Kekhususan
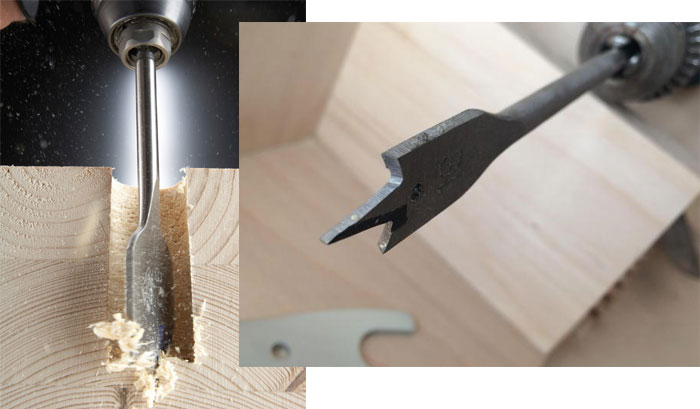
Bit gerudi kayu terdiri daripada badan kerja dan bahagian ekor. Proses penggerudian dilakukan oleh bahagian kerja, yang kelihatan seperti bilah kecil yang rata, tetapi tajam. Di hujung bilah, tepat di tengahnya, terdapat penonjolan berbentuk kerucut kecil, yang digunakan untuk menandakan pusat lubang masa depan pada bahan benda kerja. Bilah alat pen yang diperpanjang mempunyai tepi tajam yang terletak di kedua sisi alat, berbanding dengan langkan tirus.


Alat pena untuk penggerudian dibuat dengan satu sisi kerja atau dengan dua permukaan pemotongan. Bor pen satu sisi memotong sudut potong 75-90 ° pada bahan benda kerja, sementara model alat dua sisi memotong pada sudut 125-135 °.

Dalam pembuatan latihan bulu, pengeluar mematuhi perkadaran yang telah ditentukan antara lebar pisau kerja dan ketebalannya. Sebagai contoh, untuk alat dengan diameter 5 hingga 10 mm, ketebalan bahagian kerja adalah dari 1 hingga 2 mm. Bor dengan diameter 10 hingga 20 mm mempunyai ketebalan bahagian kerja 2 hingga 4 mm. Sekiranya gerudi pen mempunyai diameter lebih besar daripada 20 mm, ketebalan bilah akan menjadi 6 hingga 8 mm.
Menggunakan mesin elektrik
Sebagai permulaan, perlu dijelaskan bahawa proses ini akan agak sukar bagi mereka yang tidak pernah mengasah sebelumnya. Sekiranya anda adalah salah satu daripada orang-orang ini, maka cubalah berlatih dan mempertajam alat yang sudah usang yang sudah lama tidak anda gunakan. Hanya selepas sedikit latihan, anda akan mendapat idea tentang bagaimana prosesnya berjalan. Adalah mungkin untuk memulakan perniagaan secara langsung.
Kerja itu sukar dilakukan - satu gerakan tambahan boleh merosakkan instrumen, yang tentunya tidak anda perlukan
Oleh itu, sangat penting untuk mengikuti arahan di bawah, ini akan membantu anda melakukan prosedur dengan cara yang paling betul.
Semasa pelaksanaan, anda perlu dipandu oleh beberapa peraturan yang akan memastikan hasil yang baik untuk anda:
- letakkan bekas air sejuk di sebelahnya - ia akan sangat berguna untuk menyejukkan gerudi yang terlalu panas;
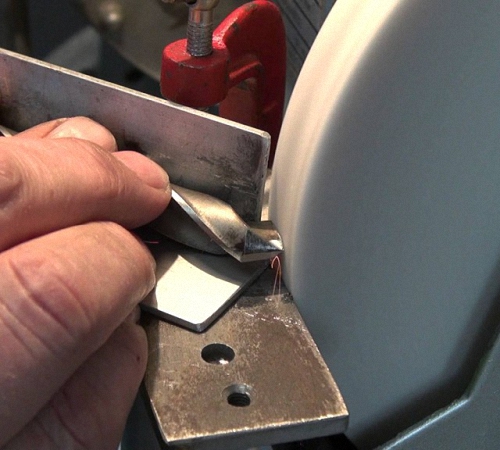
- 45 darjah adalah sudut yang paling tepat. Oleh itu, cubalah mengekalkan elemen dalam kedudukan ini;
- gerudi dipasang di pinggir cakera mesin - ini adalah pilihan yang paling tepat;
- jika anda mahu penajaman dilakukan dengan seakurat mungkin, kemudian letakkan elemen di mesin basuh - dengan cara ini anda akan memastikan bahawa kerja akan berjalan lancar;
- bahagian tepi gerudi mesti diletakkan beberapa milimeter dan kemudian pantau keseragamannya;
- pelompat alat mestilah nipis, ini akan memberi anda kemudahan terbaik dalam bekerja;
- setelah proses hampir selesai, perlahankan sedikit kelajuan mesin dan teruskan mengasah;
- setelah selesai menyejukkan barang siap dengan air, pastikan ia berfungsi dengan baik. Sekiranya ini tidak berlaku, teruskan proses sehingga instrumen berada dalam keadaan optimum.
Petua Pemilihan
Di kedai perkakasan moden terdapat banyak pilihan model pen drill, yang berbeza dengan jenama pengeluar dan harganya, bergantung pada kualiti produk.
Semasa memilih alat ini, anda perlu memperhatikan parameter terpenting berikut
- Berkadaran bentuk - terdapat dua bilah tajam pada bahagian gerudi yang relatif dengan langkan tirus tengah. Kedua-dua bahagian produk mestilah simetri dan diasah pada sudut yang sama.Adalah tidak berlebihan untuk memeriksa kepatuhan alat dengan diameter gerudi yang ditunjukkan pada pembungkusan, ini terutama berlaku untuk produk buatan China.
- Kualiti mengasah - bahagian kerja bilah pemotong gerudi mesti diasah dengan baik, bebas dari kerepek, pecah dan memenuhi standard teknikal. Bor diasah secara automatik dalam pengeluaran dan kelihatan rata.
- Kecacatan - alat yang dibeli harus diperiksa dengan cacat untuk mengetahui kelemahan yang tersembunyi, yang boleh terjadi pada permukaan kerja produk dan pada badan rodnya. Bor, dibuat di kilang, tidak mengalami ubah bentuk, calar, serpihan, lecet dan bekas karat.
Agar tidak keliru dengan pilihan alat pena untuk penggerudian dan membeli produk yang benar-benar berkualiti tinggi dan boleh dipercayai, para pakar menasihatkan agar memperhatikan warna logam yang dihasilkannya. Logam gerudi paling tahan lama mempunyai warna gelap yang mendalam, yang diperoleh oleh bahan semasa pemprosesan permukaannya dengan wap panas.
Sekiranya gerudi mempunyai warna perak keluli gelap, ini menunjukkan bahawa alat ini tidak mengalami pemrosesan tambahan, yang bermaksud bahawa alat ini kurang dilindungi dari tekanan mekanikal, dan kekerasannya lebih rendah daripada analog berwarna gelap.
Beberapa latihan pen mempunyai warna emas yang berbeza dan permukaan yang berkilat. Melihat alat seperti itu, anda harus tahu bahawa pengeluar telah memperlakukan permukaannya dengan lapisan titanium nitrida. Lapisan ini secara signifikan memperpanjang jangka hayat gerudi, mengekalkan sifat pemotongannya semasa operasi, dan titanium juga melindungi permukaan gerudi dari kerosakan mekanikal. Dengan gerudi pen titanium, anda boleh menggunakan bahan yang sangat kuat dengan membuat lubang dengan diameter tertentu, sementara gerudi tidak perlu disesuaikan atau diasah secara berkala - ini perlu dilakukan lebih jarang daripada latihan pen konvensional diperbuat daripada aloi keluli tidak bersalut.








Kelebihan menggunakan mesin
Ciri lain yang disediakan mesin adalah pergerakan dengan bantuan motor.
Oleh itu, sebagai lajur, adalah realistik untuk menggunakan apa-apa unit galas dengan poros.
Di hujung poros, kita akan mempunyai pelekap untuk gerudi. Sebaiknya gunakan bolt untuk pemasangan yang selamat.

Setelah alat dipasang, kita menghidupkan pengasah, dan tiang itu sendiri dibawa ke bulatan sehingga bahagian belakang gerudi untuk logam dipusingkan untuk diasah.
Ini mudah, kerana sebelum menyalakannya, kita dapat menyesuaikan sudut yang betul untuk mengasah gerudi.
Kelemahan utama peranti biasa ialah anda tidak boleh membawanya ke luar garaj, dan banyak ruang diperlukan di dalam bilik.
Oleh itu, ada pilihan untuk menggunakan mesin muncung.

Di peranti sedemikian, di satu pihak, terdapat unit penghubung, yang mana muncungnya dipasang pada gelendong gerudi, dan di sisi lain, anda dapat mencari lubang untuk latihan logam.
Sangat mudah untuk mengasah alat ini dengan cara anda sendiri walaupun dengan tangan anda sendiri - masukkan sahaja dan hidupkan mekanisme.
Dan pergeseran sedikit semasa kerja boleh mengakibatkan kecederaan. Penggiling tidak dapat mencapai kualiti tinggi, hanya sesuai untuk latihan logam dengan diameter kecil.
Dan setelah proses penajaman, anda tidak dapat melakukan penyahpepijatan.
Menyelesaikan adalah bahagian penting dalam proses apabila perlu mengasah alat.

Di kilang, ia membolehkan anda menghapus semua penyelewengan pada akhir prosedur, untuk memberikan kelancaran bahagian pemotong.
Sekiranya gerudi itu padat dan seragam, ia akan bertahan lebih lama dan lebih baik.
Sekiranya dikehendaki, penamat boleh dilakukan di rumah. Untuk melakukan ini, ubah bulatan ke lingkaran yang terbuat dari silikon karbida.









Batu berlian digunakan di sini sebagai roda pengisaran. Dengan proses ini, roda emery tidak akan memberikan hasil yang diinginkan.
Sebelum mengasah alat, perlu mengukur pematerian, kerana jika kurang dari 10 milimeter, tidak masuk akal untuk mengasah. Hanya penggantian lengkap yang diperlukan.
Ingat bahawa semakin sukar bahan alat, semakin rendah kelajuan putaran roda.
Video:
Dan untuk gerudi yang berjaya untuk logam, kelajuan pada umumnya minimum, agar tidak merosakkan bahagian pemotong.
Mengasah dilakukan dengan sentuhan pendek dan halus, tidak termasuk pergerakan tajam.
Ketika menyolder, mereka diasah dengan cara yang sama seperti latihan konvensional - dari belakang.
Peraturan operasi
Untuk mendapatkan kecekapan terbaik ketika melakukan pekerjaan dengan gerudi berlubang, dan juga untuk memperpanjang jangka waktu operasi mereka, peraturan berikut harus dipatuhi.
- Kerja menggerudi lubang di permukaan kayu harus dilakukan pada kecepatan gerudi rendah, dengan indikator tidak lebih dari 300-450 rpm. Peraturan harus dipatuhi - semakin tebal diameter gerudi, semakin rendah kelajuan putarannya. Pendekatan ini memungkinkan untuk mendapatkan hasil yang lebih baik dan membuat latihan tidak berubah bentuk.
- Untuk melakukan kerja dengan gerudi pen, gerudi elektrik paling sesuai, yang memiliki kemampuan untuk menyesuaikan kuasanya, sementara pemutar skru tidak selalu dapat memberikan kekuatan dan kecepatan putaran yang diinginkan untuk gerudi.
- Sekiranya panjang bor standard jelas tidak cukup untuk membuat lubang di tempat yang sukar dijangkau, diperlukan untuk menggunakan penyesuai yang direka khas untuk ini, yang dipasang pada bor gerudi elektrik.
- Sebelum memulakan kerja penggerudian, bahagian permukaan kerja benda kerja diukur dengan teliti dan tempat kerja gerudi digariskan, iaitu titik di mana penonjolan berbentuk kerucut akan dipasang - ini akan menjadi pusat bulatan yang akan dilakukan semasa alat ini beroperasi. Selanjutnya, gerudi mesti dipasang relatif dengan bidang kerja, hanya mengekalkan sudut 90 °.
- Dianjurkan untuk memulakan proses penggerudian pada kelajuan rendah gerudi elektrik, secara beransur-ansur menambahkannya ketika gerudi masuk lebih jauh ke dalam bahan benda kerja. Menambah RPM ke gerudi akan membantu gerudi melalui bahan dengan lebih mudah dan melindungi motor gerudi daripada terlalu panas. Apabila anda menyedari bahawa gerudi teras telah mencapai kedalaman yang diperlukan dalam bahan benda kerja, proses penggerudian mesti dihentikan.


Setelah lubang pada benda kerja dibuat, di dalam ceruknya, jika tidak selesai, banyak bahan buangan akan dikumpulkan dalam bentuk serutan.
Untuk melakukan ini, penggerudian dihentikan, serutan dikeluarkan dari lubang, dan kemudian gerudi sekali lagi direndam dalam kemurungan yang terbentuk dan terus mengebor ke kedalaman yang diperlukan.


Parameter utama bahagian
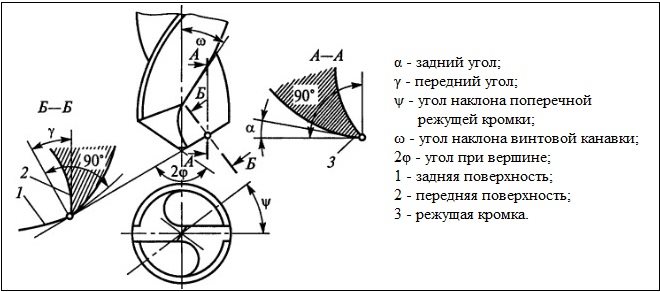
Agar anda dapat mengasah hujungnya dengan betul, pertama sekali, mari kita lihat elemen utamanya, yang merangkumi:
- bahagian pemotong (edge edge) yang dibentuk oleh penumpuan permukaan alur dan permukaan sayap;
- permukaan depan, yang terletak di bawah celah;
- permukaan belakang, yang terletak di belakang tepi:
- pelompat terletak di antara dua permukaan belakang.
Semasa operasi muncung, permukaan celah, jambatan dan belakang paling banyak menderita. Oleh itu, pemulihan alat berlaku dengan mengasah permukaan belakang, yang mana kita bersebelahan dengan pemotongan dan jambatan. Namun, tidak semuanya begitu sederhana: agar pinggir menjadi tajam lagi dan jumper yang jelas terbentuk, sudut penajam harus sesuai dengan nilai dari jadual:
Pematuhan dengan nilai-nilai ini akan membolehkan canggih selalu menjadi yang pertama bersentuhan dengan permukaan benda kerja, yang akan memastikan kecekapan alat maksimum. Panjang hujungnya bergantung pada sudut hidung. Pematuhan akan membolehkan kerepek masuk dengan baik di alur dan keluar.Sekiranya sudut dibuat lebih tajam, lebar jalur pemotongan akan meningkat, akibatnya cip akan menyumbat alur dan berhenti dikeluarkan dari lubang dengan semua akibatnya. Sudut yang terlalu kabur akan mengurangkan kecekapan latihan.
Peringkat awal kerja
Pertama sekali, mari kita tentukan apa yang akan diperlukan dalam proses penajaman do-it-yourself.
Semasa mengasah latihan logam, dan walaupun dengan tangan anda sendiri, anda selalu perlu mencari alternatif untuk alat kilang, kerana terdapat mesin penggiling khas dalam pengeluaran.
Di rumah, set minimum untuk mengasah gerudi logam akan lebih sukar dicari.
Mula-mula anda perlu membeli roda pengisaran khas.
Biasanya satu bulatan diperlukan, tetapi dengan penggunaan yang kerap akan cepat habis, jadi lebih baik mengambil beberapa sekaligus, untuk cadangan. Lingkaran itu sendiri dipasang dengan tangan anda sendiri pada batang berputar.










Semasa gerudi mengasah, ia akan menjadi panas pada masa yang sama. Sekiranya tidak disejukkan, maka semasa operasi akan gagal lebih cepat kerana perbezaan suhu.
Sama pentingnya untuk menjaga sudut, di sini kawalan dengan mata tidak dapat diterima. Oleh kerana masalah ini, orang membeli peranti khas agar tidak selalu melakukan pengiraan yang membosankan.
Adalah perlu untuk mengetahui sudut pendekatan gerudi untuk logam. Sudut kunci adalah sudut rake, yang dapat didefinisikan dalam bidang pemotong utama, sebagai sudut antara hujung depan dan dasar pemotong.
Sudut sisi mempunyai parameter yang sama, hanya pada satah sisi. Sudut di bahagian atas dapat dilihat jika anda melihat gerudi logam dari sisi: ia berada di antara dua tepi.
Jangan lupa langkah berjaga-jaga semasa bekerja dengan tangan anda sendiri. Oleh kerana kita harus bekerja dengan bahagian yang tajam, lebih baik melindungi tangan kita dengan sarung tangan.
Pastikan memakai cermin mata semasa mengasah.
Dalam prosesnya, zarah-zarah kecil akan terbang keluar dari bulatan, yang juga terlalu panas.
Perhatikan kedudukan alat, kerana jika sudut umpan tidak betul, alat ini dapat ditarik dari tangan anda.
Bilakah anda memerlukan alat khas untuk menggerudi kayu
Persoalan bagaimana dan apa cara terbaik untuk mengebor produk yang diperbuat daripada papan serpai, MDF, papan lapis atau kayu semula jadi padat tidak hanya relevan untuk pakar pertukangan dan mereka yang secara profesional terlibat dalam pembuatan perabot, tetapi juga untuk tukang kediaman yang lebih suka melakukan tugas rumah tangga melakukannya sendiri. Pemilihan gerudi untuk kayu dalam kes sedemikian dilakukan bergantung pada jenis lubang yang anda perlukan untuk menggerudi:
- pekak, tidak mempunyai jalan keluar dari sisi bertentangan produk (direka untuk memasang engsel pada pintu dalaman atau pada pintu yang dilengkapi dengan struktur perabot);
- melalui (elemen sambungan berulir (bolt dan pin) diletakkan di dalamnya, tanpa lubang seperti itu mustahil untuk memasang pemegang pintu dan kunci).

Tujuan utama latihan bulu adalah membuat lubang yang cetek dengan cepat. Berhati-hati dengan hujung gerudi yang menonjol semasa menggerudi lubang buta
Untuk kerja kayu, anda boleh membeli alat yang mahal (seperti pemotong cakera). Walau bagaimanapun, tidak dalam semua kes penggunaannya dibenarkan. Bagi kebanyakan situasi di mana anda perlu menggerudi kayu, alat yang lebih mudah digunakan dan jauh lebih murah akan dilakukan. Contohnya, ini adalah latihan pen, yang, walaupun harganya berpatutan, sangat efisien digunakan. Anda boleh menggunakan mata gerudi bulu untuk kayu, lengkap dengan gerudi elektrik dan pemutar skru konvensional.
Bagaimana memilih?
Mula-mula anda perlu memutuskan bahan apa yang akan anda gunakan. Berdasarkan ini, perlu memilih muncung bulu. Masing-masing dari mereka ditandai dengan tanda yang sesuai - ia boleh menjadi 3, 6, 9 dan genap 10. Nombor ini menunjukkan dengan diameter (dalam milimeter) pengeboran yang akan dilakukan
Dan penting juga yang ada di bahagian muncung - bergantung kepada sama ada ia sesuai untuk alat apa pun (baik itu gerudi atau pemutar skru) atau tidak.
Shank tiga sisi akan sesuai dengan mana-mana chuck. Sekiranya shank mempunyai modifikasi SDS, mungkin "mount" hanya dengan bor tukul, yang sebenarnya dirancang
Juga sangat penting untuk memperhatikan warna yang ada pada gerudi. Sekiranya berwarna kelabu, ini bermaksud bahawa keluli dari mana ia dibuat tidak mengeras, iaitu produknya agak rapuh dan tidak sesuai untuk bahan yang kuat seperti jubin atau jubin.

Warna hitam muncung menunjukkan bahawa ia telah menjalani prosedur pengoksidaan, iaitu rawatan wap panas. Berkat rawatan ini, produk ini dilindungi daripada kakisan dan terlalu panas, ia menjadi lebih tahan lama. Penyepuhan cahaya pada gerudi menunjukkan bahawa ia telah melewati prosedur tempering. Dan penyepuhan terang - bahawa hujungnya dilapisi dengan titanium nitrida atau titanium carbonitride, yang menjadikannya sesuai untuk bekerja dengan bahan yang paling tahan lama.










Perlu diingat bahawa latihan di mana penyemburan atau pelelas digunakan akan bertahan lebih lama daripada produk tanpa penyemburan, tetapi tidak mungkin untuk mengasahnya. Yang paling tahan lama adalah gerudi berlapis berlian - ia boleh digunakan untuk membuat lubang walaupun pada konkrit.


Bagaimana gerudi Lewis berfungsi?
Pada saat pengeboran awal, titik tirus ditekan ke dalam bahan, yang, ketika diputar, tertanam secara mendalam. Kemudian bahagian utama gerudi berpusing di atasnya. Tidak seperti reka bentuk gerudi kayu yang lain, alat tersebut pada mulanya hanya mempunyai satu tepi kerja, dan kemudian penggerudian dilakukan dengan bahagian pemotongan spiral. Apabila panjang keseluruhan bahagian pemotong meningkat, ini membantu mengurangkan daya paksi keseluruhan pada gerudi, tetapi meningkatkan risiko jamming dan "drift" gerudi dari pusat.
Baca juga: Kawasan perniagaan dengan penggunaan mesin penggilingan cnc
Masalah pertama diselesaikan seperti berikut. Pertama, lebih baik memasang gerudi Lewis pada latihan berkelajuan rendah dan lebih kuat. Kedua, latihan seperti spiral seperti itu tidak praktikal digunakan untuk membuat lubang di kayu keras, kerana serutan yang dihasilkan menyumbang kepada penyumbatan sampah di alur yang agak panjang. Biasanya bilangan putaran dipilih berkadar songsang dengan diameter lubang yang dihasilkan.

Untuk menyelesaikan masalah kedua, gerudi putar dapat digunakan sebagai alat reamer, dan pemotongan awal, kecuali lubang yang sangat dalam, dapat dilakukan dengan gerudi konvensional. Telah diketahui dari pengalaman operasi bahawa pembuatan lubang langsung menggunakan gerudi Lewis dianjurkan untuk diameter tidak melebihi 15 ... 30 mm. Dalam kes lain, latihan bulu digunakan, dan lingkaran hanya digunakan pada hantaran terakhir, ketika diperlukan untuk meningkatkan kelancaran dinding sisi.
Kandungan kelembapan kayu ketika menggunakan gerudi seperti itu tidak menjadi masalah, begitu juga arah butiran kayu.
Petua Pemilihan
Mana-mana alat mempunyai kriteria tersendiri dan mesti memenuhi syarat tersebut. Anda dapat menentukan kualiti alat yang dibeli dengan penampilan, warnanya, dan juga dari bahan dari mana ia dibuat.
- Bahan. Mustahil untuk menentukan kualiti bahan secara visual. Oleh itu, sebelum membeli, anda perlu memastikan bahawa produk tersebut mempunyai sijil kualiti. Palsu Cina sering dijual tanpa dokumen.
- Penampilan. Produk berkualiti mempunyai permukaan yang rata dan licin. Pelbagai retakan, calar dan kerosakan rosak. Kawasan pemotongan mesti diasah dengan kemas. Latih tubi panjang hendaklah lurus. Sangat mudah untuk memeriksa kualiti, cukup untuk menggulungnya di permukaan rata. Semua penyelewengan akan dapat dilihat dengan segera.
- Warna. Agar alat ini mempunyai kekuatan tambahan, ia dihasilkan menggunakan teknologi khas.Anda boleh mengetahui kaedah pemprosesan yang digunakan mengikut warna produk. Warna keluli menunjukkan bahawa tidak ada pemprosesan tambahan yang dilakukan. Penyemburan dengan warna kuning-emas melegakan tekanan logam. Produk yang dirawat dengan titanium nitride (alat warna emas terang) akan mempunyai jangka hayat yang panjang. Bor hitam telah meningkatkan daya tahan. Steam digunakan dalam pemprosesannya.
- Pakej. Produk dari pengeluar terkenal mempunyai pembungkusan berkualiti tinggi dan berkualiti. Semua palsu palsu, dan teksnya kadang-kadang salah eja.
- Harga. Semakin tinggi harganya, semakin baik produknya. Semua alat anggaran mempunyai jangka hayat yang pendek.
Menjaga reputasi mereka, kedai-kedai terkenal tidak akan menjual barang palsu.
Dan tidak kira alat apa yang anda beli, sehingga berkualiti tinggi dan tahan lama, anda harus menghubungi pembekal yang boleh dipercayai dan dipercayai.
Kami mempertajam latihan di rumah - sudut penajaman dan nuansa lain
Proses penajaman cukup sukar dan merangkumi beberapa peringkat.
Peringkat pertama adalah pemeriksaan visual untuk cip dan microcrack. Sekiranya tersedia dengan latihan inti HSS, keputusan dibuat untuk memendekkan latihan atau menghapuskannya. Tidak mustahil untuk memulihkan latihan TCT.
Langkah kedua adalah menentukan bentuk gigi, kehadiran tepi, ciri mengasah, jumlah gigi.
Pada tahap ketiga, gerudi dipasang dalam peralatan khas, sudut yang diinginkan ditetapkan sesuai dengan meja pengilang, atau meja universal yang dibekalkan dengan mesin pengasah.
Selalunya, bilangan gigi ditetapkan menggunakan cakera pemisah.
Setelah pengisaran berturut-turut pada sudut yang ditetapkan pada semua gigi, sudut berubah, dan pengisaran berterusan.
Dengan penggunaan intensif dan penajaman yang kerap, serta ketika memendekkan gerudi, perlu mengasah permukaan depan gigi (secara mendalam). Operasi ini juga dilakukan pada mesin penajam universal dengan penggantian cakera.









Sebagai peraturan, sumber latihan inti dikurangkan sebanyak 25% dengan penajaman yang tepat, tetapi jika dibandingkan dengan membeli gerudi baru, manfaatnya jelas.