Arahan langkah demi langkah untuk mengganti jalur gergaji
Pertimbangkan proses penggantian gergaji pita pada mesin pemotong logam genggam.
Menghidupkan kuasa secara tiba-tiba pasti akan menyebabkan kecederaan serius, kebanyakan daripadanya mengancam nyawa. Jangan sekali-kali melanggar peraturan keselamatan, peraturan tersebut ditulis berdasarkan kesalahan dan kecederaan seseorang.
| Langkah, tidak. | Penerangan |
|---|---|
 Langkah 1 Langkah 1
|
Lipat penutup pelindung mekanisme pemacu jalur gergaji. Ia dipasang pada beberapa kait, terdapat gelung pemasangan di bahagian bawah. |
 Langkah 2 Langkah 2
|
Longgarkan ketegangan gergaji sebanyak mungkin. Untuk melakukan ini, perlu memutar lawan arah tuas khas yang terletak di hujung badan mesin. Apabila skru berpusing, roda pemalas dipindahkan ke arah pemacu dan dengan itu melegakan ketegangan pada jalur gergaji. |
 Langkah 3 Langkah 3
|
Tanggalkan gergaji dari takal pemalas, kemudian keluarkannya dari panduan dan kemudian dari takal pemacu. Bekerja dengan sarung tangan yang ketat, jangan mencederakan tangan anda. Jangan bengkokkan pisau gergaji dengan kuat kerana boleh mencederakan pengendali semasa meratakan. Gergaji dalam mekanisme panduan dipegang oleh galas, mereka meratakan getaran pemotongan dan lembap. Untuk operasi yang berkesan, sangkar galas menekan kanvas dengan erat, dan harus dikeluarkan dari situ dengan pukulan tangan yang tajam. Jangan gunakan palu, ia boleh merosakkan bahagian mesin. |
 Langkah 4 Langkah 4
|
Keluarkan gergaji baru, bersihkan minyak teknikal, buat pemeriksaan visual. Sekiranya terdapat kerosakan kilang, dilarang menggunakan gergaji. Mulailah memasukkan bilah ke dalam alat panduan, ia mesti sesuai dengan galas. Sekiranya semuanya jatuh ke tempatnya, maka anda harus merasakan saat kanvas bersentuhan dengan klip - daya akan meningkat, pinggir atas kanvas akan bersandar pada permukaan logam. |
 Langkah 5 Langkah 5
|
Geser gergaji dengan hati-hati ke takal pemacu dan kemudian ke takal yang digerakkan. Letakkannya tepat di tempat sebelumnya. Tegangkan bilah sedikit dengan memutar tombol tegangan. Laraskan semula kedudukan gergaji dalam penggelek dan ketatkan semula gergaji. Pada tahap ini, gergaji tidak tegang pada nilai kerja, tetapi hanya ditarik untuk meletakkan yang betul. Dilarang keras menarik gergaji dengan penutup terbuka dalam arahan penggunaan peralatan. |
 Langkah 6 Langkah 6
|
Pasang semula penutup gergaji. Penggantian alat pemotong dilakukan, tetapi masih belum dapat dilakukan pada mesin - gergaji perlu disesuaikan. Algoritma tindakan berubah sedikit dengan mengambil kira data teknikal mesin, tetapi prinsipnya sama. |
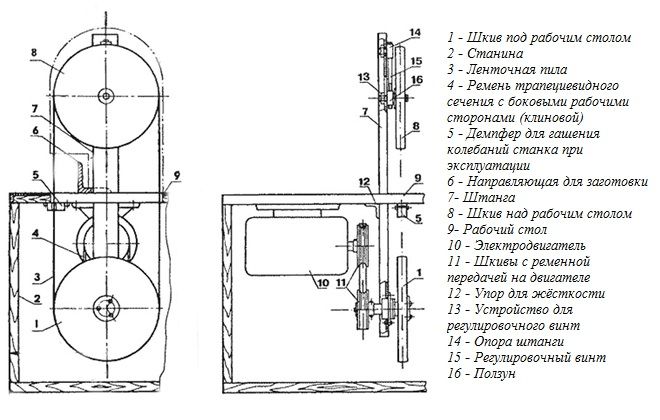
Radas untuk bekerja dengan logam
Semua alat ukiran dibahagikan kepada beberapa jenis, tetapi yang utama dan paling mudah adalah jenis menegak. Mesin seperti ini membolehkan anda menggerakkan benda kerja semasa operasi, sementara jenis lain memperbaikinya dengan kuat.
Klasifikasi utama membahagikan peranti mengikut bahan yang akan digunakan:
- Untuk ukiran logam.
- Untuk memproses bahan sintetik.
- Untuk pokok.
- Untuk batu.
Dan juga alat dibahagikan bergantung pada gigi. Di sini terdapat jalur dengan gigi yang tidak berselirat, yang harganya agak rendah, tetapi beroperasi pada kadar suapan minimum sekitar 7 meter per minit. Sebaliknya, tali pinggang dengan gigi yang mengeras mempunyai ketahanan aus yang tinggi dan kadar suapan yang lebih tinggi, tetapi alat seperti itu lebih mahal.
Peraturan pemilihan alat
Di gudang setiap kilang papan dan bengkel terdapat gergaji besi untuk logam. Cara memilih peranti berkualiti:
Sebagai permulaan, anda perlu memilih dua atau tiga syarikat yang memegang kedudukan terkemuka di pasaran dan dibezakan oleh kebolehpercayaan dan kualitinya.
Tempat penting dihuni oleh nisbah harga dan kos perkhidmatan. Peranti, pertama sekali, mestilah sempurna, mudah diasah, dan mudah dipotong bahan.
Bilangan gigi
Pakar mengesyorkan membeli gergaji, jumlah gigi yang merupakan gandaan tiga. Peranti inilah yang memastikan operasi instrumen normal dan jangka panjang.
Pengilang gergaji utama
 Kedudukan teratas dari segi nisbah kualiti-harga ditempati oleh alat Simonds. Gergaji dibuat di Amerika Syarikat dari aloi karbon yang dipatenkan, yang tidak seperti bilah lain yang dirawat dengan panas dua kali, yang menjadikannya sangat tahan lama. Syarikat ini memantau kualiti setiap peranti dengan mengimbas keretakan.
Kedudukan teratas dari segi nisbah kualiti-harga ditempati oleh alat Simonds. Gergaji dibuat di Amerika Syarikat dari aloi karbon yang dipatenkan, yang tidak seperti bilah lain yang dirawat dengan panas dua kali, yang menjadikannya sangat tahan lama. Syarikat ini memantau kualiti setiap peranti dengan mengimbas keretakan.
Syarikat lain yang telah berdiri di pasaran adalah Wood-mizer, yang mengeluarkan peranti untuk keadaan yang berbeza. Varieti pertama adalah gergaji standard. Tetapi alat jenis ini mempunyai ciri-ciri tersendiri, iaitu Wood-mizer menjadikan gigi lebih kuat menggunakan induksi elektromagnetik, yang membolehkan anda meningkatkan jurang antara penajaman. Syarikat ini juga menghasilkan alat untuk perusahaan industri dan menggergaji logam berat dan kayu.
Arntz adalah syarikat terkenal Jerman yang telah mendapat populariti di seluruh dunia. Gergaji jenama ini diperbuat daripada bahan yang mengandungi kobalt, yang menjadikan alat ini tahan lama dan tahan pakai. Ciri jenama ini ialah gergaji mempunyai fungsi peningkatan kelajuan.
Pengilang gergaji ini adalah yang paling dipercayai, diuji masa dan mempunyai banyak ulasan positif.
Ciri penajaman dan pengiraan panjang
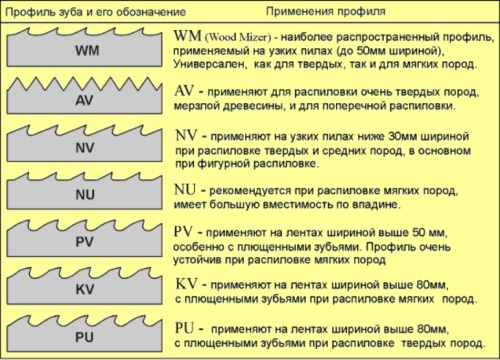
Penajaman pita dilakukan sesuai dengan peraturan khas. Adalah mungkin untuk mengasah tali pinggang yang diperbuat daripada keluli alat, aloi karbida, atau dengan gigi berujung karbida. Alat berlapis berlian tidak dapat diasah. Sudut penajaman, profil gigi dan jenis tetapan mempengaruhi kecekapan gergaji pita semasa memproses pelbagai bahan. Sebagai contoh, untuk kanvas pada kayu, jenis profil gigi berikut digunakan:
- Profil WM adalah jenis profil takik yang paling biasa dan digunakan untuk kedua-dua spesies kayu keras dan lembut.
- AV - digunakan untuk menggergaji jenis kayu yang sangat keras, balak beku dan untuk memotong biji-bijian.
- PV dan KV digunakan pada tali pinggang lebar untuk menggergaji spesies kayu lembut.
Untuk memotong kepingan logam tebal, gigi dengan sudut positif ke arah perjalanan digunakan. Jalur nada kecil lebih sesuai untuk memotong logam kepingan nipis. Untuk mengelakkan penjepit pita semasa operasi, perlu memasang gigi pada masa yang sama dengan mengasah. Terdapat tiga jenis pendawaian utama:






- Piawai. Gigi diceraikan mengikut corak berikut: napavo-lurus-ke kiri.
- Kumpulan: kiri-kanan-kiri.
- Gelombang: tiga gigi diketepikan ke kanan, tiga lagi di sebelah kiri.
Di samping itu, beberapa jenis pendawaian tambahan digunakan, yang lebih sesuai untuk kerja yang sangat khusus.
Pengiraan panjang pisau pita dibuat sesuai dengan arahan dari pengeluar, yang disertakan dengan mesin. Sekiranya arahan hilang, anda boleh mengira panjang pita yang diperlukan menggunakan formula:
(A x 2) + (B x 3.14), di mana A adalah jarak antara pusat kedua takal mesin, B adalah diameter setiap takal, 3.14 adalah nombor pi (nilai standard). Jarak antara takal harus diukur pada nilai rata-rata jarak pemisahannya satu sama lain, sehingga memungkinkan untuk meningkatkan atau menurunkan tahap ketegangan selama operasi.
Pandangan
Kriteria kedua untuk memilih pisau untuk gergaji besi adalah bahan dari mana produk dibuat.
Gred keluli terpakai: Х6ВФ, В2Ф, Р6М5, Р12, Р18. Produk domestik hanya dibuat dari jenis bahan ini, tetapi produk berlapis berlian terdapat di kedai khusus. Permukaan fail disembur dari pelbagai logam tahan api, titanium nitrida. Fail ini berbeza dari segi rupa warnanya. Bilah keluli standard berwarna kelabu muda dan gelap, berlian dan lapisan lain - dari oren hingga biru tua. Lapisan tungsten karbida dicirikan oleh kepekaan pisau yang sangat melengkung, yang mempengaruhi jangka hayat pisau yang pendek.
Alat berlapis berlian digunakan untuk memotong bahan kasar dan rapuh: seramik, porselin dan lain-lain.
Kekuatan fail dijamin dengan prosedur rawatan panas panas. Mata gergaji terbahagi kepada dua zon pengerasan - bahagian pemotong diproses pada suhu 64 hingga 84 darjah, zon bebas terdedah kepada 46 darjah.
Perbezaan kekerasan mempengaruhi kepekaan produk terhadap kelengkungan pisau semasa pelaksanaan kerja atau pemasangan fail dalam alat. Untuk mengatasi masalah ini, sebuah standar diadopsi yang mengatur indikator kekuatan yang diterapkan pada peralatan genggam. Daya pada alat tidak boleh melebihi 60 kg ketika menggunakan fail dengan nada gigi kurang dari 14 mm, 10 kg dikira untuk produk pemotong dengan nada gigi lebih dari 14 mm.
Gergaji yang terbuat dari keluli karbon, ditandai dengan tanda HCS, digunakan untuk bekerja dengan bahan lembut, tidak tahan lama, dan cepat tidak dapat digunakan.
Alat pemotong logam yang diperbuat daripada keluli aloi HM lebih teknologi, seperti bilah yang diperbuat daripada krom aloi, tungsten, vanadium. Dari segi sifat dan hayat perkhidmatan, mereka menempati tempat perantaraan antara gergaji besi dan keluli berkelajuan tinggi.
Produk berkelajuan tinggi ditandai dengan huruf HSS, rapuh, harganya tinggi, tetapi lebih tahan terhadap pemakaian elemen pemotong. Hari ini, bilah HSS digantikan oleh gergaji bimetallik.
Produk bimetallic ditentukan oleh singkatan BIM. Diperbuat daripada keluli bergolek sejuk dan berkelajuan tinggi oleh kimpalan rasuk elektron. Kimpalan digunakan untuk menghubungkan dua jenis logam dengan serta-merta sambil mengekalkan kekerasan gigi yang berfungsi.









Memilih pisau gergaji
Untuk mendapatkan alat yang betul, anda perlu mengujinya dengan sebilangan parameter. Berhati-hati ini akan membolehkan anda mencapai garis pemotongan yang sama rata, tidak adanya keretakan dan serpihan pada benda kerja. Untuk alat pemotong, beberapa jenis bilah dihasilkan, yang direka untuk berfungsi:
- dengan batu;
- logam;
- pokok;
- bahan sintetik.
Bagaimana memilih gergaji jalur logam?
Untuk bekerja dengan pelbagai kekosongan logam, jenis pisau tertentu diperlukan:
- untuk memotong keluli berkarbon tinggi, alat yang diperbuat daripada aloi komposit jenama M-51 sesuai;
- keluli karbon rendah dan sederhana - bilah logam untuk gergaji jenama M-42;
- pemotongan berterusan keluli tahan panas - model SP;
- memotong bilet titanium dan aloi nikel - alat jenis TST.
Cara memilih lebar kanvas
Ukuran bilah gergaji untuk kayu dan logam harus dipilih dengan mengambil kira sifat kerja. Lebar alat berbeza antara 14-80 mm. Bahagian pemotong 31–41 mm dianggap standard.
Semakin lebar gergaji, potongannya akan lebih halus. Oleh itu, jika tidak ada arahan untuk pemotongan normal, pilih pisau selebar yang sesuai untuk gergaji pita. Dalam kes ini, bahan akan diberi makan secepat mungkin.
Untuk pemotongan kontur, pilih gergaji yang cukup sempit untuk digunakan untuk memotong sudut dan bentuk bahan.
Gigi gergaji: parameter asas
Bilangan gigi
-
semakin banyak gigi, potongan benda kerja berdinding tebal lebih halus;
-
dengan kepadatan gigi yang rendah, beban pada bahagian benda kerja berkurang;
-
dengan sebilangan besar tepi, tegangan semasa operasi diedarkan ke seluruh permukaan gergaji.
Saiz gigi.
-
Gigi standard sesuai untuk memotong bahan nipis dan memotong bentuk.
-
Gigi kasar sesuai untuk luka dalam.
-
Tepi pemotongan rendah adalah pilihan terbaik untuk memotong kepingan berdinding nipis.
Padang gigi
-
nada pemalar kasar sesuai untuk memotong kepingan berdinding nipis bersaiz kecil;
-
gigi yang kerap dan sama rata berjaya memotong jaring besar bahan yang sedang diproses;
-
Tali pinggang gigi berubah-ubah sesuai untuk memproses bahan lembut (plastik, logam bukan ferus, kayu).

Gambar # 1: Menentukan nada gigi jalur gergaji
Pengilang mengembangkan garis panduan khas untuk pemilihan nada gigi untuk pelbagai jenis produk gulung (bilet padat, profil, kepingan, paip) untuk rangkaian produk.
Mengetap gigi

Imej # 2: Diagram Pendawaian Gigi Bandsaw
Menurut parameter ini, semua kanvas dibahagikan kepada 3 kumpulan.
-
Profil bergelombang. Gigi terletak dalam bentuk gelombang sepanjang keseluruhan mata gergaji pita, mempunyai sudut kecondongan yang berbeza. Profil bergelombang digunakan untuk memotong bahan nipis dan bahan kerja kecil.
-
-
Pendawaian standard. Unsur-unsur tepi diletakkan secara bergantian di kedua sisi, satu gigi di tengah. Set standard sesuai untuk menggergaji bahagian logam besar pada mesin mendatar, pemotongan kontur dan pengendalian bahan pada peralatan suapan menegak.
-
Pendawaian kumpulan. Lekukan di tepi disusun berpasangan di sisi kiri dan kanan. Alat-alat ini memberikan kelajuan maksimum dan potongan bersih dengan beban rendah pada bahagian pemotong.









Mengasah kualiti ditentukan oleh mata, dengan fokus pada kriteria berikut:
-
ketajaman gigi;
-
keseragaman bahan canggih;
-
keseimbangan garis tepi.
Penting! Periksa pada masa pembelian sama ada pisau dapat diasah dan berapa banyak kitaran penyegar yang dibenarkan.
Menjaga gergaji band anda
Semasa operasi, cara penyediaan penyejuk harus diperhatikan. Tanpa pelinciran dan penyejukan, hayat tali pinggang dikurangkan dengan ketara. Semasa memasang pisau baru, anda harus "menggulung" dalam mod siaga selama 10-15 minit dan hanya kemudian melakukan beberapa pemotongan dalam mod dengan beban hingga 50% dari nominal.
Pengoperasian dan ketahanan gergaji pita yang betul bergantung pada prestasi penajaman dan penetapan. Untuk operasi ini, mesin khas dengan mod tetapan yang berbeza dimaksudkan. Semasa mengasah, selain pemulihan sebenar ketajaman gigi, penghapusan mikrokrak dan kecacatan yang timbul pada sinus dilakukan. Menyelaraskan ketinggian penyingkiran stok juga sangat penting untuk mengekalkan kekuatan web.
Penajaman dilakukan tanpa menekan roda penggiling, untuk mengelakkan penyepit pita, yang dapat terjadi walaupun dengan tetapan yang betul untuk jenis gigi dan nada.
Cara merawat kanvas
Bagaimana anda mengasah pisau gergaji?
Oleh tuan
Dengan pengendalian alat yang tidak betul, semua gergaji akan rosak sebelum ini.
Gergaji memerlukan penyelenggaraan berkala, yang merangkumi perkara berikut:
- Pembersihan kanvas - dilakukan selepas setiap pemprosesan bahan. Kotoran cair yang terkumpul bukan sahaja menjadikan produk tidak kemas, tetapi juga menghalangnya daripada berfungsi dengan betul.
- Melakukan penajaman pencegahan. Gergaji pita mempunyai dua pilihan untuk mengasah - mengikut skema profil penuh dan di sepanjang tepi gigi pemotong. Untuk kaedah pertama, tuan memerlukan mesin. Pembersihan muka boleh dilakukan secara manual.
- Membiakkan gigi. Makna pengaturan adalah menyebarkan gigi instrumen ke arah yang berbeza. Malah gigi bengkok dalam satu arah, dan gigi ganjil ke arah yang berlawanan.Cara paling mudah untuk membiak adalah dengan tang.
- Kimpalan bilah. Kimpalan pantat rintangan terdiri daripada mengalirkan arus elektrik melalui hujung gergaji yang dimampatkan. Sebagai hasil dari arus, pinggir hujung gergaji dipanaskan, dicairkan dan dikimpal. Untuk pengelasan kain, alat khas dihasilkan.
Gergaji pita terbaik untuk logam
Mesin pemotong logam dilengkapi dengan pisau bergerigi untuk menggergaji logam, aloi atau bahan keras lain. Pergerakan pita dilakukan bukan secara bulat, tetapi ke belakang dan ke belakang. Semasa memilih, perlu melihat kekuatan dan kedalaman pemotongan. Pakar VyborEksperta menganalisis ceruk dan memilih 3 model yang paling dipercayai.
Metalmaster BSM-85 17434
Mesin dari Metalmaster membolehkan anda melihat benda kerja logam dengan cepat dan cekap dalam keadaan pengeluaran kumpulan kecil. Kelajuan dapat diubah dengan lancar dari 40 hingga 88 m / min. Sudut kecondongan dapat disesuaikan ke 45 atau 90 darjah kerana mekanisme putar naib. Overhang boleh diubah, yang membolehkan anda memproses benda kerja dengan pelbagai ukuran.
Terima kasih kepada alat berhenti sebelah, anda dapat segera menetapkan bahan ke tahap yang diinginkan, mendapatkan bahagian dengan ukuran yang sama. Rangka besi tuang memberikan ketegaran yang baik pada keseluruhan struktur. Ringan dan padat jadikan mesin itu mudah alih. Ia boleh dipindahkan ke lokasi lain sahaja.











Martabat
- Katil yang kuat;
- Potongan halus;
- Tidak bergetar semasa bekerja;
- Cengkaman maksiat yang selamat.
keburukan
Tiada penyesuaian kedalaman pemotongan.
Model ini direka untuk pemotongan cepat logam, aloi dan besi bukan ferus atau besi. Mesin mengendalikan benda kerja dengan diameter hingga 85 mm. Ia juga berguna untuk menggergaji dengan perubahan sudut yang kerap.
Stalex BS-912G 388011
Gergaji band yang paling produktif dalam ranking. Dengan roda dan pemegang, ia dapat dipindahkan dengan mudah di bengkel sahaja. Model ini mengendalikan bahan kerja dengan diameter hingga 23 cm. Silinder umpan hidraulik yang disekat secara automatik menyesuaikan kelajuan penurunan bingkai gergaji untuk profil bahan yang berbeza. Ini memastikan prestasi pemotongan yang optimum dan jangka hayat mesin yang panjang. Rahang berputar putar dengan pemacu gear boleh dipercayai, membolehkan anda memotong pada sudut. Tuas kawalan ergonomik sesuai dengan selesa di tangan anda.

Martabat
- Kerf sempit;
- Penggunaan kuasa rendah;
- Kemudahan penyelenggaraan;
- Potongan tepat.
keburukan
Harga (166,000 rubel).
Gergaji pita dari Stalex tergolong dalam peralatan separa profesional dan diperlukan apabila anda harus bekerja dengan pelbagai jenis benda kerja logam. Modelnya boleh dipercayai dan senang dijaga, ia akan bertahan lebih dari satu tahun, walaupun dengan tekanan harian.
Makita 2107FK
Gergaji pita tangan yang boleh dipercayai untuk logam menurut pasukan VyborEksperta. Model ini sesuai untuk memotong paip dan getah. Ia paling kerap digunakan untuk kerja elektrik, paip atau pemasangan. Pengawal kelajuan membolehkan anda memilih kuasa yang optimum semasa memotong pelbagai bahan. Tuas pengapit membolehkan pemasangan atau penggantian pisau dengan cepat. Anda boleh bekerja dengan gergaji walaupun dalam gelap. Ini memiliki pencahayaan terpasang di kawasan kerja, yang dapat dihidupkan sesuai keperluan.
Gergaji mengendalikan bahagian dari pelbagai bentuk dengan diameter hingga 12 cm.

Martabat
- Berat rendah;
- Sokongan web dua sisi;
- Membina kualiti;
- Hayat perkhidmatan yang panjang.
keburukan
Mereka cepat tersentak.
Bagaimana parameter giginya mempengaruhi pilihan gergaji pita?

Mengenai ukuran gigi dan kekerapan penempatannya, corak berikut diperhatikan di sini:
- Semakin banyak gigi, semakin tinggi kualiti potongan yang akan diperoleh semasa memotong benda kerja berdinding tebal.
- Untuk bilah dengan sebilangan kecil gigi, beban di kawasannya juga dikurangkan.
- Dengan gergaji pita dengan banyak gigi, tekanan pemotongan diedarkan secara merata ke seluruh permukaan mata gergaji.
- Gergaji dengan gigi besar membolehkan potongan yang mendalam dibuat. Oleh itu, sebagai contoh, kanvas seperti itu disarankan untuk digunakan semasa menggergaji batang pokok.
- Bilah bergigi rendah sangat sesuai untuk memotong bahan kepingan nipis.
- Semasa memotong benda kerja yang besar, pilih gergaji dengan gigi kasar.
- Untuk mengurangkan fenomena resonansi dan meningkatkan jarak panjang pemotongan ketika menggunakan satu gergaji, gigi pada bilahnya mesti mempunyai nada yang berubah-ubah dan ukurannya berbeza.
- Gergaji dengan gigi yang sama rata disarankan untuk memotong bilah besar.
- Bilah gigi yang berubah-ubah berfungsi dengan baik untuk memotong bahan lembut sambil memberikan produktiviti yang tinggi kerana tidak ada penyumbatan pada mata gergaji.
Geometri gigi, yang ditentukan oleh profil dan sudut penajamannya, juga penting:
- Sebagai contoh, dalam proses memotong paip, saluran, sudut dan bahan profil lain, getaran, sebagai peraturan, berlaku, yang menyebabkan kerosakan pada gigi, oleh itu disarankan untuk menggunakan bilah dengan gigi dengan punggung yang diperkuat.
- Untuk memotong keluli tahan karat, bahan dengan kelikatan, kami mengesyorkan pisau dengan ruang antara gigi yang besar dan gigi yang diasah pada sudut akut.
Kaedah memasang gigi pada bilah menentukan kualiti pemotongan dan kelajuan pemakaian alat, dan, di samping itu, tahap getaran yang timbul semasa operasi bergantung padanya.
Di mana:
- Semasa memotong kepingan logam yang besar, untuk mengelakkan mencubit pisau, disarankan untuk menggunakan gergaji, yang bergantian antara bahagian sempit dan lebar.
- Kaedah penetapan standard, di mana gigi digerakkan secara bergantian dalam arah yang berbeza dari gigi tengah, dapat digunakan untuk gergaji yang digunakan pada mesin menegak, serta ketika memotong benda kerja yang besar dan memotong kontur.
- Jenis tetapan yang berubah-ubah, juga disebut kumpulan dan dicirikan dalam kes ini bahawa gigi bengkok berpasangan dalam arah yang berlawanan, memberikan kecekapan tinggi dan penurunan beban pada alat pemotong.