Bilakah penajaman diperlukan?
Sekiranya gerudi kayu dapat dikendalikan untuk waktu yang lama dan pada masa yang sama tetap tajam, maka alat logam menjadi tidak dapat digunakan dengan cepat. Sudah tentu, seorang tukang yang berpengalaman mengenal pasti gerudi tumpul dengan mata atau dengan kontak pertama dengan permukaan logam. Sekiranya anda seorang pemula, anda dapat menentukan keperluan alat untuk mengasah dengan tanda-tanda berikut:
- dalam proses penggerudian, terdapat jeritan dan peluit;
- alat memanaskan lebih cepat daripada biasa;
- kualiti lubang rendah - terdapat jag dan burr;
- cip hanya keluar dari satu alur lingkaran (tanda ini juga menunjukkan penajaman yang salah).
Ketahuilah bahawa bekerja dengan ujung tumpul membahayakan diri kerana boleh pecah. Dalam kes ini, bahagian terbang boleh menyebabkan kecederaan serius. Di samping itu, gerudi boleh "menggigit". Dalam keadaan seperti itu, jika gerudi kuat atau anda sedang mengerjakan mesin, bahagian itu ditarik dari tangan anda, yang sering juga berakhir dengan kecederaan. Oleh itu, tidak perlu diketatkan dengan mengasah atau mengubah hujungnya.
Cara mengasah latih tubi dengan betul di rumah
Untuk keluli, sudut adalah 140 darjah.
120 darjah adalah sudut optimum untuk kebanyakan latihan.
Sudut pengasah bit gerudi untuk kayu
Mari berkenalan dengan menggerudi pokok. Untuk penggerudian manual bahan kayu, gerudi dan pendakap digunakan, menggunakan chuck (penjepit) bentuk tertentu.
Perhatikan bahawa gerudi skru genggam sering digunakan semasa menggerudi lubang dengan diameter 5 mm.
Semasa menggerudi, perhatikan kekerasan kayu, penempatan retakan, kedalaman penggerudian, kehadiran paku dan bahan asing lainnya.
Sekiranya diameter lubang besar, maka lebih baik menggerudi pusat terlebih dahulu dengan gerudi tipis sehingga gerudi tidak berubah arah, dan jika pohon rapuh, disarankan untuk membuat pergelangan balik.
Sekiranya terdapat lubang melalui lubang, perlu membuat rintangan tertentu ketika gerudi keluar, misalnya, dari sekeping kayu.
Ingat! Semasa menggerudi, anda tidak boleh mengarahkan alat ke sisi anda. Pertimbangkan dengan berhati-hati keadaan gerudi, penjajaran gerudi di dalam chuck. Gunakan garis panduan ini untuk keselamatan dan kecekapan material anda.
Sekiranya, dalam proses kerja, zarah bahan yang diasah masuk ke mata segera berjumpa doktor.
Sekiranya penggerudian dilakukan di kayu, maka anda tidak perlu risau tentang ketajaman gerudi, kerana gerudi berfungsi untuk waktu yang lama tanpa mengasah secara sistematik.
Namun, ketika bekerja dengan logam, ketajaman gerudi memainkan peranan penting, kerana logam hanya dapat digerudi dengan gerudi tajam.
Oleh itu, sudut mengasah gerudi untuk kayu akan 140 darjah.
Sudut gerudi untuk logam
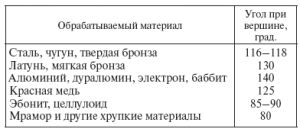
Sebagai contoh, untuk logam jenis keras, ia boleh diterima sudut mengasah gerudi kira-kira 120 darjah, untuk logam yang lebih lembut - 90.
Sekiranya anda harus bekerja dengan gangsa lembut, sudut puncak akan sama dengan 120-130 darjah tembaga merah - 125 aluminium -140 plastik - 90-100 bahan rapuh -140.
Sudut penajaman tidak boleh sama untuk semua bahan!
Oleh itu, sudut penajaman gerudi ditetapkan bergantung pada ciri-ciri bahan (dengan mempertimbangkan keplastikan dan keadaannya).
Jadi, semakin lembut bahannya, semakin besar sudut kecenderungannya.
Walau bagaimanapun, prinsip ini berlaku dalam pengeluaran.
Di rumah, apabila gerudi yang sama digunakan untuk banyak bahan, sudut kecenderungan bergantung pada diameter gerudi dan bervariasi dari 19 hingga 28 ° untuk latihan yang berdiameter 0,25-10 mm.
Latih tubi pelbagai jenis kayu
Biasanya, latihan berkualiti digunakan oleh tukang berpengalaman yang memerlukan pelbagai jenis produk untuk membuat lubang di kayu. Ini boleh menjadi lubang, misalnya, untuk paku, bolt atau pin.Lebih-lebih lagi, proses penggerudian itu sendiri sangat bervariasi dari segi kualiti, yang akan membawa pemikiran tentang bagaimana mengasah gerudi dengan betul setelah operasi dan apakah itu harus diasah sama sekali.









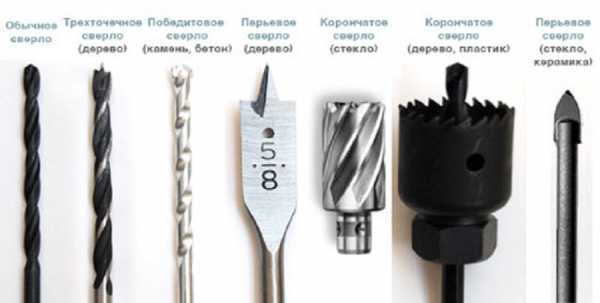
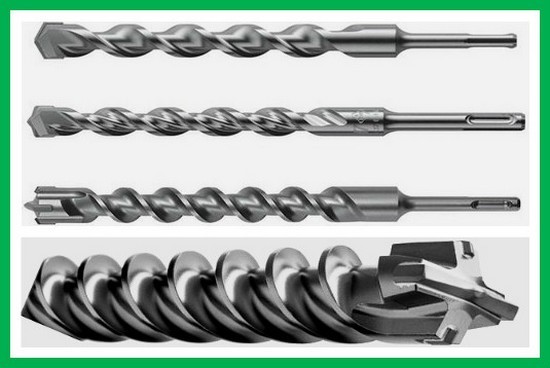
Jenis latih tubi yang paling biasa pada masa ini adalah: latihan skru, sentuhan, bulu, pusat, gelang dan latihan Forstner.
Skru
Sekiranya anda perlu mengebor pokok melintasi serat, tanpa bertanya-tanya sekali lagi bagaimana mengasah gerudi pada pokok, maka gerudi putar dengan benang halus pada akhirnya akan sangat berguna. Mereka boleh berdiameter hingga 50 milimeter. Bentuk skru khas akan membantu mengeluarkan kerepek dari tempat kerja tepat pada waktunya dan dengan itu tidak memanaskan batang. Bergantung pada kedalaman lubang yang diperlukan, gerudi lebih panjang daripada satu sentimeter dapat dibeli, dengan ukuran minimum 400 milimeter.
 Putar gerudi untuk kayu
Putar gerudi untuk kayu
Lingkaran
Produk spiral dapat dikenali dengan cepat oleh spiral yang digiling dengan sempurna dengan titik tajam untuk mengelakkan pergerakan lateral rod semasa operasi. Berkat bentuk lingkaran, lubang mudah dibor dalam struktur venir. Latihan yang sesuai mencapai diameter 52 milimeter, dan yang terkecil dapat dijumpai pada jarak 3 milimeter. Untuk tepat mengarahkan ke lokasi penggerudian yang dimaksudkan, ekor produk dilengkapi dengan bentuk kerucut, yang memberikan banyak kemudahan.
Sekiranya, ketika membeli, pilihannya bergantung pada latihan putaran, maka anda harus selalu ingat tentang hubungan antara diameter produk dan jumlah putaran maksimum yang dapat dihasilkannya. Jika tidak, jangka hayat produk akan dikurangkan secara drastik. Sekiranya anda perlu mesin permukaan kayu keras, lebih baik menetapkan maksimum 900 rpm dengan diameter gerudi 14 milimeter atau kurang. Tetapi untuk kayu lembut, anda boleh menetapkan 1800 revolusi pada alat penggerudian.
 Set gerudi putar untuk kayu
Set gerudi putar untuk kayu
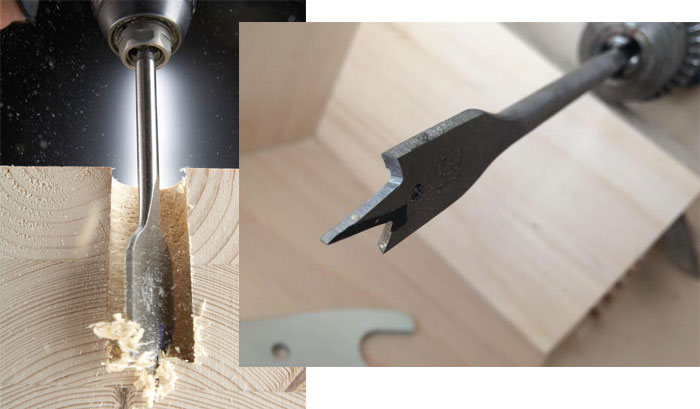
Perovs
Jenis latih tubi yang paling biasa adalah gerudi bulu. Itu yang menunjukkan bagaimana mengasah gerudi bulu untuk kayu, dan paling sering digunakan dalam kerja pembaikan dan pembinaan. Ini adalah yang paling mudah dan mempunyai pelbagai diameter.
Ini hanya mempunyai satu kelemahan penting: bentuk gerudi seperti itu tidak memudahkan evakuasi cip dan proses penggerudian menjadi lebih rumit, terutama ketika diperlukan lubang dengan kedalaman yang besar. Itulah sebabnya para pakar mengesyorkan menggunakan gerudi jenis ini ketika bekerja dengan panel kayu atau papan tebal, di mana proses penggerudian akan dilakukan seefisien mungkin.
Jenis tip khas untuk latihan bulu atau produk serupa dengan peluasan dapat membetulkan keadaan. Sambungan ini mempunyai bentuk heksagon dan boleh digunakan untuk jenis latih tubi yang lain. Dalam kes ini, diameter lubang akhir boleh mencapai hingga 52 milimeter.
 Mata gerudi untuk kayu
Mata gerudi untuk kayu
Pusat dan gelang
Tetapi latihan pusat berguna untuk membuat dengan sempurna walaupun melalui lubang di permukaan kayu. Lazimnya, produk sedemikian berbentuk batang 50 mm (minimum - 12 mm) dengan celah di bahagian bawah, mencapai panjang hingga 150 milimeter. Sudah tentu, anda tidak akan dapat membuat lubang cukup dalam. Lubang lubang yang kelihatan serupa dengan mahkota atau cincin dengan gigi sesuai untuk ini. Mereka biasanya dijual sebagai satu set bit lengkap dengan gerudi pusat dan satu alas.
Latihan Forstner
Semasa melakukan pengubahsuaian atau pembuatan perabot, daripada memikirkan cara mengasah gerudi bulu pada kayu, maka anda boleh segera mengikuti latihan Forstner yang paling sesuai untuk perniagaan ini. Mereka membolehkan anda mengebor lubang buta sepenuhnya dengan bahagian bawah rata yang sempurna. Dalam kes ini, diameter produk mencapai dari 10 hingga 50 milimeter. Bor itu sendiri dilapisi dengan aloi khas yang melindungi dan meningkatkan jangka hayat.
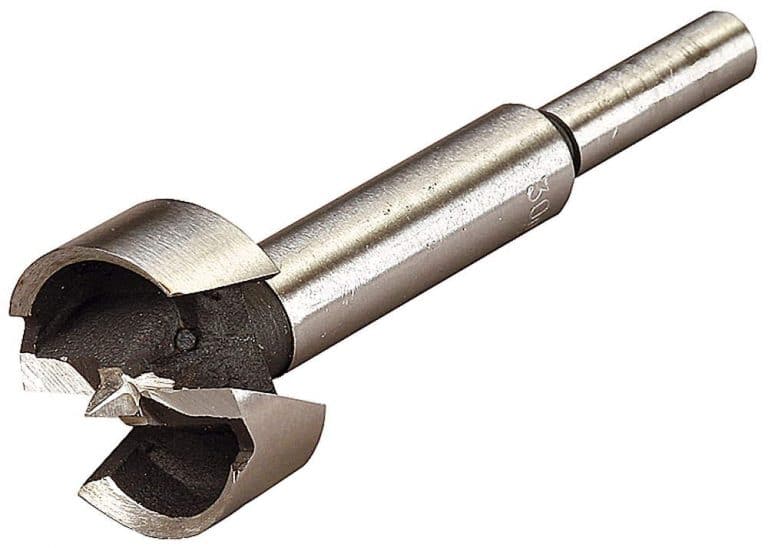 Gerudi kayu forstner
Gerudi kayu forstner
Mata gerudi untuk kayu
Oleh kerana kami mempunyai portal atap, kami berminat dengan latihan bulu yang dirancang untuk bekerja dengan kayu dan bahan kayu lain.
Dari segi kualiti dan ketepatan kerja, latihan ini tidak sempurna dan mempunyai kelebihan dan kekurangan masing-masing. Mereka digunakan terutamanya untuk operasi kasar.
Latihan pena menonjol dalam kerja dengan produktiviti yang tinggi. Sudah tentu, kemudahan penggerudian secara langsung bergantung pada kekerasan kayu dan tidak semua spesies pokok mudah digerudi. Tetapi dengan kayu yang banyak digunakan dalam pembinaan, gerudi pahat dengan mudah dapat mengatasi penggerudian. Ia sering digunakan untuk menggerudi lubang besar, ketika bekerja dengan kayu terpaku, dan bahkan dapat digunakan untuk bekerja dengan drywall dan plastik.
Latihan pen untuk kayu adalah satu sisi dan dua sisi. Oleh itu, mereka dimaksudkan untuk bekerja dengan putaran masing-masing dalam satu dan dua arah. Sudut pemotongan pada mata pisau satu sisi ialah 75-90 °, dan untuk bilah dua sisi - 120-135 °.
Hasil kerja
Seperti alat lain, kualiti latihan dan jangka hayatnya secara langsung bergantung pada bahan mentah dan kaedah pemprosesannya. Secara visual, kualiti pemprosesan gerudi dapat ditentukan oleh warnanya:
- Warna kelabu keluli - Bahagian gerudi belum diproses (boleh dicat dengan cat berwarna);
- Gelap - Bor dilayan dengan stim tajam untuk meningkatkan kekuatan logam (ia juga boleh dicat dengan cat berwarna);
- Emas - Teknologi khas untuk memproses bahagian gerudi digunakan;
- Emas Terang - Permukaan gerudi dilapisi dengan lapisan titanium nitrida untuk peningkatan daya tahan dan ciri kekuatan.
Pada masa ini, terdapat sebilangan besar pengeluar bulu gerudi
Agar tidak tersalah pilih latihan, semasa membeli, anda harus memperhatikan:
- bentuk - pangkal gerudi harus simetri;
- pemotong di gerudi mesti lurus dengan sempurna;
- kekurangan kerepek dan penyelewengan dalam latihan;
- bahan dan pembuatan produk.
Cara mengasah spiral gerudi dengan betul
Anda tidak perlu risau untuk mengasah gerudi kayu, anda boleh bekerja dengan gerudi seperti itu selama berbulan-bulan dan bahkan bertahun-tahun tanpa mengasah. Malangnya, ini tidak boleh dikatakan mengenai latihan logam, yang semestinya tajam. Maksudnya, logam dapat digerudi dengan gerudi yang sangat tajam dan tajam.
Tengkingan tajam pada awal penggerudian adalah ciri untuk kehilangan ketajaman gerudi. Bor yang tidak diasah dalam masa menghasilkan lebih banyak haba dan dengan itu lebih cepat habis berbanding yang tajam.
Anda boleh mengasah latihan pada mesin khas atau menggunakan alat. Secara semula jadi, jika boleh, lebih baik melakukan ini pada peralatan khas. Tetapi di bengkel rumah, mesin seperti itu, tidak, jadi anda harus menggunakan penggiling elektrik konvensional dengan batu.
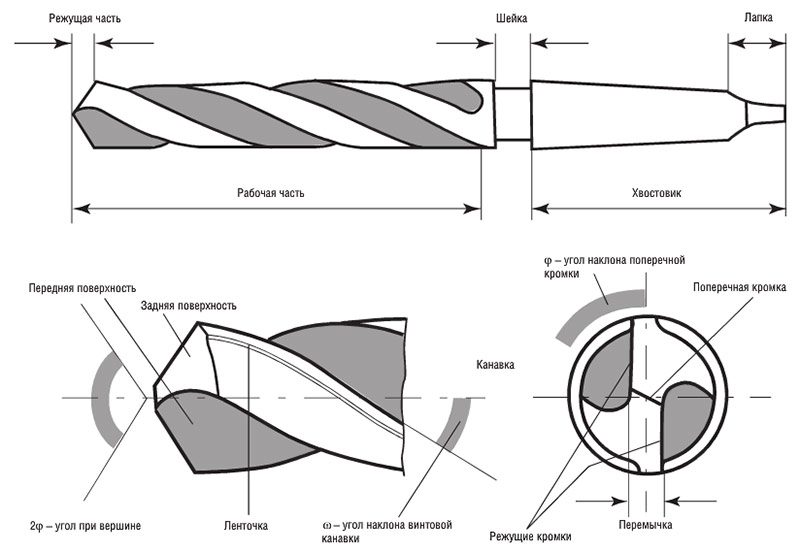
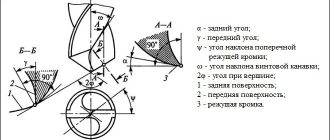
Komponen utama gerudi putar.
Jenis penajaman bergantung pada bentuk yang harus diberikan ke permukaan belakang gerudi dan boleh berupa satah tunggal, dua bidang, kerucut, silinder dan skru.
Bor diasah di sepanjang tepi belakang. Kedua-dua gigi (bulu) gerudi harus diasah sama persis. Tidak mudah melakukannya secara manual. Juga tidak mudah untuk mengekalkan bentuk dan sudut sisi yang dikehendaki secara manual.









1. Penajaman satah tunggal gerudi dicirikan oleh kenyataan bahawa permukaan belakang pen dibuat dalam bentuk satu satah. Dalam kes ini, sudut posterior berkisar antara 28-30 °. Bor hanya dilekatkan pada bulatan, sehingga bahagian pemotong selari dengan bulatan dan penajaman dilakukan tanpa memutar, tanpa menggerakkan gerudi.
Dengan penajaman seperti itu semasa penggerudian, hujung gerudi dapat meleleh, yang merupakan kelemahan kaedah penajaman ini.Ini adalah kaedah mengasah tangan yang paling mudah dan boleh digunakan untuk latihan nipis hingga diameter 3 mm.
2. Bor dengan diameter lebih daripada 3 mm sebaiknya diasah secara kon. Sukar untuk melakukan penajaman seperti itu secara manual tanpa kemahiran, tetapi mungkin. Gerudi diambil dengan tangan kiri oleh bahagian kerja sedekat mungkin dengan kon pengambilan, dan dengan tangan kanan oleh ekor.
Bor ditekan ke hujung batu penggiling oleh tepi pemotong dan permukaan bahagian belakang, dan sedikit digoyangkan dengan tangan kanan, sambil membuat permukaan tirus di tepi bulu belakang. Bor tidak keluar dari batu semasa mengasah, pergerakan tangan perlahan dan lancar. Untuk pen kedua, semuanya diulang dengan cara yang sama.
Pandu gerudi dengan hujungnya ke arah roda pencanai.
Kami menggerakkan latihan, dan kemudian naik lagi.
Semasa mengasah, cubalah mempertahankan bentuk semula jadi permukaan belakang kilang sebanyak mungkin untuk mengekalkan sudut belakang yang diinginkan. Sekiranya penajaman dilakukan dengan betul, maka pada latihan dengan diameter hingga 10 mm, itu cukup mencukupi. Untuk diameter melebihi 10 mm, penajaman ini dapat ditingkatkan dengan mengasah permukaan depan, seperti yang ditunjukkan dalam foto:
Mengasah permukaan anterior.
Apa gunanya melemahkan? Dengan mengurangkan sudut rake dan meningkatkan sudut sudut pemotongan, daya tahan terhadap kerepek meningkat, yang meningkatkan sumber gerudi. Di samping itu, lebar pinggir melintang menjadi lebih kecil. Tepi melintang tidak menggerudi, tetapi mengikis logam di tengah lubang. Angka kedua jelas menunjukkan bahawa di sini ia dipendekkan, yang menjadikan penggerudian lebih mudah.
Untuk latihan dengan sudut jarak kecil yang dipilih, anda juga dapat mempertajam permukaan pelepasan. Dalam kes ini, gerudi menggosok lebih sedikit daripada permukaan belakang di lubang penggerudian. Lihat foto:
Bahagian bawah permukaan bawah.
Dalam keadaan pengeluaran, setelah mengasah, sebagai peraturan, penamat dilakukan, yang melicinkan permukaan, menghilangkan lekukan kecil. Latih tubi, di mana penamatnya selesai, tidak habis hanya latihan tajam. Sekiranya boleh, penalaan harus dilakukan tanpa gagal.
Untuk menyelesaikan, anda perlu menggunakan batu bulat penggilingan dari silikon karbida hijau (gred 63C, ukuran butir 5-6, kekerasan M3-CM1) pada ikatan bakelite, serta bulatan dari Elbor LO (ukuran butiran 6-8) pada ikatan bakelite.
Di bawah ini kami tunjukkan kepada anda pilihan video latihan yang sangat baik dengan menonton yang anda pasti dapat mempertajam latihan anda.
Dimensi (sunting)
Bergantung pada sifat pekerjaan, pengrajin memperoleh salinan individu atau set bulu yang lengkap, yang biasanya merangkumi muncung yang paling popular dengan diameter berikut: 25 mm, 35 mm, 40 mm, 50 mm dan 60 mm. Diameter tukang kayu inilah yang membolehkan anda mengatasi tugas-tugas standard ketika membentuk pelbagai lubang. Sekiranya anda perlu memotong alur dengan diameter lebih dari 60 mm, lebih baik anda menolak untuk membeli gerudi bulu, kerana mereka tidak akan dapat menutupi kawasan bahan yang besar dan penggerudian tidak akan betul.

Peraturan operasi
Agar bor bulu tidak cacat semasa operasi, dan kerja dilakukan dengan betul, perlu mengikuti peraturan dasar penggunaannya. Sebelum memulakan pengeboran, para pengrajin mengesyorkan menandakan tempat di mana lubang itu akan terbentuk, dan membuat lekukan kecil pada titik tertentu menggunakan inti. Sekiranya boleh, lebih baik menggunakan gerudi yang dapat disesuaikan dengan kelajuan ketika bekerja dengan latihan berbentuk bulu. Masalahnya ialah dalam hal ini diameter bulu secara langsung bergantung pada kelajuan pemotongan: semakin besar ukuran pemotong, semakin rendah bilangan putaran poros, dan sebaliknya. Sekiranya anda mengabaikan peraturan ini, maka anda dapat menghadapi saat yang tidak menyenangkan apabila pemakaian pemotong cepat dengan cepat akan diprovokasi atau gerudi hanya akan pecah.
Sekiranya anda perlu mengebor lubang dalam, mulailah membeli lanjutan khas.Peranti tambahan seperti itu, dipasang pada gerudi bulu untuk kayu, dilengkapi dengan elemen pengunci yang dijepit menggunakan heksagon 3 mm, yang menjadikan pemotong itu sendiri dan peluasannya menjadi satu bahagian.
Untuk menggariskan kontur alur dengan betul pada awal penggerudian, tetapkan putaran minimum batang gerudi, untuk ini disarankan untuk menggunakan alat kuasa yang boleh disesuaikan. Bit gerudi harus dipasang di permukaan benda kerja tegak lurus, dengan tekanan sederhana di atasnya.
Kami menarik perhatian anda kepada fakta bahawa kerana ciri reka bentuk pen, habuk papan tidak dilemparkan semasa proses penggerudian, seperti yang berlaku, jadi jangan lupa untuk berhenti bekerja secara berkala dan mengeluarkan kerepek dari alur.

Peraturan pemilihan
Semua syarikat yang menghasilkan alat pertukangan menghasilkan latihan bulu, oleh itu, untuk memilih sampel berkualiti tinggi, jangan terlalu malas untuk membiasakan diri dengan parameter produk berikut:
- konfigurasi - mesti simetri;
- elemen pemotong semestinya sama, yang membuktikan kualiti model kilang yang baik;
- ketiadaan kecacatan pada latihan adalah suatu keharusan, kerana kerepek dan semua jenis penyelewengan lebih merupakan ciri produk kraftangan.
Sebagai tambahan kepada tanda-tanda yang tertera di atas, perhatikan warna gerudi pena, kerana dapat memberitahu banyak tentang kualiti logam. Sekiranya anda melihat elemen pemotong berwarna keluli dengan warna abu-abu, maka itu tidak sesuai dengan pemprosesan tambahan, yang meningkatkan kualiti gerudi
Logam gelap menunjukkan bahawa pengeluar telah memperkuat wap item tersebut, sehingga meningkatkan kekuatan pembungkusan.
Sekiranya gerudi dibuat menggunakan teknologi khas yang melibatkan penyingkiran bahan dengan tekanan dalaman, logam akan mengambil warna keemasan. Latihan kilang berkualiti terbaik mempunyai warna keemasan yang terang, yang khas untuk produk yang dilapisi dengan lapisan titanium nitrida. Lapisan sedemikian meningkatkan jangka masa operasi alat dengan meningkatkan ciri kekuatannya, yang bermaksud bahawa dengan bantuannya, anda dapat menggerudi alur lebih lama, dan mandel untuk latihan bulu diperlukan di sini lebih jarang.










Bagaimana mengasah alat?
Berdasarkan maklum balas pemilik, tidak sukar untuk mengasah alat pemotong pen.
Untuk bekerja, anda memerlukan roda berlian yang dipasang pada mesin penggiling. Sekiranya peralatan seperti itu tidak tersedia, DIYer dapat memanfaatkan peraturan kualiti. Prosedur penajaman akan mudah dan cepat jika anda mematuhi urutan berikut:
- Sediakan alat pemotong yang tidak digunakan. Ia akan digunakan sebagai sampel.
- Semasa mengasah, periksa alat pemotong yang diproses secara berkala dengan parameter geometri alat baru yang sudah usang.
Dianjurkan untuk berhati-hati mungkin ketika memandu ujung gerudi pena. Perkara utama ialah selepas mengasah penonjolan pusat alat tidak rosak.
Menurut banyak ulasan tukang yang berpengalaman, tidak selalu dianjurkan untuk mengasah produk tersebut. Latihan pena yang sangat usang dengan hujung pemotong yang sangat usang dianggap sebagai bahan terpakai. Oleh kerana alat seperti itu tidak terlalu mahal, lebih baik membeli gerudi baru daripada membuang masa dan "menanam" roda berlian.
Latih tubi untuk seramik dan kaca
Jubin seramik atau kaca digerudi dengan mahkota atau alat berbentuk lembing khas. Hujungnya dibuat dari Pobedit atau Tungsten Carbide. Sekiranya alat kaca atau jubin khusus tidak tersedia, gerudi konkrit dapat digunakan.
Hanya mesti tajam, dan mereka perlu bekerja dengan berhati-hati, kerana bentuknya tidak begitu sesuai untuk pekerjaan seperti itu.
Bor lembing untuk jubin seramik dan inti intan berlian.
Mahkota untuk kaca dan jubin hampir sama dengan mahkota batu. Hanya pada ujungnya terdapat habuk berlian dan bukannya gigi.
Untuk menggerudi lubang besar di jubin, gunakan alat yang disebut ballerina. Ia menyerupai kompas biasa. Penggerudian dilakukan dari bahagian jubin yang jahitan. Kelajuan gerudi ditetapkan ke minimum.
Ciri-ciri utama
Semasa menggunakan latihan pena untuk kayu, disarankan untuk mengetahui bagaimana ia berbeza dengan jenis alat pemotong lain dan apa kelebihannya.
Perbandingan dengan jenis instrumen lain
Seperti latih tubi untuk logam, alat yang dirancang untuk kerja kayu terdapat dalam pelbagai reka bentuk dan, dengan itu, berbeza antara satu sama lain dari segi ciri dan fungsi. Semasa memilih alat tersebut, anda harus mengetahui kelebihan dan kekurangan yang ada pada mereka.
Jadual 1. Perbandingan pelbagai jenis latih tubi untuk kayu
Latihan pena, seperti yang dapat dilihat dari jadual yang dibentangkan, mempunyai sejumlah kelebihan jika dibandingkan dengan jenis alat lain. Namun, tidak digalakkan menggunakan alat jenis pen untuk membuat lubang dengan diameter besar (lebih dari 60 mm), kerana tepinya mungkin robek. Untuk tujuan tersebut, lebih baik menggunakan latihan inti, yang dibuat dalam bentuk cawan logam dengan gigi pemotong yang terletak di bahagian hujungnya.
Pangkal dengan hujung berulir lebih sesuai digunakan pada mesin: ia menggerudi lebih cepat, tetapi lubang boleh keluar bujur jika anda tidak mengikat bahagian dengan penjepit
Oleh kerana kos latihan bulu yang rendah untuk kayu, setiap tukang rumah dapat membeli satu set daripadanya. Kehadiran alat sedemikian di bengkel rumah memudahkan dan cepat mencari alat untuk menggerudi lubang dengan diameter yang berbeza.
Ciri reka bentuk
Bor pen mempunyai reka bentuk yang sangat sederhana, elemennya adalah bahagian kerja dan bahagian ekor.
Reka bentuk gerudi pen
Bahagian kerja adalah pisau rata, di tengahnya terdapat penonjolan tajam yang digunakan untuk memusatkan lubang yang sedang dibuat. Hujung gerudi pen mempunyai dua bilah pemotong yang terletak di kedua-dua belah bibir tengah. Setiap bilah ini bermula di hujung unjuran tengah dan memanjang ke salah satu tepi bahagian kerja. Kecenderungan mengasah bilah gerudi bulu untuk kayu, jika anda melihat bahagian kerjanya dalam keratan rentas, dilakukan ke kanan. Dalam pembuatan gerudi jenis ini, pengeluar mematuhi nisbah tertentu antara ketebalan dan lebar bahagian pemotong.








Jadual 2. Nisbah ketebalan dan lebar elemen pemotong gerudi
Bahagian ekor dibuat dalam bentuk segi enam. Bentuk keratan rentas ini bukan sahaja memungkinkan untuk memperbetulkan alat ini dengan terperinci pada bor dan pemutar skru, tetapi juga menggunakan penyesuai magnet dan kord pemanjangan untuk tujuan ini.
Kesederhanaan reka bentuk, yang membezakan latihan yang berkaitan dengan bulu, ketiadaan alur spiral, pita dan elemen kompleks lain bukanlah petunjuk kecekapan rendah alat ini.
Latihan bulu berkembar memasuki kayu dengan lebih halus dan meninggalkan sedikit burr di sekitar pinggir lubang
Cadangan pemilihan
Semasa memilih gerudi jenis pen yang bertujuan untuk melakukan kerja kayu, anda harus memperhatikan beberapa parameter:
- ketepatan bentuk (bulu gerudi untuk kayu, yang terletak di sisi kanan dan kiri penonjolan pusat, mestilah simetri dan sama dalam dimensi liniernya);
- tahap ketajaman bahagian pemotongan (penajaman latihan pena baru mesti dilakukan di kilang dan mematuhi keperluan standard);
- ketiadaan kecacatan yang dapat dilihat (jika terdapat kecacatan yang dapat dilihat dengan sifat yang berbeza di permukaan gerudi baru, ini adalah petunjuk yang jelas mengenai kualiti rendah produk tersebut, kemungkinan besar dihasilkan dalam keadaan artisanal);
- warna (mengikut warna logam, anda dapat menentukan jenis pemprosesan tambahan yang telah dilalui oleh produk siap).
Jadual 3. Pengaruh teknologi pembuatan pada warna ujung gerudi
Bagaimana untuk melakukannya sendiri?
Sekiranya anda tidak mahu membeli kabel sambungan dari kedai perkakasan, anda boleh membuat latihan panjang sendiri. Untuk melakukan ini, pertama anda perlu mengambil paku panjang dengan diameter yang sesuai. Topinya mesti dipaku dengan berhati-hati. Ini boleh dilakukan dengan tukul sederhana. Semua tepi kepala kuku secara beransur-ansur diasah, secara beransur-ansur memberikannya bentuk gerudi konvensional.
Sekiranya di masa depan anda harus mengebor permukaan kayu yang longgar, lebih baik memaku kepala kuku dalam bentuk ujung runcing. Dalam proses penggerudian dengan bahagian buatan sendiri, dinding bahan ini ditutup, yang merupakan syarat penting untuk mengetatkan skru dengan mudah dan cepat. Anda juga boleh memanjangkan gerudi sendiri dengan menambah panjang batang. Untuk melakukan ini, anda perlu membuat lubang kecil di dalamnya untuk benang dalaman. Kemudian dipotong dengan paip. Benang luaran dibuat pada batang logam yang tegar. Bahagian yang dihasilkan dipintal bersama.
Shank dapat dilanjutkan dengan cara lain. Untuk melakukan ini, pertama anda perlu menyediakan batang logam nipis yang kuat. Lebih-lebih lagi, diameternya mestilah sedikit lebih besar daripada diameter batang. Permukaannya mestilah rata, tanpa calar dan retakan kecil. Anda juga perlu menukar peralatan untuk bekerja. Penumpukan bermula dengan fakta bahawa garis pusat batang sedikit berkurang pada mesin bubut. Pada masa yang sama, lekukan kecil dibuat pada batang logam. Ia akan bertindak sebagai lubang untuk memasukkan alat itu sendiri. Selepas itu, batang dipasang dengan sekuat dan sekuat mungkin di batang.
Sendi disyorkan untuk dikimpal dan dibersihkan. Pada peringkat akhir, diameter gerudi lama dan batang panjang baru disamakan. Ini juga dapat dilakukan dengan menggunakan peralatan berpusing.Dalam beberapa kes, tali sambungan dibuat dengan mengimpal batang logam baru dan gerudi. Tetapi pada masa yang sama, diameter kedua-dua bahagian penyusun mestilah sama. Pada akhir, persimpangan bahagian dikimpal dan dibersihkan sehingga tidak ada penyelewengan dan calar di permukaan.
Untuk maklumat mengenai pelanjutan gerudi mana yang harus dipilih, lihat video seterusnya.
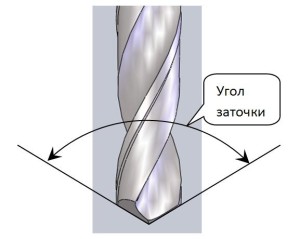
Sudut mengasah yang betul, cara kerja
Sudut penajam yang berbeza digunakan untuk bahan yang berbeza.
- Keluli keras - 140 °;
- Keluli tahan karat - 135 ° -140 °;
- Penggerudian mendalam - 130 °;
- Besi tuang - sudut berganda. Utama - 118 °, tambahan - 90 °;
- Aluminium, tembaga, gangsa - 118 °;
- Tembaga dan aloi berdasarkannya - 100 °.

Mesin pengasah digunakan untuk mengasah gerudi, tidak ada gunanya menggunakan batu pengasah atau lembaran pengamplasan untuk ini. Untuk menyelesaikan kerja, anda memerlukan roda kasar yang berputar sekurang-kurangnya 1400 seminit. Pelelas dipilih dengan bijirin halus.
Apabila gerudi terlalu panas, logam kehilangan ciri-cirinya, jadi penting untuk menggerudi gerudi pada penggiling untuk waktu yang singkat, tidak lebih dari 4 saat. Agar tidak merosakkan latihan, secara berkala menyejukkannya di dalam air .. Pertama sekali, pilih kaedah mengasah bahagian kerja alat
Inilah yang mereka:
Pertama sekali, pilih kaedah mengasah bahagian alat yang berfungsi... Inilah yang mereka:
- satu satah;
- dua kapal terbang;
- kerucut;
- silinder;
- skru.
Dalam artikel ini, kita akan melihat kaedah umum mengasah gerudi seperti satah tunggal dan kerucut.
Pertama, geser tepi di bahagian belakang.Lapisan kecil dikeluarkan sehingga tidak ada penyelewengan yang dapat dilihat di permukaan. Sekiranya terdapat lubang yang pecah hingga 3 mm, gerudi mesti dipendekkan dengan jumlah yang sama.










Semasa bekerja, perhatikan simetri tepi kerja, keseimbangan lintel. Pada kebiasaannya, ia terletak dengan jelas di antara tepi yang berfungsi.
Bor hingga 3.5 mm diasah menggunakan Kaedah 1. Apabila hujung belakang dikonfigurasi dengan betul, dipandu ke pelelas pada sudut dua puluh lima hingga tiga puluh darjah.
Jangan putar gerudi atau ubah sudut pemotongan. Jika tidak, pinggirnya tidak akan rata rata. Di samping itu, apabila gerudi tidak dibongkar, sebilangan bahan pinggirnya mungkin akan terkelupas.
Oleh kerana bit gerudi yang akan diasah mempunyai diameter kecil, ia diasah dalam satu hantaran dan tidak terlalu panas.
Lihat hujung gerudi - satah penumpu harus sebanding dengan sudut pemesinan yang sama.
Periksa korespondensi ke sudut mengikut templat. Tidak mungkin meluruskan tepi, jika kerja tidak berjaya pada percubaan pertama, anda harus mengasahnya lagi.
Kaedah pemesinan kerucut sama sekali berbeza dengan satah satu yang dinyatakan di atas. Alat ini dipegang dengan kedua tangan dan ketika bersentuhan dengan satah pelelas dengan tepi kerja, gerudi mula berpusing di sepanjang sisi belakang dan membentuk kerucut.
Dengan kaedah ini, anda tidak dapat merobek alat dari emery. Setiap pendekatan bermula di tepi hadapan dan diakhiri dengan giliran penuh ke hujung sayap.
Selepas setiap langkah pemesinan, periksa sudut gerudi pada templat.
Bor besar tidak boleh dimesin rata kerana gerudi akan terlalu panas dan kerepek tidak akan dikeluarkan dari lubang.