Gergaji elektrik.
Yang paling cepat dari alat kuasa yang dipersembahkan, perkara yang sangat diperlukan ketika bekerja dengan potongan bar yang kasar, kayu balak dan juga penyediaan kayu api. Kelebihan utama gergaji elektrik adalah bekerja dengan kosong kayu dari keratan rentas besar dan bentuk sewenang-wenangnya. Tetapi jika kita berbicara tentang kemampuan memotong dengan tepat dan tepat, maka ini bukan mengenai gergaji elektrik, dan sekali lagi, untuk pengoperasian gergaji elektrik, minyak diperlukan untuk melincirkan rantai dan tayar, yang sudah membuat pekerjaan menjadi kotor.
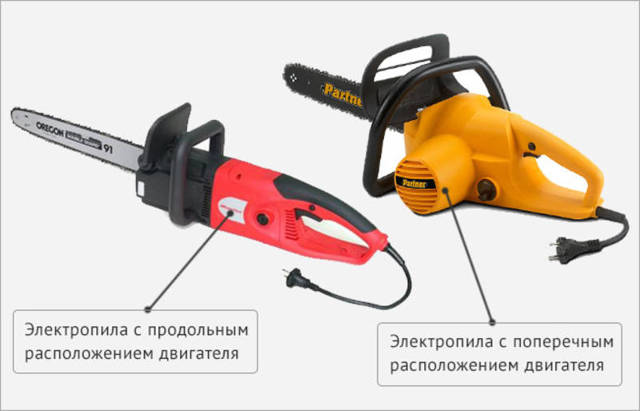
Juga, gergaji elektrik mempunyai lokasi enjin yang berbeza:
- Susunan mesin melintang (klasik) sesuai untuk bekerja dalam satah menegak, tetapi dimensi lebarnya tidak selesa kerana pusat graviti dipindahkan ke kiri.
- Susunan longitudinal motor - Memberi potongan yang lebih tepat dan tepat dan perbezaan dari susunan melintang motor, kerana badan panjang yang lebih sempit, gergaji menjadi lebih mudah dikendalikan. Kelemahan susunan membujur adalah harganya, di sini kotak gear sudah meruncing.
Gergaji elektrik tidak sepenuhnya sesuai untuk bekerja dengan papan dan balok keratan kecil, jika anda perlu menyiapkan kayu bakar, ia akan berfungsi (walaupun terdapat kes-kes apabila kayu bakar dituai dengan gergaji bulat dan papan 20-30mm dipotong dengan elektrik gergaji). Sekali lagi, menggunakan gergaji elektrik di pangsapuri anda akan sedikit berbeza;) Ya, gergaji elektrik memerlukan perhatian yang lebih sedikit daripada gergaji, tetapi terdapat perbezaan kelajuan yang sangat besar, penangkapan kayu gergaji lebih cepat daripada gergaji elektrik (tetapi anda melihat harga petrol ketika itu) Pengguna sering lupa untuk mengganti sproket pemacu pada gergaji elektrik, yang menyebabkan rantainya rosak.
Cadangan
Hacksaws untuk kayu dikelaskan bukan hanya mengikut tujuan penggunaannya, tetapi juga boleh berbeza mengikut kriteria lain.
- Panjang bilah. Keselesaan pekerja bergantung pada berapa banyak gigi yang terletak di gergaji berturut-turut, kerana dengan panjang yang lebih panjang, sedikit gergaji dibuat, dan gigi dipalu pada gergaji seperti itu dengan intensiti yang lebih rendah. Ada undang-undang umum bahawa panjang pisau gergaji besi untuk kayu harus dua kali lebih panjang dari objek yang sedang digergaji.
- Saiz gigi. Ukurannya secara langsung mempengaruhi masa pemotongan dan berbanding terbalik dengan kualitinya. Potongan yang berkualiti tinggi dan bersih dibuat dengan gergaji besi kecil, tetapi pada kecepatan yang lebih rendah dan dengan penggunaan kekuatan yang lebih besar. Gergaji dengan gigi besar menghabiskan lebih sedikit masa untuk menggergaji, tetapi memberikan gergaji kasar dan permukaan kasar. Biasanya, parameter gigi gergaji kayu untuk pengeluar asing adalah TPI (gigi per inci atau "gigi per inci"), iaitu, semakin banyak tepi pemotong terletak pada 1 inci pisau, semakin besar nilai TPI, semakin besar semakin kecil gigi.
Perlu diperhatikan jadual korespondensi dari inci ke milimeter.
|
1 TPI = 25.5 mm |
6 TPI = 4 mm |
14 TPI = 1.8mm |
|
2 TPI = 12 mm |
10 TPI = 2.5 mm |
17 TPI = 1.5 mm |
|
3 TPI = 8.5mm |
11 TPI = 2.3 mm |
19 TPI = 1.3 mm |
|
4 TPI = 6.5mm |
12 TPI = 2 mm |
22 TPI = 1.1mm |
|
5 TPI = 5 mm |
13 TPI = 2 mm |
25 TPI = 1 mm |
Bentuk gigi. Parameter ini menentukan bagaimana pemotongan akan berlaku berbanding dengan serat kayu dari jenis pokok dan vektor daya yang dikenakan (dari diri sendiri atau kepada diri sendiri). Selain itu, ada gergaji besi untuk menggergaji universal, yang mempunyai pelbagai jenis gigi.
Gred keluli dari mana pisau gergaji besi dibuat









Baja dikelaskan mengikut banyak parameter, tetapi hanya perlu diperhatikan bagaimana keluli diproses - mengeras, tidak mengeras, atau digabungkan (bukan keseluruhan gergaji besi dikeraskan, tetapi hanya giginya).
Semasa mengasah gigi, pisau gergaji dijepit sehingga tidak lebih dari satu sentimeter gigi menonjol di atas naib. Semasa mengasah, disarankan untuk memilih keratan rentas / fail segitiga. Untuk memastikan kualiti yang betul, urutan berikut mesti diikuti ketika mengasah:
- tajamkan hujung kiri setiap gigi yang sama rata (paling jauh dari pekerja);
- pasang semula kanvas dengan memutarnya 180 darjah;
- tajamkan lagi tepi kiri setiap gigi yang sekata, yang sekali lagi akan berada di barisan belakang;
- selesai memotong dan mengasah gigi.
Perlu diingat bahawa gergaji membujur atau sejagat dipasang pada sudut 90 darjah. Fail berlian digunakan untuk mengasah
Perlu bekerja dengannya secara melintang secara eksklusif. Akibatnya, tepi yang tajam kadang-kadang mempunyai tanda lecet. Burr seperti itu mesti dilicinkan dengan fail dengan takik terbaik atau dengan bar kasar dengan ukuran butiran minimum.
Seberapa baik gigi gergaji besi diasah diperiksa seperti berikut:
perlahan-lahan tangan anda di sepanjang kanvas - jika kulit terasa tepi tajam dan tidak ada duri, lekuk - semuanya teratur;
oleh naungan - tepi yang tajam tidak silau apabila cahaya jatuh ke atasnya, mestilah matte;
menggergaji percubaan - gergaji besi harus lurus, bahan gergaji harus mempunyai permukaan yang halus, rata, tidak boleh ada serat yang rapuh;
semakin halus kedudukan alat ini, semakin tajam gergaji.
Anda harus memperhatikan petua berikut dari profesional:
- hanya set alat berkualiti tinggi yang disyorkan untuk digunakan, yang digunakan secara eksklusif untuk mengasah gigi gergaji;
- untuk setiap gigi mesti ada jumlah pergerakan fail / fail yang sama; peraturan ini berlaku walaupun timbul kesan bahawa perlu mengulang petikan;
- dalam satu hantaran, dilarang menukar tangan dan sudut di mana alat itu bergerak sehingga satu sisi pisau gergaji dapat dilewati sepenuhnya;
- dilarang menukar sisi fail / fail, iaitu, perlu melewati setiap sisi dengan sisi alat yang sama;
- Memerhatikan geometri yang betul dari setiap segmen pemotong gergaji besi untuk kayu memberikan kesan positif yang ketara - ketahanan penggunaan, dan ketahanan aus, dan sedikit kehilangan sisa bahan, dan pemotongan yang sekata.
Kita boleh mengatakan bahawa tidak begitu sukar untuk memproses (mencairkan dan mengasah gigi) alat yang mudah seperti gergaji besi di rumah dengan tangan anda sendiri. Mematuhi peraturan umum, mempunyai kemahiran praktikal tertentu dan alat paling mudah, sangat mungkin untuk memberi alat ini kehidupan kedua dengan tangan anda sendiri dan mengelakkan kos tambahan dengan membeli gergaji pertukangan baru.










Cara mengasah gergaji besi di rumah, lihat video seterusnya.
Varieti gergaji tangan
 Untuk mendapatkan hasil maksimum per minit, anda perlu melakukan pergerakan gergaji 40-50. Ketika bergerak ke depan, tekanan dilakukan; dalam gerakan mundur, tidak ada. Kekuatan tekanan ditentukan oleh sifat-sifat bahan di mana kerja sedang dijalankan. Sebagai contoh, daya tekanan ketika bekerja dengan logam lembut mestilah jauh lebih sedikit daripada ketika memotong logam keras.
Untuk mendapatkan hasil maksimum per minit, anda perlu melakukan pergerakan gergaji 40-50. Ketika bergerak ke depan, tekanan dilakukan; dalam gerakan mundur, tidak ada. Kekuatan tekanan ditentukan oleh sifat-sifat bahan di mana kerja sedang dijalankan. Sebagai contoh, daya tekanan ketika bekerja dengan logam lembut mestilah jauh lebih sedikit daripada ketika memotong logam keras.
Semasa bekerja dengan gergaji besi, agar pisau alat tidak menyakiti tangan anda dengan retak, perlu mengelakkan pergerakan tiba-tiba disertai dengan tekanan yang berat. Selain gergaji tangan, yang elektrik juga digunakan. Semasa menjalankan gergaji besi seperti itu, dari semasa ke semasa perlu membasahi pisau alat dengan emulsi berair untuk mengelakkan terlalu panas.
Gergaji tangan dibahagikan kepada beberapa jenis untuk tujuan yang dimaksudkan:
- melintang;
- bawang;
- luaran (untuk memotong lubang);
- gergaji besi klasik (pemotongan membujur atau melintang);
- gergaji besi lonjakan (untuk memotong paku penghubung).
Gergaji busur dibuat dari:
- bawang bubur kayu keras,
- kanvas sepanjang 785-800 mm,
- tali busur, yang diperbuat daripada linen atau tali rami berpintal dengan ketebalan 3-4 mm.
Mereka boleh melintang dan membujur. Untuk gergaji busur dan melintang, lebar pisau adalah 22-25 mm, dan sudut mengasah berada dalam lingkungan 70-79 darjah, jarak antara gigi adalah 4.5-5 mm.Pada gergaji membujur busur, pisau pemotong lebar 50-55 mm, tebal 0,5-0,7 mm, jarak antara gigi mereka 5 mm, dan sudut penajaman 45-50 darjah.
Gergaji bulat digunakan untuk memotong bahan di sepanjang jalan melengkung. Bahagian pemotong gergaji ini panjangnya 500 mm, lebar 5-15 mm, jarak antara giginya mencapai 5 mm, dan tahap penajaman adalah 55-60. Mereka biasanya diasah lurus.
Semasa memilih gergaji tangan, bukan sahaja bentuknya, tetapi juga kelantangan gigi memainkan peranan penting.
Terdapat 3 jenis gigi seri:
- gigi halus - 2.0-2.5 mm (untuk memotong produk kecil dan menggergaji berketepatan tinggi);
- gigi tengah - 3.0-3.5 mm (untuk memproses bahagian bersaiz sederhana);
- serampang besar - 4.0-6.0 mm (untuk pemotongan balak dan balok yang keras)
Terdapat juga klasifikasi antarabangsa, juga mengklasifikasikan gergaji besi, tetapi bukan dengan ketinggian gigi, tetapi berdasarkan jumlahnya, yang merupakan 1 inci lapisan pemotong. Piawaian seperti ini telah berlaku di kalangan pengeluar domestik, jadi anda tidak perlu terkejut jika label instrumen tersebut mempunyai sebutan asing PPI atau TPI. Angka yang mengikuti huruf-huruf ini akan mewakili bilangan gigi per inci panjangnya. Semakin tinggi bilangannya, semakin kecil gigi (contohnya, PPI 8 atau TPI 14).
Gergaji rantai
Sering kali, ketika bekerja dengan kayu, itu bukanlah kebersihan dan ketepatan potongan yang penting, tetapi kedalamannya. Inilah tugas yang diselesaikan oleh gergaji - alat yang kuat dengan enjin elektrik atau petrol, yang direka untuk menebang dan memotong kayu bakar.
Ia mempunyai dua parameter teknikal yang saling berkaitan:
- Kuasa enjin;
- Panjang bas.
Sebuah bar dipanggil dua plat rata yang saling bersambung dengan jurang kecil untuk memasang rantai gergaji. Di satu hujungnya terdapat sproket yang digerakkan, dan di sisi lain terdapat potongan untuk tensioner.










Gergaji rantai elektrik
Kekuatan gergaji rantai elektrik berkisar antara 1.5 hingga 4 kW. Apabila memilih peranti untuk pekerjaan rumah tangga di laman web ini, lebih baik berhenti dengan kekuatan 1.5 hingga 2 kW dengan panjang gergaji 30 hingga 40 cm. Ini cukup hanya untuk pemangkasan kebun, tetapi juga untuk menuai kayu bakar.
Sekiranya perlu, anda boleh melarutkan papan, kayu atau kayu dengan alat seperti itu, walaupun anda tidak akan mendapat kualiti dan ketepatan potongan yang tinggi.
Terdapat dua jenis gergaji rantai:
- Dengan peletakan enjin lateral (melintang);
- Dengan pemasangan motor membujur.
Gergaji besi
Perkara utama yang memberi pemilik gergaji besi adalah autonomi. Dengan alat seperti itu, anda boleh masuk ke hutan dan memotong kayu bakar di sana. Untuk nilai tambah yang besar, anda perlu membayar harga: gergaji lebih rumit dalam reka bentuk daripada yang elektrik. Perbezaan ini terutama dirasakan semasa membeli peranti "tetapi pengambilan pekerja" yang murah. Masalah dengan permulaan, karburator, cincin dan palam pencucuh sering menjadi penyebab pembelian sedemikian. Oleh itu, lebih baik membeli gergaji yang lebih mahal daripada kehilangan wang ketika menjalankan pilihan ekonomi.
Ciri dan peranti
Gergaji rantai dipersembahkan dalam bentuk alat yang terdiri daripada motor yang menghasilkan tork, dan bahagian gergaji yang boleh ditanggalkan, yang terdiri dari bar panduan dan rantai dengan ujung pemotong yang diregangkan di atasnya. Unit ini juga merangkumi sproket pemacu, pemegang belakang dengan butang mula dan pemegang depan dilengkapi dengan pelindung pelindung. Enjin boleh membujur atau melintang. Peletakan melintang memastikan bahawa sproket pemacu berada pada paksi yang sama dengan motor dan sangat memudahkan reka bentuknya. Namun, dengan susunan ini, mesin berada di sisi, yang menyebabkan ketidakselesaan tertentu ketika bekerja di tempat terkurung. Model dengan susunan membujur tidak mempunyai kekurangan seperti itu, namun harganya sedikit lebih mahal. Prinsip pengoperasian unit adalah seperti berikut: mesin menghantar tork ke gegancu pemacu, yang pada gilirannya, menggerakkan rantai ditutup dalam cincin di sepanjang rel panduan.


Ciri teknikal utama gergaji rantai adalah kuasa enjin, kelajuan poros dan panjang bar.
- Dari segi kuasa, peranti dibahagikan kepada 3 kategori: kuasa rendah, sederhana dan berkuasa tinggi. Yang pertama mempunyai kuasa di bawah 1.5 kW dan direka untuk menebang, menggergaji benda kerja kayu atau plastik nipis. Model kelas pertengahan dilengkapi dengan motor 1.5 hingga 2 kW. Mereka mewakili kumpulan peranti terbesar. Mereka digunakan dalam industri pembuatan kayu, ketika memotong kayu bakar untuk kompor dan perapian, serta dalam pembinaan dan pembaikan. Peranti kelas tertinggi dilengkapi dengan enjin dengan kekuatan lebih dari 2 kW, berkat yang digunakan ketika melakukan operasi perhutanan dan dapat memotong kayu balak dengan diameter 30 cm atau lebih.
- Panjang bar mempengaruhi kedalaman potongan dan bergantung pada kekuatan enjin. Jadi, tayar sepanjang 40 cm digunakan dalam kombinasi dengan motor dengan kekuatan lebih dari 2 kW, kanvas 35 cm dengan mesin 1.8 kW, dan tayar dengan ukuran 30 cm ditujukan untuk peranti berkuasa rendah.
- Kelajuan putaran poros mempunyai kesan langsung terhadap produktiviti alat: semakin tinggi, semakin banyak benda kerja yang dapat dipotong oleh peranti dalam waktu tertentu. Namun, ketika memilih kelajuan, kekuatan enjin juga harus diambil kira. Motor berkuasa rendah tidak akan membuat sebilangan besar revolusi, semua kelebihan akan sia-sia.
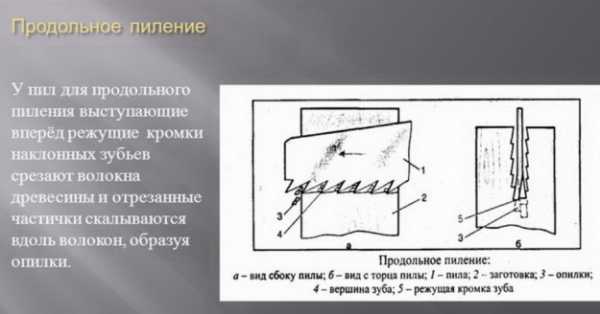
Gergaji membujur. Kekhususan
Pemotongan rip dilakukan sepanjang pertumbuhan serat. Penggergajian ini menggunakan lebih banyak tenaga dan memanaskan mesin lebih cepat daripada pemotongan silang. Walaupun begitu, kos tersebut dikompensasikan sepenuhnya oleh kenyataan bahawa permukaan kayu gergaji licin ketika merobek. Tetapi dalam keadaan potongan silang, permukaannya kasar dan bahkan terkelupas.
Sebenarnya, merobek mirip dengan memotong kasut dengan kapak, di mana bilah baji membelah serat yang diikat oleh lignin, menjadikan pemisahan lebih mudah. Dalam proses pemotongan kayu atau papan serpai secara membujur, permukaan pemotong alat memecahkan lignin, selepas itu memotong serat dengan gerakan memotong.
Selalunya semasa mencabut, tekanan dalaman kayu dikesan, disebabkan oleh pengecutan serat yang tidak rata, yang dimampatkan atau, sebaliknya, diregangkan, dijepit oleh serat sekitarnya dan berada dalam kedudukan ini sehingga penggergajian bermula.
Masalah yang ketara timbul semasa merobek. Ini terletak pada hakikat bahawa tepi papan gergaji boleh ditutup bersama. Tetapi masalah ini dapat dielakkan. Tidak layak memotong papan yang mempunyai cincin tahunan yang diedarkan secara tidak rata, iaitu penampilan, yang menunjukkan pengeringan yang tidak betul. Tidak sesuai untuk merobek dan menggergaji kayu gergaji.









Penggergajian kayu membujur harus dilakukan dengan margin untuk melepaskan tekanan dalaman. Pilihan ini memungkinkan pada masa akan datang, dengan bantuan mengetam atau menggergaji, untuk menghilangkan kekurangan. Jangan lupa bahawa cakera yang digunakan untuk memotong mestilah tajam dan bersih, semaksimum mungkin.
Rantai gergaji jenama terbaik
Menurut ulasan pemilik unit ini, penilaian rantai untuk gergaji besi telah disusun. Berikut adalah pengeluar yang membuat rantai gergaji terbaik.
- Stihl adalah jenama Switzerland yang sangat terkenal yang menghasilkan rantai gergaji dari keluli kromium-nikel berkekuatan tinggi. Mereka tidak meregang ketika dipanaskan seperti yang biasa. Ini dicapai melalui penggunaan kaedah khas memikat panas dalam pengeluaran. Sebagai tambahan, pengeluar ini telah mempatenkan kaedah pelinciran - "alur", yang dibekalkan ke semua pautan terkemuka.
- Syarikat ini tidak merancang rantai, tetapi membuatnya dengan menggunakan teknologi berpaten terbaik. Berkat ini, produk berkualiti tinggi dicapai.Syarikat ini juga menyediakan pelbagai perkhidmatan kepada pelanggan, menyediakan perkhidmatan jaminan untuk produknya. Di samping itu, pelanggan syarikat berpeluang membeli alat ganti asli untuk mekanisme.
- Oregon adalah bahagian dari Blount Inc. Syarikat ini dianggap antara yang terbaik di antara syarikat yang menghasilkan pisau gergaji untuk gergaji besi. Oregon juga menghasilkan pelbagai aksesori dan alat ganti untuk alat dari jenama terkenal lain. Unsur gergaji gergaji dibuat dari aloi berpaten khas, dan aloi kromium digunakan pada gigi. Untuk memudahkan proses penajaman, gigi ditandai dengan tanda yang menunjukkan sudut di mana operasi ini harus dilakukan. Di samping itu, rantai mempunyai sistem yang dapat mengurangkan getaran dan reka bentuk yang asli, berkat pelincirnya merata.
- Carlton adalah syarikat Amerika. Semua elemen rantai pengeluar ini mengalami kekerasan yang meningkat, kerana mereka diletupkan pada tahap pembuatan. Pautan pemotong mempunyai kelebihan panjang, yang memungkinkan untuk menghasilkan sebilangan besar penajam.
- Windsor. Syarikat ini telah mempatenkan superalloy yang tahan panas dan tidak meregang. Pautan palsu dan rivet tertutup digunakan dalam elemen menggergaji Windsor untuk memastikan kebolehpercayaan yang tinggi.
- Rantai ini diperbuat daripada keluli aloi dengan gigi berlapis krom. Yang terakhir diasah dengan cara khas, dan pelincir hypoid digunakan pada rantai, yang memudahkan proses menggergaji. Syarikat ini juga menggunakan kaedah tembakan dalam pembuatan rantai, yang meningkatkan kekuatan pautan.
Salah satu elemen gergaji yang paling penting adalah rantai, yang merupakan bahagian kerja alat, dan mengambil semua beban. Cukup cepat memudar, dan juga luntur. Tempoh pengoperasiannya dipengaruhi bukan sahaja oleh kekerapan gergaji besi, tetapi juga oleh kualiti produk itu sendiri.
Rantai inilah yang mempengaruhi kecekapan gergaji besi, oleh itu, perhatian khusus harus diberikan pada elemen ini, ketika memilihnya

Jenis gergaji
Gergaji adalah alat tajam pemotong dengan sebilangan besar bilah yang mampu bekerja secara tertutup. Kerf adalah celah yang agak sempit yang muncul di kayu ketika memotong serutan dengan gigi tajam alat kerja. Biasanya, dinding sisi dibezakan dari potongan, dan juga bahagian bawahnya, pisau masuk ke dalam interaksi. Bergantung pada sudut kecondongan dan lokasi gergaji berhubung dengan kayu, beberapa jenis menggergaji dibezakan.
- Membujur. Dalam kes ini, satah selari atau kira-kira selari dengan gentian kayu. Bingkai gergaji beroperasi sesuai dengan mekanisme ini, serta gergaji pita dan bulat yang digunakan untuk menggergaji kayu balak, serta balok ke papan, ketika bahan dipotong pada arah membujur baik panjang maupun lebar.
- Melintang. Di sini gergaji terletak tegak lurus atau kira-kira tegak lurus dengan gentian. Dalam kes ini, penggergajian itu sendiri dilakukan secara manual menggunakan gergaji silang dan gergaji besi, serta pada mesin pemotong. Kaedah memproses serat kayu ini digunakan untuk memotong bulet bulat, menghilangkan kecacatan kayu, dan juga untuk memberi kayu kualiti dan dimensi yang diperlukan.
- Bercampur. Dalam kes ini, bidang alat boleh terletak dalam jarak antara 10 hingga 80 darjah berhubung dengan kayu.
Bercakap tentang kaedah menggergaji mana yang lebih baik, perlu diperhatikan bahawa kaedah melintang dianggap lebih mudah, kerana skema ini tidak mempunyai kotak gear yang kompleks, yang diperlukan untuk memutar sumbu sebanyak 90 darjah, gear berfungsi lebih efisien, berkat gergaji melintang lebih tahan lama, risiko motor keluar dari penalaan jauh lebih rendah dan keseluruhan instrumen tahan lebih lama.

