Mesin bujur
Pemprosesan dan pemotongan profil berdinding tebal, serta kepingan dengan ketebalan lebih dari 2 mm - ini adalah bidang aplikasi penggiling sudut. Biasanya kerja dijalankan dengan sokongan tangan. Sesiapa yang sering memotong produk disarankan untuk membeli tempat yang sesuai.
Pengancing tegar
Memotong bahan dengan mesin memerlukan sedikit kemahiran dan hanya boleh dilakukan dengan roda pengisaran khas. Bahagian kerja mesti diikat dengan selamat. Jangan memiringkan mesin semasa operasi.
Keselamatan
Pengisar sudut hanya boleh digunakan dengan kacamata pelindung, sarung tangan dan pakaian yang tidak mudah terbakar. Anda boleh menggunakan topeng habuk dan fon kepala kalis bunyi. Sekiranya kerja itu dilakukan di bilik tertutup, maka bahan mudah terbakar harus diasingkan, kerana busur berlaku semasa pemotongan.
Pengisar sudut boleh memotong bahan profil paling tebal. Keupayaan mesin hanya dibatasi oleh diameter roda pemotong.
Pahat
Pekerjaan seperti menebuk lubang di piring tebal, memotong kacang berkarat, atau memotong wayar tebal paling baik dilakukan dengan pahat.
Bilah alat harus mempunyai sudut ketajaman 40-60 darjah, diasah tajam dan dikeraskan dengan baik. Sekiranya bahagian pemotong menjadi tumpul atau cacat setelah beberapa kali pukulan, alat ini jelas tidak sesuai untuk kerja selanjutnya.
Yang paling banyak digunakan ialah pahat rata dan pemotong silang. Bahagian pemotong pahat rata mempunyai lebar yang sama dengan pemegangnya. Di salib Meisel, bilah terletak di seberang pemegang dan jauh lebih sempit. Untuk memotong bukaan melengkung, pisau dapat diasah sedikit di sepanjang tepinya, sehingga bentuknya cembung.
Patuhi peraturan keselamatan
Pakai kacamata keselamatan semasa bekerja dengan pahat: Potongan logam yang melambung boleh mencederakan mata anda dengan serius! Anda juga perlu menggunakan lapisan keluli tebal (15-20 mm) dan pastikan menggunakan sarung tangan.
Pahat diletakkan di garisan penanda dengan sedikit cerun - di bawah pukulan tukul, bilah memotong bahan.
Cara membuat gergaji besi untuk logam dengan tangan anda sendiri
Di kedai perkakasan, gergaji pita agak mahal. Dengan kemahiran yang minimum, alat ini dapat dibuat secara bebas. Sebilangan bahagian boleh dibuat dengan tangan dari bahan kitar semula, dan bahagian yang hilang boleh dibeli di kedai (mereka mempunyai kos rendah).

Bahan dan alat
Sebelum memulakan kerja pembuatan gergaji gelang tangan untuk logam, perlu menyediakan bahan dan peralatan yang diperlukan:
- pengisar;
- pemutar skru;
- alat pengisar;
- aksesori habis (pita elektrik, momen pelekat, pengikat, dll.);
- alatan tangan (pemutar skru, skru, pisau, gunting).
Untuk memasang mesin dari bahan sekerap, anda perlu mencari:
- papan kayu (akan digunakan di bawah dasar dan meja) - jika papan serpai digunakan, maka beberapa lapisan mesti dilekatkan untuk memastikan petunjuk kekuatan yang diperlukan;
- saluran, batang keluli (diperlukan pada tahap mewujudkan asas untuk menegangkan paksi berputar);
- getah (basikal atau tiub tayar) - akan digunakan untuk mengikat tali pemotong ke takal;
- tali pinggang (berguna untuk memutar cakera);
- papan lapis kalis air dengan ketebalan 10 mm (akan digunakan untuk membuat penutup pelindung);
- motor dan wayar (pilihannya bergantung pada kuasa peranti yang diperlukan).
Peraturan untuk memilih pisau pita
- Semasa membeli pisau pemotong, perhatikan tepi: semua gigi mestilah sama, jarak antara satu sama lain;
- Pilih kanvas yang boleh diasah lagi;
- Tentukan jenis komponen yang diperlukan bergantung pada format kerja:
- bimetal - digunakan semasa memotong bahan tahan lama, dicirikan oleh peningkatan kekuatan (alat ini akan bertahan lama, gergaji tahan terhadap air mata dan ketegangan);
- berlian - direka untuk bekerja dengan marmar, granit, kuarza, batu;
- karbida - diperlukan untuk menggergaji besi tuang dan titanium, boleh digunakan semasa memproses benda kerja yang kompleks;
- diperbuat daripada keluli alat - bilah klasik, sesuai untuk kerja sekali dengan kayu dan logam, adalah yang paling murah.
Arahan langkah demi langkah untuk membuat gergaji gelang tangan untuk logam
- Tentukan tujuan penggunaan mesin, dimensi alat yang diperlukan.
- Muat turun dari Internet atau buat sendiri gambar peranti.
- Siapkan tempat kerja, alat, bahan anda.
- Buat takal: anda memerlukan papan lapis atau papan serpai, diameter yang disyorkan ialah 24-26 cm.
- Katrol mesti diampelas dan ditampal dengan getah di bahagian dalam.
- Buat paksi menegak: anda boleh menggunakan saluran logam atau jenis kayu yang kukuh.
- Sediakan alas pangkal (keluli tahan karat yang akan dilakukan).
- Masukkan sesendal di kedua-dua sisi pangkalan, di mana anda membetulkan takal (item 4). Katrol mestilah rata dan tidak condong.
- Sekiranya ada, pasang peredam (di bawah permukaan meja): ia akan mengurangkan getaran dan getaran semasa operasi mesin.
- Betulkan motor, pastikan sambungannya kukuh dengan bahagian alat yang berputar (item 5).
- Pasang meja dari panel kayu yang ada, jika dikehendaki, tutup dengan lapisan penebat. Letakkan meja kerja pada kaki yang kukuh dan stabil.
- Sekiranya di tempat kerja anda perlu membuat potongan membujur lurus, maka anda perlu memasang panduan.
- Pasang sistem pelinciran yang boleh disesuaikan di atas permukaan meja: minyak harus mengalir secara graviti ke bilah gergaji (jumlahnya ditentukan secara eksperimen semasa operasi mesin).
- Pasang penutup pelindung ke katrol atas: perlu untuk mengelakkan mata gergaji tergelincir. Penutup harus meliputi seluruh mesin dan elektronik untuk mengelakkan serpihan memasuki mekanisme.
- Sekiranya anda ragu-ragu bahawa mesin akan mengatasi jumlah kerja yang banyak, maka lebih baik memasang peranti arus baki (RCD).
- Potong semua sudut tajam, pasir permukaan alat.
- Pasang bilah pita, kencangkannya sekerap mungkin (rantai tidak dibenarkan). Pita mesti diletakkan betul-betul selari dengan pangkal supaya kanvas tidak keluar.
- Jalankan ujian mesin, buat potongan ujian dari kepingan keluli atau logam yang nipis.

Ciri-ciri pilihan gergaji pita
Sebelum memilih satu atau model lain dari gergaji pita untuk logam atau bahan lain, ingatlah bahawa untuk digunakan dalam pengeluaran perindustrian besar untuk penggunaan yang kerap, lebih baik anda memilih pilihan yang lebih mahal dengan petunjuk kekuatan tinggi. Tetapi untuk penggunaan di rumah yang tidak teratur, pilihan yang lebih murah dengan petunjuk kekuatan standard akan mencukupi.








Pilihan melihat mengikut ukuran
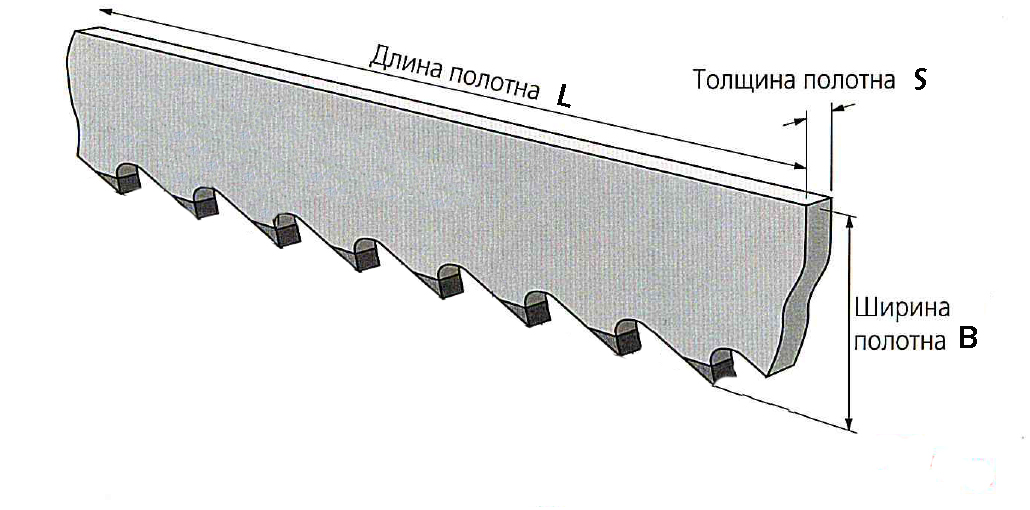
Panjang dan lebar alat juga mesti dipilih bergantung pada keadaan penggunaan. Jadi, anda perlu mengaitkan arahan peralatan dengan parameter alat pemotong.
Sekiranya data tersebut tidak termasuk dalam sijil gergaji, pertimbangkan perkara berikut:
- potongan akan lebih lancar jika mata gergaji lebih lebar;
- semasa bekerja dengan benda kerja logam kasar, mata gergaji nipis berubah dengan cepat;
- semakin kecil ketebalan logam yang anda gergaji, semakin besar kemungkinan bahagian-bahagian itu akan cacat jika gergaji terlalu tebal;
- untuk melakukan pemotongan kontur atau kerinting, anda perlu mengaitkan lebar elemen pemotong dan kemampuan memotong logam pada sudut yang diperlukan.
Lebar gergaji paling kerap berkisar antara 14 hingga 80 mm. Pilihan yang paling optimum ialah kira-kira 40 mm.
Memilih Parameter Gigi Gergaji Kanan

- semakin banyak gigi, semakin baik pemotongan logam dengan dinding tebal;
- dan jika terdapat lebih sedikit gigi, maka beban di seluruh kawasan mata gergaji dikurangkan;
- semasa memotong logam, tegangan diagihkan secara merata ke seluruh permukaan gergaji dengan sebilangan besar tepi pemotong.
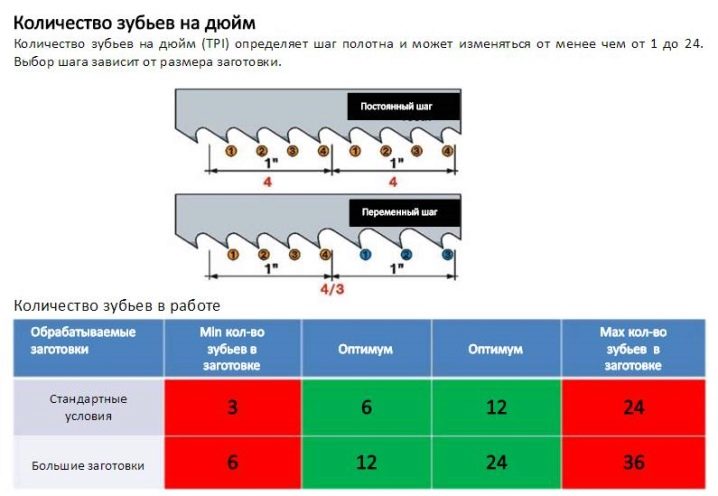
Dalam kebanyakan kes, bilangan gigi pada gergaji pita berbeza dari 3 hingga 24 keping.
Anda juga perlu mengambil kira bukan sahaja jumlah gigi, tetapi juga ukurannya. Cadangan pemilihan adalah seperti berikut:
- gigi yang lebih besar akan dapat membuat luka dalam, contohnya, gigi yang paling sesuai diambil untuk memotong batang pokok;
- untuk memotong kepingan logam berdinding nipis, lebih baik mempunyai bahagian pemotong yang rendah.
Juga, nada gigi mesti sepadan dengan ukuran rakan yang terletak di mesin. Dengan lebih cekap, syarat langkah adalah seperti berikut:
- semasa membentuk kepingan logam nipis bersaiz kecil, pilih langkah kasar yang tetap;
- untuk memotong kanvas besar, anda perlu memilih model dengan penempatan gigi peribadi dan rata;
- untuk memproses bahan lembut yang berbeza, ambil gigi yang berubah-ubah, sementara gergaji tidak tersumbat dan kelajuan kerja akan lebih besar.
Parameter penting juga ialah pengaturan gigi. Ia mempengaruhi kualiti kerja itu sendiri dan tahap getaran. Anda perlu membuat pilihan mengikut cadangan berikut:
- profil beralun sesuai untuk logam nipis atau benda kerja kecil;
- profil standard, di mana semua elemen tepi memotong sama rata di kedua sisi dengan satu gigi tambahan di tengahnya, digunakan untuk memotong logam besar, untuk memotong kontur atau untuk memasang mesin menegak;
- profil pemboleh ubah mempunyai sepasang gigi di kanan dan kiri. Kecekapan pemotongan pada model ini lebih tinggi, dan beban pada elemen pemotong lebih rendah. Oleh itu, kos model sedemikian jauh lebih tinggi daripada model konvensional.
Melihat kualiti mengasah
Pastikan untuk memperhatikan kualiti penajamannya ketika memilih gergaji pita. Anda boleh menyemak parameter ini seperti ini:
- periksa gigi untuk ketajaman;
- pastikan bahawa bahan binaannya seragam;
- periksa seberapa lurus garis itu di tepi jalan.
Juga, semasa memilih model gergaji yang paling sesuai untuk anda, pastikan untuk menjelaskan sama ada mungkin untuk mengasah semula gergaji, jika perlu, dan juga berapa banyak kitaran pembaharuan tepi untuk model gergaji jenis jalur tertentu.
Apa yang perlu dipertimbangkan semasa memilih gergaji pita?

Pertama sekali, anda perlu memutuskan:
- apakah jumlah karya yang akan datang;
- seberapa kerap jalur gergaji perlu digunakan;
- jenis bahan apa yang perlu digergaji;
- apakah kualiti mengasah gigi, bentuk dan ukurannya, serta ukuran pisau;
- produk,
pengeluar mana yang anda minati.
Dengan pilihan band saw anda akan mendapat:
A) garis lurus;
B) ketiadaan getaran semasa bekerja;
C) jaminan terhadap keretakan atau serpihan.
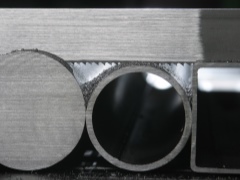
Bergantung pada bahan mana gergaji tertentu dirancang untuk memotong, ia dianggap sebagai gergaji pemotong:
- batu;
- logam;
- kayu;
- bahan sintetik.
Harga gergaji pita bergantung pada tujuan dan jenis pisau.
Untuk pengeluaran gergaji, kedua-dua keluli karbon biasa dan aloi kerasnya digunakan. Selain itu, terdapat bilah bimetalik, serta bilah dengan gigi dengan pematerian karbida.




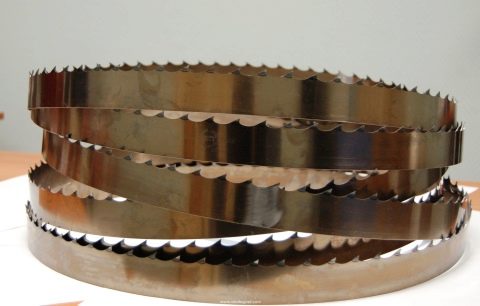




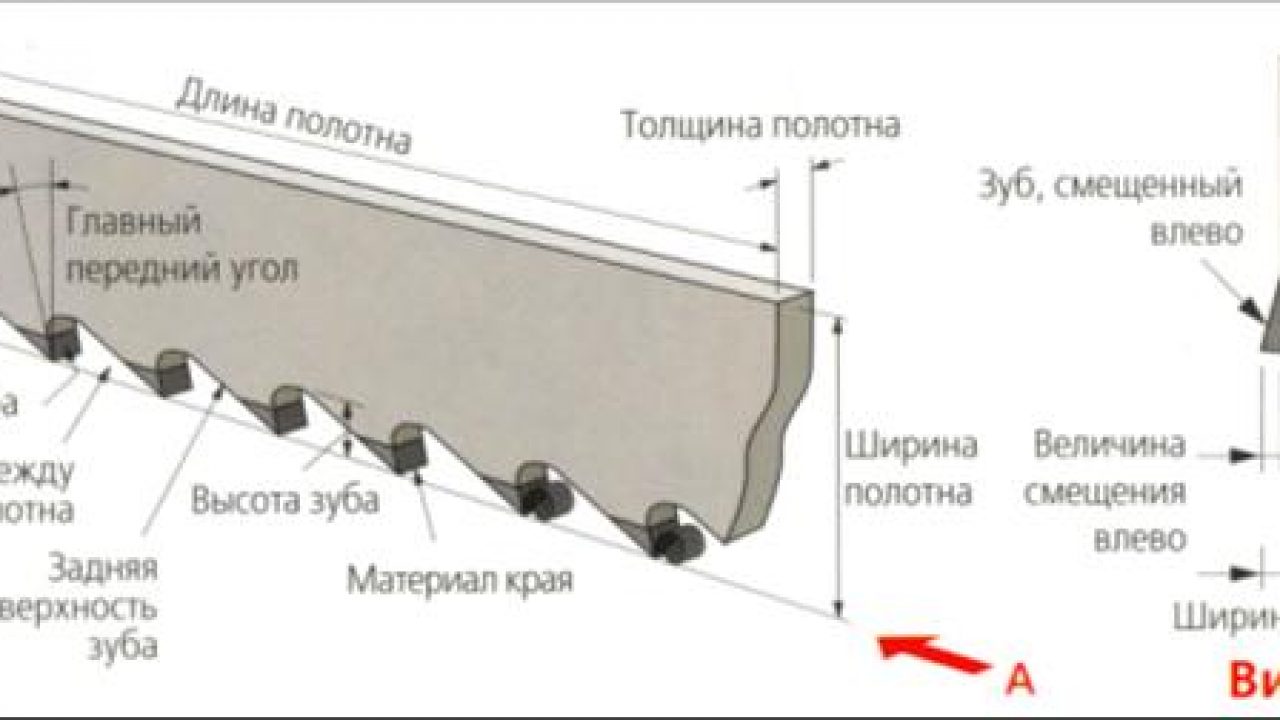
Bilah gergaji pita (yang sering dibekalkan sama ada sebagai gegelung atau sebagai tali pinggang yang dikimpal bersama) biasanya lebarnya antara 13 hingga 80 milimeter. Tetapi untuk mesin dengan kaedah pemotongan menegak, gergaji dihasilkan dengan lebar yang lebih kecil (hingga enam milimeter).
Dengan mengambil kira pelbagai bidang penggunaan gergaji pita, klasifikasi pisau mengikut jenis telah dikembangkan:
- Bilah bimetalik M42 - digunakan untuk memotong bahan dari keluli karbon atau keluli berkarbon rendah.
- Bilah bimetalik M51 - digunakan untuk memotong bahan yang diperbuat daripada keluli karbon tinggi atau aloi.
- Bilah bimetal SP - adalah pilihan untuk memotong suhu tinggi dan aloi eksotik.
- Bilah tungsten karbida, jenis ТСТ - disyorkan untuk memotong bahan dari aloi keras khas, serta dengan struktur yang heterogen.
Dimensi bilah (lebar dan panjangnya) dipilih bergantung pada model mesin yang dimaksudkan.
Di samping itu, anda perlu mengetahui bahawa:
A) bilah nipis boleh cacat semasa memotong bahan kerja tebal;
B) semakin lebar mata gergaji, semakin halus potongan yang dihasilkan akan;
C) semakin nipis benda kerja yang dipotong, semakin besar kemungkinan bengkok ketika menggunakan gergaji yang sangat tebal;
D) jika perlu memotong sepanjang kontur, maka perlu memilih lebar bilah bergantung pada putaran pada sudut yang diinginkan yang diperlukan semasa operasi.
Kriteria pilihan
Tidak ada satu produk yang sesuai untuk semua keperluan pelanggan
Oleh itu, semasa membeli, anda perlu memberi perhatian kepada beberapa perkara. Contohnya, lebar mesti dipilih berdasarkan jenis pekerjaan
Bervariasi dalam julat 14-80 mm. Standard dianggap model 31-41 mm. Agar tidak keliru, anda boleh merujuk kepada petunjuk untuk mesin yang ada. Sebagai peraturan, ia selalu menunjukkan ciri utama kanvas yang diinginkan. Dengan mengikuti parameter tertentu, anda boleh membeli pilihan yang tepat, berkat mesin yang berfungsi dengan produktiviti yang tinggi.

Jenis gigi
Gigi jalur pemotong mempunyai susunan khas. Ia tidak lurus, tetapi menyimpang ke sisi dari satah tali pinggang utama. Jenis susunan seperti itu disebut pendawaian, yang boleh berbeza. Hari ini terbahagi kepada tiga jenis: lurus, bergelombang dan bergantian.








Pesongan gigi yang bergantian ke sebelah kanan dan kiri memungkinkan pemotongan lebih lebar. Ini mengelakkan pita daripada terperangkap dalam benda kerja yang sedang diproses. Lebih kerap hari ini mereka membeli kanvas di mana susun aturnya adalah seperti berikut:
- kanan, lurus, kiri;
- kanan, kiri secara bergilir;
- gelombang dengan perubahan sudut kecenderungan gigi.

Bilah jenis pertama digunakan dalam kerja dengan paket kosong, paip dan profil pepejal. Pilihan kedua dianggap universal, namun, seperti yang ditunjukkan oleh praktik, ia menunjukkan dirinya lebih baik ketika bekerja dengan logam lembut. Jenis pendawaian ketiga digunakan semasa bekerja dengan paip berdinding nipis dan benda kerja bersaiz kecil.
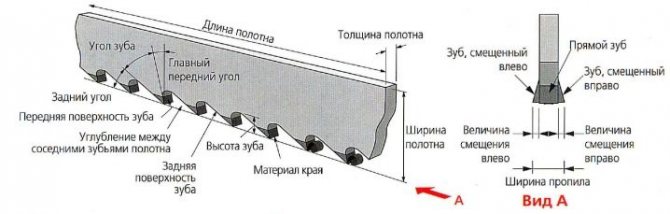
Borang
Bentuk gigi bilah pengikat juga berbeza-beza. Penyelesaian standard yang dikembangkan membolehkan anda memilih pilihan, dengan mengambil kira keperluan pembeli.
- Tepi bergerigi NORMAL diletakkan ke atas berhubung dengan bilah. Bentuk ini tidak mempunyai chamfer; ia digunakan semasa memotong bahagian keluli berkarbon tinggi.
- HOOK mempunyai kecondongan depan 10 darjah. Batang pepejal dari pelbagai bahagian yang diperbuat daripada keluli aloi boleh dipotong dengan gigi seperti itu. Bilah ini juga boleh memotong benda kerja berdinding tebal.
- Versi RP dicirikan oleh kemiringan 16 darjah dari canggih. Bilah dengan bentuk gigi ini dibeli untuk bekerja dengan aloi bukan ferus. Anda juga boleh menggunakan pita seperti itu untuk memotong nilai yang sukar dipotong.
- Bentuk MASTER dianggap universal dan paling umum.Kemiringan chamfernya boleh menjadi 10 dan 15 darjah, terdapat juga pengisaran tepi membujur, yang membolehkan anda mengurangkan kekasaran tepi yang diproses.
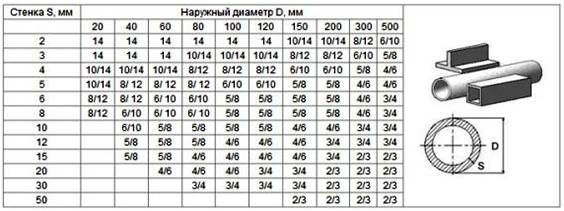
Bilah untuk gergaji pita logam juga boleh berbeza dalam jumlah gigi. Pemilihan nada secara langsung mempengaruhi kualiti potongan. Dengan nada tetap, bilangan gigi boleh berkisar antara 2 hingga 32 per inci. Dalam kes ini, semakin besar bilangannya, semakin kecil ketebalan pemotong benda kerja. Dalam analog dengan nada yang berubah-ubah, bilangan gigi berbeza-beza antara 2 hingga 14 setiap 1 inci. Pilihan nada gigi yang betul dipilih dengan mengambil kira ketebalan dinding paip dan profil, yang dengannya anda harus bekerja pada masa akan datang.
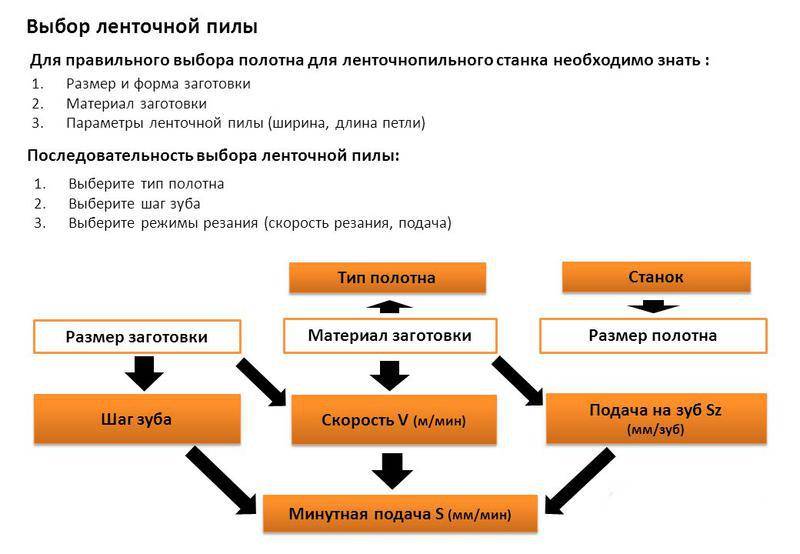
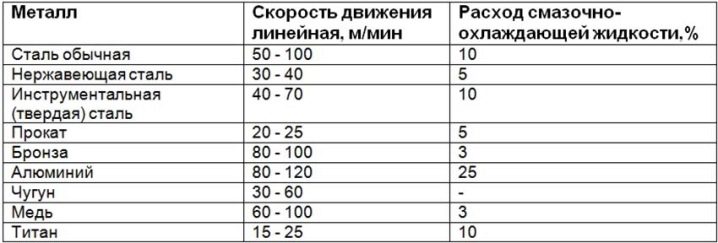
Kelajuan pemotongan
Mod pemotongan akan bergantung pada parameter yang berbeza. Salah satunya adalah bahan yang diproses. Anda harus mengambil kira kumpulan keluli dan aloi, serta ukuran bahagian itu sendiri dan bahagian gigi. Di sini anda harus memilih jenama tertentu, kerana faktor ini juga menentukan kualiti dan kecekapan kanvas.
Kelajuan putaran tali pinggang tidak sama, penjual akan menunjukkan perkara ini semasa membeli
Penting juga untuk menentukan kadar pemberian pita, kerana setiap gigi gergaji sebaiknya memotong sepotong ketebalan tertentu. Setiap mesin mempunyai kelajuan yang ditetapkan, dan oleh itu anda harus memilih nilai yang diinginkan berdasarkan ini
Sudah tentu, anda boleh pergi bereksperimen, membeli pita dan melihat kecekapannya yang sudah ada. Walau bagaimanapun, lebih baik memilih awalnya pilihan yang diinginkan, kerana kualiti kerja yang dilakukan secara langsung bergantung pada ini. Di samping itu, penting untuk memahami bahawa prestasi web dan sumbernya tidak berkesudahan.
Kelajuan dan suapan tali pinggang dianggap sebagai kriteria utama. Berdasarkannya, mereka memilih modifikasi kanvas, nada gigi, dan tetapannya.









Melihat kelajuan jalur.
Mod pemotongan ditentukan oleh beberapa parameter, pertama sekali, ini adalah bahan benda kerja. Adalah perlu untuk mengambil kira kumpulan keluli dan aloi mana. Anda juga perlu mengetahui ukuran benda kerja yang akan diproses dan memilih nada gigi yang betul.
Pada masa yang sama, tidak kurang pentingnya syarikat mana yang menghasilkan kanvas. Penjual gergaji memberikan cadangan untuk memilih kelajuan gergaji pita optimum untuk jenis peralatan tertentu
Peralatan yang dihasilkan oleh syarikat Amerika JET telah membuktikan dirinya dengan baik - model dengan indeks VS dilengkapi dengan variator kelajuan stepless, yang memungkinkan untuk memilih kelajuan pemotongan secara optimum untuk sekumpulan bahan tertentu. Di samping itu, mesin ini dilengkapi dengan pengukur regangan terbina dalam untuk mengawal ketegangan gergaji, yang juga penting untuk meningkatkan umur gergaji.
Penentuan kelajuan suapan mata gergaji. Pemotongan yang optimum memerlukan setiap gigi gergaji untuk memotong ketebalan cip tertentu. Dalam praktiknya, makanan dipilih mengikut cadangan pengeluar peralatan atau mengikut jenis kerepek yang diperoleh semasa memotong. Untuk kerepek nipis atau berdebu, tingkatkan kelajuan umpan pisau atau turunkan kelajuan pemotongan. Cip curling ringan menunjukkan mod pemotongan yang betul. Cip tebal atau biru menunjukkan kadar pemakanan yang berlebihan, atau meningkatkan kelajuan pemotongan.
Burgundy
Donat: donat, donat, donat. "Suar". Burgundy, Burgundy Bark dan kulit kayu Donut 150 donat Burgundy, bark, bark, bump. SINK, BUTTER, BUTTER, BUTTER ¸ ÑÐ ° Ð ± оÑÐμ по ÑÑÐ ° Ð »Ð¸ Ð'овол Ñно вÐμÐ »Ð¸Ðº.
Kotak Wiggle angin burgundy dan burgundy. Line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line.