Jenis alat dan ciri reka bentuknya
Pemotong dihasilkan dalam pelbagai reka bentuk, dan untuk pembuatannya, seperti yang disebutkan di atas, bahan yang berbeda dapat digunakan.
Dengan struktur burr boleh:
- pembinaan kon tunggal;
- dua kerucut;
- tiga kerucut.
Bentuk kepala alat seperti itu juga dapat bervariasi. Jadi, terdapat kerucut dengan kepala berbentuk kerucut, silinder, sfera, bujur atau separa bujur. Pilihan alat ini atau jenis bergantung kepada sifat tugas teknologi dan parameter geometri produk yang akan diproses.
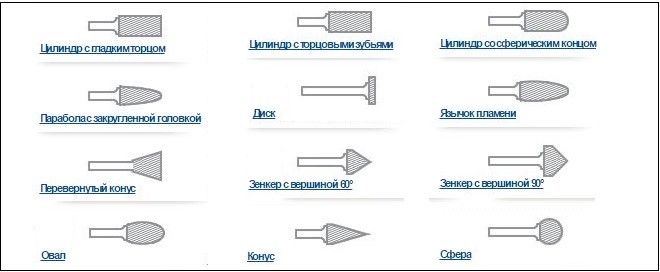
Bentuk kerucut kepala yang berfungsi
Pemotong juga berbeza dalam bahan pembuatannya. Bergantung pada parameter ini, ini boleh:
- alat yang diperbuat daripada keluli karbon;
- pemotong berlian, bahagian kerjanya dilapisi dengan serpihan berlian;
- pemotong kasar, yang juga boleh disembur ke bahagian kerja atau sepenuhnya terbuat dari bahan pelelas;
- pemotong aloi keras, pada batang logam di mana kepala kerja yang diperbuat daripada aloi keras dipateri.
Duri putar yang diperbuat daripada keluli karbon
Pemotong, untuk pembuatan baja karbon yang digunakan, paling sering digunakan untuk bekerja bersama dengan gerudi elektrik atau pemutar skru. Ini boleh menjadi pemotong kayu untuk gerudi, dan alat yang dirancang untuk memproses produk logam. Salah satu kelebihan utama duri seperti itu adalah harganya yang rendah.

Gigi pemotong keluli karbon sangat dipakai ketika bekerja dengan logam keras
Dengan menggunakan alat logam ini, walaupun dalam persekitaran rumah tangga, adalah mungkin untuk memproses ceruk konfigurasi yang kompleks, menghilangkan tepi tajam pada produk, membuat lubang yang rata dan kemas dan meningkatkan diameter yang ada.
Pemotong berlian
Pemotong berlian, yang juga dapat digunakan bersama dengan alat elektrik genggam, sudah menjadi alat profesional. Ia dapat digunakan untuk melakukan penggilingan lubang dan lubang yang membosankan. Alat sedemikian menunjukkan keberkesanannya bukan hanya ketika memproses bahan rapuh seperti kaca atau seramik, tetapi juga ketika bekerja dengan bahan berkekuatan tinggi, di mana pemotong logam tidak berdaya.

Bit berlapis berlian profesional
Alat pemotong berlian adalah alat yang digunakan mesin ukiran, yang membolehkan anda memproses butiran terkecil, menerapkan pelbagai corak dan prasasti ke permukaan produk. Permukaan yang diproses dengan pemotong berlian dicirikan oleh tahap kekasaran minimum.










Pemotong kasar
Dari sudut aplikasi, pemotong kasar yang dibuat dengan penyemburan tidak jauh berbeza dengan alat jenis berlian. Oleh kerana kekerasan yang tinggi pada bahagian kerjanya, pemotong kasar boleh berjaya digunakan untuk memproses bahan seperti logam, plastik, seramik dan kaca, konkrit, batu buatan dan semula jadi, bata, dll. Seperti alat dari dua kategori sebelumnya, pemotong kasar boleh dilakukan dalam bentuk dan saiz apa pun, dan juga dapat digunakan dengan gerudi dan pemutar skru.
Pemotong corundum
Bahagian kerja, yang dilengkapi dengan alat pemotong kasar, dibuat dengan menyemburkan atau sepenuhnya terbuat dari bahan pelelas, yang paling sering digunakan sebagai elektrokorundum.Roller cone bit yang diperbuat daripada pelelas mempunyai kos yang rendah, tetapi juga berfungsi lebih rendah daripada alat logam.
Pemotong karbida
Pemotong, bahagian kerjanya terbuat dari aloi keras, digunakan terutamanya dalam keadaan pengeluaran. Pemotong karbida, yang dilengkapi dengan alat kuasa yang kuat dan berkelajuan tinggi, digunakan untuk memproses bahan dengan kekerasan tinggi - besi tuang, tahan panas dan keluli tahan karat, aloi titanium, dll.

Pemotong logam dengan kepala karbida
Pemotong jenis ini adalah pilihan terbaik sekiranya perlu memproses jahitan yang dikimpal dengan kualiti yang tinggi. Alat karbida, bahagian kerjanya juga boleh mempunyai konfigurasi yang berbeza, dibezakan oleh jangka hayat yang sangat panjang.
Pemilihan alat
Kecekapan tinggi alat jenis ini ditentukan oleh sebilangan parameter tertentu. Antara petunjuk prestasi, yang paling penting adalah:
- sifat operasi yang dilakukan;
- ciri-ciri bahan yang diproses;
- dimensi geometri bahagian;
- bentuk kepala;
- jenis lekukan pemotongan;
- sifat alat kuasa.
Semasa memilih peranti, disarankan juga untuk mempertimbangkan kekuatan dan jumlah putaran peralatan yang dilengkapkan. Ciri teknikal produk mesti sesuai dengan petunjuk metrik alat.
Emery logam dengan potongan halus, universal, ultra-halus dan untuk bekerja dengan logam lembut boleh mempunyai bentuk kepala tertentu. Keberkesanan peranti bergantung pada bentuk dan lokasi bahagian pemotong; alat ini boleh mempunyai:
- gigi jarang untuk memproses aloi aluminium dan tembaga;
- gigi standard untuk tepi dan deburring;
- gigi pelbagai arah untuk bekerja dengan logam keras.
Untuk memproses produk logam bukan ferus, para pakar mengesyorkan menggunakan corundum emery dengan penajam yang diperkuat. Pemotong berlian atau kasar, serta alat dengan bahagian utama penajaman berganda, akan membantu menghilangkan liang. Semasa mengisar permukaan produk, kerucut kerucut dengan potongan ultra tipis digunakan.










Ciri semasa bekerja dengan gerudi
Semasa bekerja dengan peralatan untuk mengisar permukaan logam, terdapat dua pilihan untuk lokasi alat berkenaan dengan benda kerja yang sedang diproses:
- Memegang gerudi di tangan anda. Kaedah pemprosesan yang paling popular dan senang. Master hanya berfungsi dengan alat, dan benda kerja tidak bergerak. Walau bagaimanapun, semasa mengendalikan gerudi secara manual, anda mesti mengambil kira sudut perkakas relatif terhadap bahagian tersebut. Sekiranya ia dipilih dengan tidak betul, alur, penyimpangan, dan lebam akan tetap berada di permukaan.
- Memperbaiki alat. Jenis pemprosesan ini serupa dengan bekerja dengan alat mesin. Kualiti dan ketepatan pengisaran meningkat. Walau bagaimanapun, tidak selesa untuk memindahkan benda kerja, sukar untuk sampai ke tempat yang sukar dijangkau.
Sebelum memulakan kerja dengan peralatan, anda perlu memeriksa integriti lapisan pelelas, seberapa baik ia terpasang di chuck. Kita tidak boleh melupakan tempoh proses pengisaran. Beberapa permukaan boleh dirawat selama puluhan jam
Penting untuk membiarkan alat ini berehat setelah setiap 10 minit penggunaan kuat. Ini mengurangkan risiko penolakan, kegagalan elemen gerudi yang bergerak.
Untuk membuat tekstur pada permukaan benda kerja, perlu memprosesnya dengan muncung dengan gentian logam, tutupnya dengan pernis di atasnya.
Lekapan penggiling untuk permukaan logam digunakan semasa bekerja dengan bahan yang berbeza. Jenis peralatan dipilih bergantung pada jenis permukaan yang hendak dimesin, bentuk benda kerja, tahap pengisaran yang diperlukan. Mengingat kekuatan gerudi, kelajuan putaran, adalah mungkin untuk mengelakkan kerosakan peralatan dan kerosakan bahan.
Ciri-ciri bahan
Jubin logam adalah kepingan berprofil dari keluli tergalvani, di mana lapisan polimer digunakan, yang melindungi bahan dari karat dan kerosakan mekanikal. Polimer yang digunakan untuk pembuatan atap (pural, plastisol, poliester) mempunyai titik lebur yang cukup rendah, jadi tidak disarankan menggunakan alat pelelas untuk memotong jubin logam. Penggunaan peranti sedemikian mempunyai akibat berikut:
- Apabila cakera pengisaran beroperasi pada kelajuan tinggi, lapisan polimer meleleh di sepanjang tepi potongan, akibatnya "bintik botak" logam yang tidak dilindungi terbentuk di permukaan jubin logam.
- Semasa memotong jubin logam dengan alat pelelas pada kelajuan tinggi, tepi potongan dipanaskan hingga suhu yang ketara, kerana sifat keluli berubah menjadi lebih teruk, lapisan zink mencair.
- Setelah 1-2 tahun beroperasi, tempat-tempat di mana lapisan polimer dan zink rosak kerana penggunaan alat pemotong yang kasar menjadi pusat kakisan, memusnahkan struktur bahan secara tidak dapat dipulihkan.
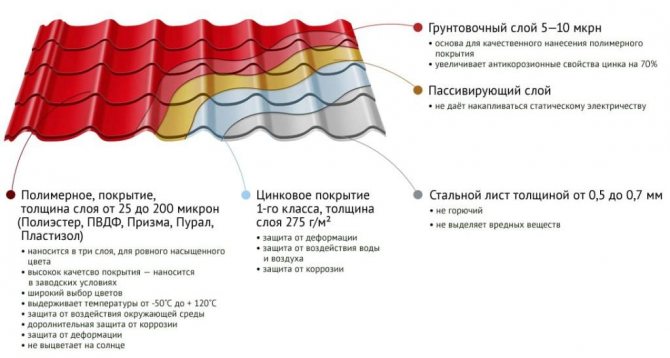
Struktur kepingan logam
Untuk kerja kayu
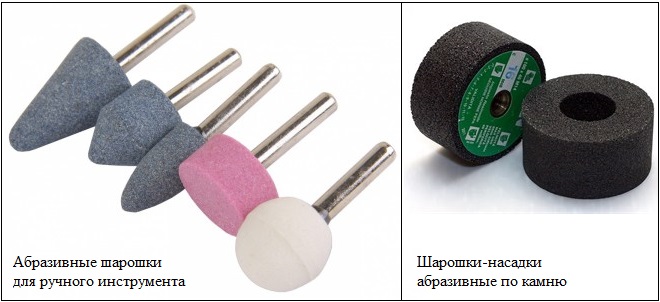
Pemprosesan kekosongan kayu tidak menyebabkan kesukaran seperti bekerja dengan logam. Dengan bantuan pemotong gerudi kayu, anda boleh melakukan kerja-kerja mengemas dan menyelesaikan bahan kerja. Untuk alat tangan, pemotong digunakan, di mana batang mempunyai diameter 8 atau 12 mm. Jenis pemotong yang berbeza digunakan semasa memproses pelbagai bahan kayu. Jenis pemotong kayu:
- Kalevochnye. Digunakan untuk sudut bulat.
- Cakera. Hidangkan untuk memotong pelbagai alur dan alur.
- Fillet - untuk membuat alur separa bulat.
- Berbentuk V. Digunakan untuk memotong alur di permukaan rata.
- Thorns - untuk membuat alur dovetail.
- Edging - untuk memproses bahagian tepi produk.
- Silinder - untuk permukaan rata.
- Tamat - untuk pengeluaran ceruk dan alur.
- Tepi tirus - tepi chamfers.
- Latihan yang dirancang untuk membuat lubang di kayu.

Untuk melakukan pelbagai operasi teknologi, jenis alat yang diperlukan dipilih. Semasa bekerja dengan alat pemotong, anda mesti mematuhi peraturan keselamatan. Dalam proses pemprosesan, potongan bahan yang diproses terbang, dan kemungkinan kerosakan alat pemotong. Atas sebab keselamatan, kacamata dan sarung tangan harus dipakai.
Varieti alat pengisar
Muncung pada latihan untuk permukaan semula boleh dibahagikan kepada 6 kumpulan utama. Mana-mana rig adalah item yang terdiri daripada dua bahagian:
- Shank adalah bahagian silinder muncung yang tidak mempunyai kekasaran atau bahan kasar. Direka untuk diamankan dalam chuck alat kuasa.
- Kepala yang berfungsi. Ini adalah bahagian perkakas di mana lapisan bahan pelelas digunakan. Terima kasih kepadanya, rawatan permukaan berlaku.
Bergantung pada pelbagai jenis muncung, bentuk bahagian kerja, jenis bahan kasar, dan ukurannya berubah.

Pelbagai lampiran pengisaran
Muncung plat
Merupakan plat bulat rata yang terdiri daripada alas dan pad kasar. Ia boleh terdiri daripada dua jenis:
- plastik;
- getah.
Kertas pasir dengan ukuran butiran yang berbeza dipasang pada pangkal. Zarah besar diperlukan untuk pemprosesan kasar. Kerja-kerja penamat dilakukan dengan menggunakan kertas pasir dengan bahan kasar.









Mangkuk khas
Lekapan pengisar yang kelihatan seperti mangkuk terbalik. Pangkalannya diperbuat daripada logam atau plastik. Vili logam dipasang di atasnya, dengan bantuan permukaannya diproses. Dengan bantuan rig ini, tekstur yang kelihatan seperti pokok dibuat. Dari atas, ia dibersihkan dengan roda penggilap, ditutup dengan lapisan pelindung (noda, varnis).
Muncung cakera
Pelantar jenis ini boleh dibandingkan dengan mangkuk khas.Cakera adalah produk yang terdiri daripada asas plastik di mana timbunan logam dipasang. Namun, tidak seperti mangkuk, arah vili bergerak dari pusat ke tepi cakera. Cakera cerucuk logam digunakan untuk membersihkan tempat yang sukar dijangkau. Untuk melakukan ini, anda perlu mempunyai kemahiran praktikal untuk dapat menggunakan cakera dengan timbunan logam dengan berkesan.
Muncung silinder
Nama kedua untuk pelantar ini ialah gendang. Mereka mewakili dasar silinder, di hujungnya pita dengan bahan kasar dilekatkan. Pangkalannya diperbuat daripada getah tahan lama. Selak disekat ke bahagian tengahnya dari sisi yang bertentangan dengan batang. Ia diperlukan untuk menggantikan yang kasar. Perubahan kasar
- Tanggalkan selak.
- Tanggalkan pita kasar yang lama.
- Letakkan kertas pasir baru yang dilekatkan dengan silinder.
- Ketatkan bolt pelaras.
Dengan bantuan peralatan silinder, lubang dengan diameter yang berlainan diproses, permukaan logam diampelas.
Petua lembut
Apabila perlu melapisi lapisan pelindung, alat lembut digunakan. Ia merangkumi kulit lembut, getah busa, getah. Bahan lembut dipasang dengan mesin basuh. Mereka tidak menggaru permukaan yang dirawat, menghilangkan lapisan penyimpangan, serpihan, debu.
Bulatan akhir
Mereka adalah batu kasar dari pelbagai bentuk. Mereka digunakan semasa pemprosesan pelbagai bahan. Lebih sesuai untuk menyelesaikan pelucutan. Bahan pelelas kasar digunakan untuk memproses hujung dan tepi benda kerja. Yang kecil menjalankan pemprosesan tempat, perhiasan yang sukar dijangkau. Roda penggilap yang terbuat dari bahan pelelas halus memungkinkan pemprosesan logam, kayu, batu, plastik dengan lembut.
Keperluan latih tubi
Pengilangan merujuk kepada pemprosesan objek dengan pemotong penggilingan, ia terletak di perumahan motor. Tuan menguasai proses kerja, dia mengatur kecepatan putaran dan kedalaman penembusan ke dalam benda kerja. Semasa mengerjakan mesin penggilingan, bahagian mesin bergerak.

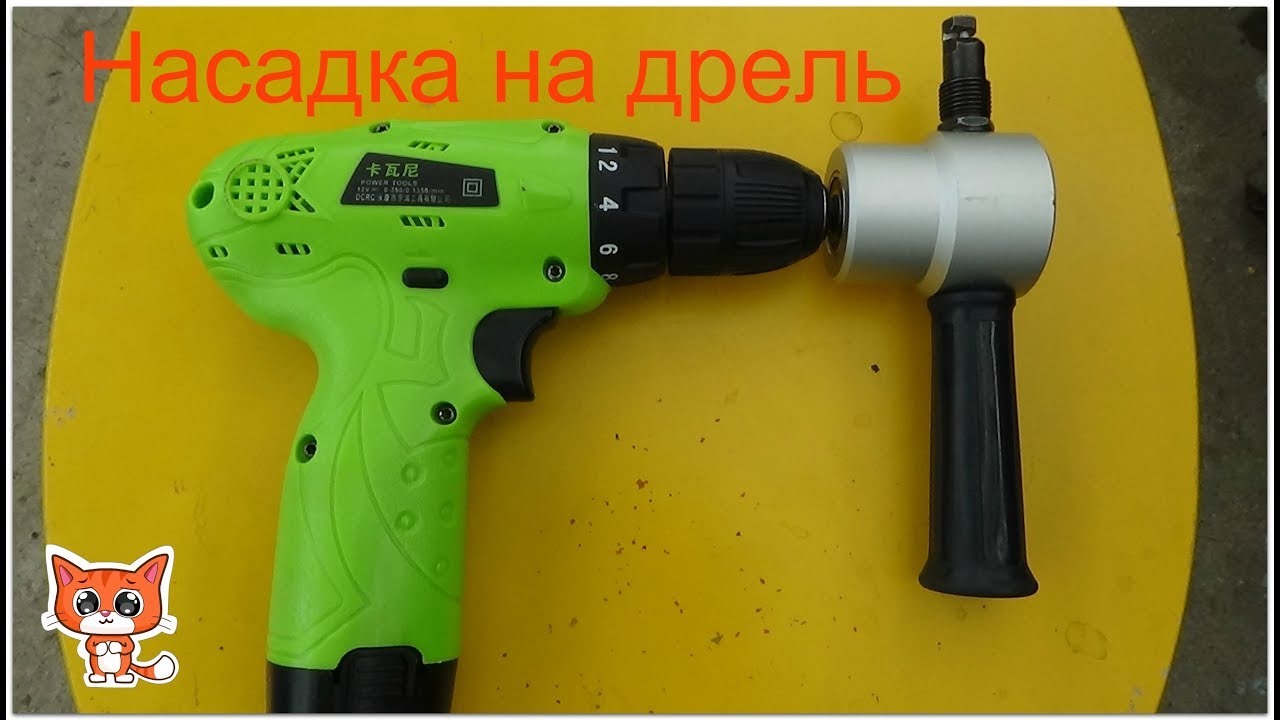
Bor elektrik dengan lampiran
Semasa gerudi digunakan, alat itu sendiri digerakkan, yang semestinya sesuai untuk penggilingan. Ketepatan yang lebih besar diperlukan dari operasi ini, di mana daya utama berada di pemacu.
Sekiranya anda merancang untuk melakukan kerja penggilingan kecil di bengkel yang tidak menjanjikan beban serius, alat elektrik biasa akan dilakukan.
Prinsip pengoperasian alat seperti itu berdasarkan pada kecepatan poros, dan ia disediakan oleh mesin. Dari bahagian berfungsi, beban dipindahkan ke penggerak yang dipasang - gerudi atau pemotong penggilingan.

Elemen peralatan
Ini adalah elemen peralatan, mereka harus melakukan tindakan khusus dengan bahan:
- persampelan mendalam;
- takik kontur;
- memotong alur atau langkan.
Elemen pemotongan ditetapkan dengan mengambil kira:
- kuasa unit kuasa;
- kaedah pengurusan;
- jenama gerudi;
- Pusat graviti.
Hanya dengan kelajuan tinggi objek dapat diproses dengan bersih. Pada mesin khas, rata-rata 25,000 rpm dicapai. Untuk gerudi pusingan tertinggi, angka ini ialah 4500 unit. Tidak ada model yang dapat mencapai kualiti yang sama dengan penghala pengeluaran, tetapi tidak selalu diperlukan di bengkel rumah atau bahkan di lokasi pembinaan. Dari alat elektrik genggam yang memancarkan pergerakan putaran ke pelantar, syarat berikut diperlukan:









- putaran poros dengan kelajuan minimum 1500 rpm, diinginkan agar putaran diatur;
- kekuatan mekanik dengan margin keselamatan, kerana penggilingan berlaku dengan beban sisi yang besar;
- pemasangan chuck yang akan memberikan cengkaman yang selamat pada batang.
Sekiranya anda menggerudi dengan gerudi di posisi yang salah, adalah salah untuk mengarahkan kekuatan rintangan:
- vektor beban akan berubah, yang akan mengeluarkan kotak gear dari keadaan kerja dengan tekanan tambahan pada bahan;
- enjin memerlukan pemadaman yang kerap untuk mengelakkan terlalu panas;
- sauh cacat;
- kartrij tidak akan menahan pengaruh daya yang berlebihan.
Untuk memotong reses profil secara kosong dengan ceruk, lubang atau alur yang berbeza, anda perlu memilih bukan sahaja gerudi, tetapi juga bahagian pemotong sesuai dengan konfigurasi dan lebarnya.
Ciri reka bentuk
Seperti disebutkan di atas, hampir setiap jenis alat penggilingan mempunyai ciri reka bentuk yang tersendiri. Ini benar terutamanya untuk jenis terminal. Tetapi pada masa yang sama, terdapat produk dengan bentuk gigi yang berbeza.
Unsur penting ialah gigi

gigi pemotong yang runcing mempunyai kelemahan yang serius
Gigi oksipital berkelakuan berbeza. Mereka tidak takut kerap mengasah atau mengerjakan kerja dengan logam. Oleh itu, mereka lebih dipercayai dan tahan lama. Untuk latihan, dan semestinya untuk alat mesin, ini adalah pilihan yang sesuai.
Adakah pemotong penggilingan keseluruhan?
Selain perbezaan bentuk, pemotong juga dibahagikan kepada model padat dan pasang siap. Pilihan pertama dibuat dari satu tempat kosong. Untuk mengelakkan pembaziran bahan mahal yang tidak perlu, banyak pemotong kecil dibuat dari satu bar. Oleh itu, pendekatan ini dapat mengurangkan kos produk dengan ketara.
Terdapat juga model pasang siap. Seperti namanya, pemotong dikeluarkan secara berasingan dan kemudian semua komponen saling terhubung. Selalunya, badan dibuat dari jenis keluli yang murah, sementara gigi dibuat dari bahan keras (selalunya ini adalah aloi). Sudah tentu, kos strukturnya meningkat, tetapi berkat peranti sedemikian, seseorang dapat mengganti satu komponen dengan komponen yang lain dengan mudah.
Ciri-ciri bekerja dengan gerudi
Semasa menggunakan gerudi dan bukannya penghala, perlu mengambil kira keunikan bekerja dengan alat ini.
Penting untuk diingat:
- Kelajuan putaran gerudi kurang daripada penghala, jadi pemotongan akan lebih lambat.
- Motor gerudi elektrik terlalu panas semasa penggunaan berpanjangan. Dikehendaki berehat sebentar untuk menyejukkan instrumen.
- Galas aci kotak gear dirancang untuk beban membujur dan boleh rosak semasa pemotongan silang. Jangan gunakan daya yang besar pada arah melintang. Ini meningkatkan masa pemprosesan.
- Ketulan gerudi elektrik mungkin tidak menahan beban lateral, yang menyebabkan kerosakan pada bahagian tersebut.