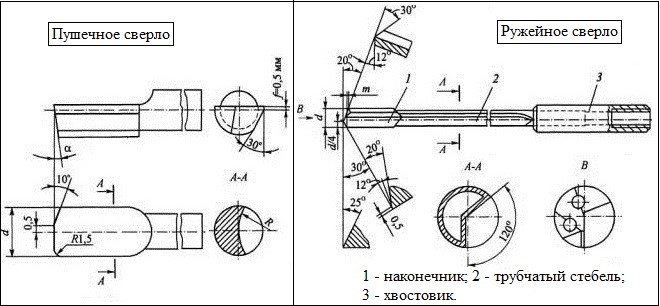
- senapang, bahagian pemotongannya sepenuhnya diperbuat daripada aloi keras;
- senapang, pada bahagian pemotong di mana plat karbida dipasang dengan pematerian;
- senapang, dilengkapi dengan bukan sahaja plat karbida asas, tetapi juga pertengahan;
- ejector, yang digunakan untuk melakukan penggerudian mendalam pada mesin dengan alat pemotong mendatar;
- meriam, di permukaannya terdapat alur berbentuk V, yang dirancang untuk mengeluarkan kerepek (pemprosesan dengan gerudi jenis ini adalah kaedah ketinggalan zaman untuk mendapatkan lubang dalam).
Latihan lubang dalam
Latihan GOST 886-77 Spiral dengan batang silinder. Seri panjang. Dimensi utama
Latihan putar dengan batang silinder, dihasilkan sesuai dengan keperluan yang diberikan oleh GOST 886-77, dibezakan oleh bahagian kerja yang memanjang. Sesuai dengan ketentuan di atas dari tahun ke-77, alat memanjang seperti itu dapat dibuat sepenuhnya dari keluli berkelajuan tinggi atau dilengkapi dengan sisipan pemotong yang terbuat dari karbida.
GOST 886 tahun ke-77 juga menetapkan bahawa penyejukan latihan jenis ini dapat disediakan oleh bukan sahaja bekalan luaran, tetapi juga penyejuk dalaman. Latihan putar, seperti yang ditunjukkan oleh GOST 886-77, dapat dihasilkan tidak hanya dengan batang silinder, tetapi juga dengan batang berbentuk kerucut. Proses pengeboran mendalam itu sendiri, yang dilakukan melalui latihan seperti itu, dapat dilakukan baik dengan pengekstrakan berkala dari lubang yang dibuat, yang diperlukan untuk mengeluarkan kerepek yang terbentuk darinya, atau tanpa melakukan prosedur seperti itu. Sekiranya kita membandingkan latih tubi dengan latihan senapang dan meriam, maka ketika menggunakan latihan latih tubi, prestasi penggerudian meningkat hampir 8 kali ganda.

Contoh kepala kerja untuk latihan senapang
Latihan senapang dan senapang adalah alat pemotong tunggal, dengan mana anda dapat membuat lubang dalam dengan diameter antara 0,5-100 mm. Penyejukan latihan jenis ini dilakukan melalui lubang yang dibuat di bahagian dalamnya, dan kerepek yang terbentuk semasa pemprosesan dikeluarkan menggunakan alur khas yang dibuat di permukaan luarnya. Latihan senapang dan senapang, dilengkapi dengan sisipan pemotong karbida, mempunyai konfigurasi kerucut pada bahagian kerja, yang memastikan panduan alat yang lebih baik di kawasan pemprosesan.
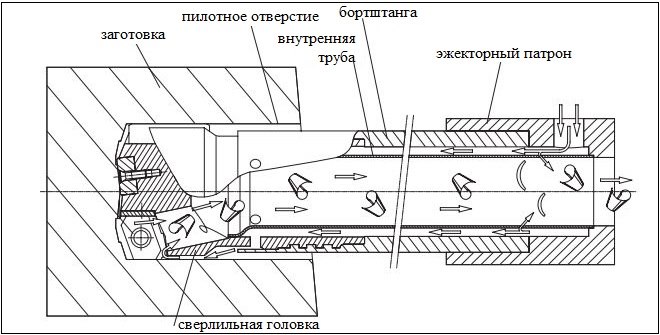
Prinsip operasi dengan latihan ejektor
Jenis gerudi untuk penggerudian mendalam
Dalam teknologi kerja logam sekarang, beberapa jenis latihan digunakan untuk penggerudian bahagian yang mendalam.
Mari pertimbangkan jenis utama mereka:
-
- Latihan senapang. Ciri-ciri latih tubi jenis ini telah dibincangkan di atas. Baru-baru ini, alat telah dihasilkan dengan bentuk yang sedikit diubah suai dengan yang tradisional. Ini meningkatkan produktiviti proses dan kualiti bahagian yang diproses. Adalah masuk akal untuk menggunakan latihan meriam ketika memesin lubang diameter kecil. Panjang lubang biasanya tidak lebih dari 40 diameter. Ia mempunyai ketepatan IT9 dan kemasan permukaan 0,09 - 3,5 µm.
- Gerudi senapang tunggal. Mereka juga dipanggil latihan monolitik kerana dibuat dari bahan karbida padat. Terdapat bahagian khas di dalam gerudi untuk membekalkan pelincir penyejuk. Cip dan penyejuk disalirkan dari bahan kerja melalui alur heliks luar. Mereka digunakan untuk menggerudi lubang hingga 100 milimeter. Kedalaman - sehingga 100xD. Alat ini mendapat nama ini kerana sebelumnya digunakan untuk menangani tong senjata api.
- Bor senapang, dibuat mengikut teknologi memperbaiki sisipan pemotong karbida dengan cara mematri. Seperti latihan jenis lain, mereka memberikan ketepatan dimensi tinggi dengan penyimpangan minimum paksi penggerudian.
- Bor senapang dengan sisipan pemotong tambahan. Latihan ini menjadikan proses pemotongan lebih produktif.
- Latihan putar dengan batang silinder.Dihasilkan mengikut kehendak GOST 886-77. Mereka mempunyai bahagian pemotong yang diperpanjang, yang dapat dibuat sepenuhnya dari keluli berkelajuan tinggi atau mempunyai sisipan karbida. Bekalan penyejuk boleh dilakukan di dalam dan di luar. Batang juga boleh berbentuk silinder.
- Latih tubi berlubang. Mereka digunakan untuk menggerudi lubang yang cetek.
- Latih tubi ejektor. Digunakan untuk menggerudi lubang dalam mesin pengerat logam dengan penempatan alat pemotong di satah mendatar.
Latih tubi untuk kayu
Lubang yang relatif kecil hingga 12 mm dalam komposit kayu atau kayu (papan serpai, MDF) boleh digerudi dengan gerudi putar logam konvensional. Tetapi lubang, yang tertakluk pada peningkatan keperluan untuk ketepatan dimensi dan kebersihan permukaan, dilakukan dengan latihan yang dirancang khusus untuk kayu. Mereka dibuat dari keluli alat atau keluli karbon dan tidak sesuai untuk logam.
Latih tubi putar. Direka untuk menggerudi lubang kecil dan sederhana. Seperti yang telah dinyatakan, gerudi putar untuk logam dapat digunakan sebagai gantinya, tetapi lubang di belakangnya berkualiti rendah.
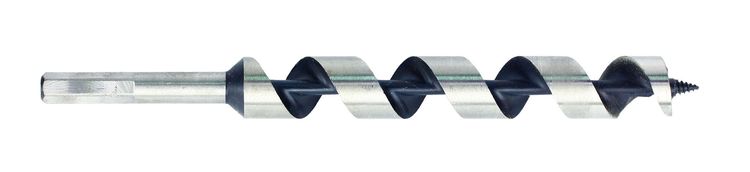
Latih tubi putar. Mereka mempunyai bentuk pemotong yang tajam dan menyerupai auger. Terima kasih kepada yang terakhir, kerepek mudah dikeluarkan dari lubang. Ini adalah latihan berkualiti yang digunakan jika anda ingin mendapatkan lubang yang dalam dengan dinding yang halus.
Latih tubi pen. Mereka digunakan untuk membuat lubang dengan diameter yang agak besar - dari 10 hingga 25 mm dan lebih. Ini adalah latihan paling mudah dan paling murah, anda juga boleh membuatnya sendiri dari piring yang sesuai dan batang bulat. Tetapi kualiti lubang selepasnya ternyata rendah - dinding kasar, dimensi tidak begitu tepat.

Mahkota. Istilah "mahkota" bermaksud bahawa alat ini dibuat dalam bentuk silinder berongga, di tepi gigi terletak. Penggerudian diperoleh dalam bentuk cincin, dari mana bahagian dalamnya kemudian dikeluarkan. Mahkota adalah alat yang sangat diperlukan jika anda memerlukan lubang besar - hingga 100 mm atau lebih. Di kedai-kedai, ia ditawarkan dalam bentuk satu set, yang berisi mandrel, gerudi tengah dengan batang dan beberapa mahkota dengan diameter yang berbeza.

Latih tubi Forsner. Ini adalah alat untuk membuat lubang tepat pada kayu (terutama kayu lembut), papan serpai, lamina, dan lain-lain. Ia mempunyai titik tengah dan penjaring bermata tajam. Terima kasih kepada yang terakhir, lubang tepat dan licin. Sekiranya anda perlu mendapatkan lubang buta dengan dinding licin dan dimensi yang tepat, gerudi Forsner akan melakukan pekerjaan dengan cara yang terbaik.

Apa ini?
Kumpulan produk ini merangkumi sejumlah jenis lampiran. Setiap model digunakan untuk memenuhi tugasnya. Sebagai contoh, gerudi yang dibuat sesuai dengan GOST 10903-77 berfungsi untuk meningkatkan luas lubang yang digerudi. Setiap muncung spiral mempunyai ciri khas yang melekat di dalamnya: reka bentuk geometri, jenis canggih, bahan pembuatan dan jenis pemprosesannya, misalnya, keluli yang disembur atau dirawat dengan wap.
Bentuk muncung sangat penting, kerana ia menentukan sama ada gerudi dipilih untuk jenis pekerjaan tertentu atau tidak. Jenis pemotong yang berbeza digunakan untuk permukaan yang berbeza dan untuk lubang penggerudian dengan kedalaman dan diameter yang berbeza.
Untuk pembuatan gimbal seperti itu, aloi atau keluli karbon gred 9XC, P9 dan P18 digunakan. Dua yang terakhir dilabelkan sebagai HSS dan cepat dipotong. Aloi semacam itu tidak kehilangan kekuatan ketika dipanaskan, bahkan kuat, yang menjadikan produk mereka sangat diperlukan untuk penggerudian. Untuk menentukan di mana kawasan gerudi akan digunakan, anda perlu mengetahui sudut penajamannya, iaitu besarnya sudut dua tepi pemotong utama dan yang melintang. Untuk menggerudi plexiglass, plastik, anda memerlukan muncung dengan sudut 60 hingga 90 darjah. Semakin nipis lembaran yang akan digerudi, semakin kecil sudut pengasahnya.
Nilai yang kecil memberikan penunjuk pelesapan haba yang baik, dan ini penting bagi bahan-bahan yang cacat ketika terlalu panas. Tetapi harus diingat bahawa mengasah pada sudut rendah menjadikan gerudi itu sendiri lebih rentan, rapuh, sehingga hanya dapat digunakan untuk menggerudi bahan tidak padat
Jarak sudut pelepasan tidak boleh kurang dari 15 darjah. Jika tidak, gerudi akan mengikis permukaan daripada memotongnya, menyebabkan ubah bentuk.
Sudut di mana sudut pemotongan bersatu di hujungnya adalah antara 118 dan 135 darjah. Terdapat juga bit chamfering tambahan - penajaman berganda. Kaedah ini mengurangkan geseran yang berlaku semasa proses penggerudian. Terdapat juga peranti dengan dua tahap yang menjadikan shank lebih sempurna. Dengan hujung dua peringkat pemusatan gerudi menjadi lebih tepat.
Bor shank tirus mempunyai fungsi yang sama dengan rakan silindernya dan terdiri dari unsur yang sama. Peranti bahagian kerja gerudi merangkumi bahagian pemotong (ini adalah dua tepi utama dan satu sisi melintang) dan panduan (ia termasuk bahagian pemotong tambahan). Shank adalah elemen di mana muncung terpasang di chuck alat kuasa. Bentuk kerucut, yang dimiliki oleh batang, sesuai untuk memperbaiki dan melepaskan produk dengan mudah dari chuck.
Apakah latihan logam terbaik?
Perusahaan besar - pemimpin industri - mempunyai alat kawalan dan pengukuran yang mahal, yang membolehkan mereka mengekalkan kualiti produk mereka yang tinggi secara konsisten.
Mari kita senaraikan secara ringkas jenis latih tubi utama untuk logam
diperbuat daripada keluli berkelajuan tinggi:
1. Latih tubi keluli HSS-E
mengandungi kobalt dan melebihi keluli lain dalam sifat pemotongan, oleh itu ia digunakan untuk kerja-kerja pada bahan likat dan kompleks. Latihan HSS Diager-E Co 5% memenuhi standard kualiti tertinggi. Mereka digunakan terutamanya untuk penggerudian keluli tahan karat serta keluli aloi dan tidak bersekutu dengan kekuatan tegangan hingga 1200 N / mm2.
2. Lapisan latih tubi tiga lapisan HSS-TiAlN
(titanium-aluminium-nitrit) mempunyai pekali geseran yang lebih rendah, dan juga membentuk penghalang terma (gerudi tidak kehilangan sifatnya apabila cengkerang luar memanaskan hingga 700 ° C), meningkatkan kekuatan dan meningkatkan hayat perkhidmatan latih tubi kira-kira 5 kali. Bor yang dilapisi TiAlN tidak boleh diasah kembali; kerosakan pada lapisan akan menafikan kelebihan latihan ini. Bor Diager HSS-TiAlN digunakan untuk penggerudian produktif dari keluli aloi dan tidak bersekutu dengan kekuatan tegangan hingga 1100 N / mm2, keluli tahan karat, besi tuang.
3. Latih tubi HSS-TiN
diperbuat daripada keluli yang dilapisi titanium nitrida, ia juga menjadi panas lebih sedikit semasa operasi, yang meningkatkan ciri-ciri gerudi seperti kekuatan dan hayat perkhidmatan sekurang-kurangnya 3 kali. Latihan bersalut TiN tidak boleh diasah kembali. Bor Diager HSS-TiN digunakan untuk penggerudian keluli aloi dan tidak paduan dengan kekuatan tegangan hingga 1100 N / mm2, besi tuang.
4. Latih tubi HSS-G
- latihan tanah dari keluli berkelajuan tinggi alat telah meningkatkan daya tahan dan pelarian radial rendah. Latihan HSS-G adalah alat pemotong yang paling biasa untuk tugas standard. Latih tubi Diager HSS-G digunakan untuk penggerudian dalam keluli aloi dan tanpa aloi dengan kekuatan tegangan hingga 900 N / mm2, besi tuang.
5. Latih tubi HSS-R
digulung dan dirawat dengan panas. Latih tubi mempunyai daya tahan paling rendah. Mereka terutama digunakan untuk pengeboran pada baja ringan dan besi tuang.
Secara berasingan, perlu diketengahkan latih tubi karbida
atau latihan dengan hujung karbida yang disolder, mereka mempunyai kekuatan maksimum, dapat menahan beban berat. Digunakan untuk penggerudian keluli tahan panas, keluli tahan karat, aloi titanium.
Bor untuk logam dibuat dari keluli berkelajuan tinggi alat HSS (Keluli Berkelajuan Tinggi
). Ini adalah keluli aloi yang mengandungi unsur-unsur seperti tungsten, molibdenum, serta vanadium dan kobalt. Bahan tambahan ini mempunyai kesan positif terhadap ciri keluli seperti kekerasan panas (suhu pemanasan yang dapat ditahan oleh keluli), kemerahan (masa keluli tahan terhadap suhu tinggi), ketahanan terhadap keretakan.
Dalam proses operasi alat pemotong, terdapat pelepasan panas yang kuat, yang digunakan untuk memanaskan alat. Untuk alat yang diperbuat daripada keluli karbon biasa, tidak boleh beroperasi apabila dipanaskan di atas 200 ° C, kerana kekerasan keluli mula turun dengan cepat. Keluli berkelajuan tinggi moden mengekalkan sifatnya pada suhu 500-600 ° C, yang dapat meningkatkan kelajuan penggerudian dengan ketara.
Proses pembuatan dan rawatan haba latihan memainkan peranan yang sangat penting. Perusahaan besar - pemimpin industri - mempunyai alat kawalan dan pengukuran yang mahal, yang membolehkan mereka mengekalkan kualiti produk mereka yang tinggi secara konsisten. Bor NoName sering dibuat dari keluli yang buruk, geometri tidak dijaga, hampir mustahil untuk mengasahnya semula - setelah mengasah kilang, gerudi menjadi tidak dapat digunakan untuk penggunaan selanjutnya.
Untuk soalan "Bit gerudi untuk logam mana yang lebih baik?" kami akan menjawab dengan cara ini - latih tubi yang membolehkan anda melaksanakan tugas tertentu dengan secekap mungkin.
Artikel ini akan memberitahu anda bagaimana memilih dan mengendalikan gerudi logam dengan betul. Anda akan belajar mengenai jenisnya, ciri pelapisan dan pemprosesan, serta perbezaan reka bentuk. Artikel ini mengandungi jadual untuk penyahkodan sebutan antarabangsa, serta analisis harga untuk set gerudi.
Penggerudian logam dan plastik adalah salah satu operasi yang diperlukan, baik dalam pekerjaan profesional dan di rumah. Sebagai peraturan, ia dilakukan dengan satu gerudi, kerana kedua-dua bahan mempunyai struktur monolitik dengan kepadatan yang berbeza. Oleh itu, gerudi logam boleh digunakan pada plastik dengan sedikit atau tanpa haus.
Bagaimana memilih gerudi bertahap?
Agar tidak keliru dengan pilihan alat melangkah, pertama sekali perlu mengetahui ciri teknikal utama yang dimilikinya.
Dengan mempertimbangkan pelbagai modifikasi, perhatian harus diberikan kepada warna produk, dan ini tidak berkaitan dengan komponen estetika
- Sekiranya produk dibuat dalam warna keluli-kelabu, maka ini akan menjadi petunjuk bahawa keluli digunakan sebagai bahan untuk alat tersebut, dengan itu pemrosesan yang diperlukan tidak dilakukan. Oleh itu, kemungkinan besar, kualiti alat seperti itu akan rendah.
- Sekiranya gerudi dibuat dari keluli hitam, maka ini adalah tanda bahawa bahan tersebut diproses menggunakan wap panas. Operasi ini meningkatkan ciri kekuatan bahan. Produk gerudi dalam perwujudan seperti itu lebih disukai daripada alat yang belum dimanipulasi dengan cara apa pun.
- Sekiranya bahan bor itu adalah baja berwarna emas, maka, dalam proses pembuatan alat tersebut, tekanan dalaman dikeluarkan dari logam. Manfaat operasi sedemikian adalah memberikan lebih banyak kemudahan ketika bekerja dengan latihan seperti itu.
- Sekiranya alat penggerudian dicirikan oleh kehadiran rona keemasan yang terang, maka ini adalah tanda kehadiran lapisan permukaan tahan aus, kerana peranannya, dalam kebanyakan kes, titanium nitrida dipilih. Walaupun gerudi seperti itu jauh lebih mahal, dari segi operasi, ia mengungguli banyak produk sederhana.
Spesifikasi dan tanda keluli
Anda tidak perlu menggunakan semua jenis keluli yang boleh digunakan untuk membuat latih tubi kerana bilangannya yang banyak. Atas sebab ini, pilihan terbaik adalah produk yang mempunyai tanda HSS pada bahan tersebut. Dari situ anda dapat memahami bahawa alat ini dapat memberikan penggerudian berkelajuan tinggi, mencegah ubah bentuk logam ketika dipanaskan.
Diameter ambang kerja, permulaan dan akhir
Sudah di awal pilihan, anda perlu memperhatikan parameter ini, memandangkan harga rata-rata latihan mencapai tahap 2500 rubel
Pengilang dan kos peranti langkah
Kriteria pertama sangat penting, kerana lebih baik memilih gerudi seperti itu, untuk pembuatan keluli yang digunakan, yang memenuhi kehendak GOST semasa
Sekiranya penting bagi anda untuk memastikan bahawa produk yang dibeli untuk penggerudian mempunyai kualiti prestasi yang dijamin tinggi, maka anda boleh memperhatikan produk dengan jenama TOP CRAFT
Keupayaan mengasah
Menurut para pakar, kekurangan peluang untuk latihan akan memastikan jangka hayat yang panjang, kerana pengguna tidak akan mengubah konfigurasi produk. Pada masa yang sama, dalam beberapa keadaan mungkin perlu mengasah peranti, yang juga akan meningkatkan jangka hayatnya. Di sini anda sudah dapat membuat keputusan muktamad, hanya memusatkan perhatian pada pendapat anda sendiri.