Kelebihan dan kekurangan latihan ini
Berbanding dengan bit gerudi elektrik konvensional untuk penggerudian logam, bit ini mempunyai kelebihan berikut:
- Anda tidak perlu memilih alat kuasa dengan pemacu yang kuat untuk membuat lubang.
- Bahagian dalam lubang kasar, yang tidak biasa untuk jenis peralatan lain.
- Sesuai untuk pemasangan di gerudi, mesin penggilingan, mesin bubut.
- Produktiviti tinggi proses penggerudian.
- Sebilangan besar bahan sedang difilemkan.
- Ketepatan tinggi prestasi kerja sekiranya peralatan memusat digunakan.
- Bunyi minimum semasa bekerja.
- Sebilangan besar bahagian tepi meningkatkan produktiviti bit cincin.
- Penggerudian lubang besar memerlukan lebih sedikit masa daripada bit lain.
Kelemahannya merangkumi kos yang lebih tinggi, ketidakupayaan untuk membuat lubang buta. Bit tanpa lapisan berlian cepat menjadi tumpul.
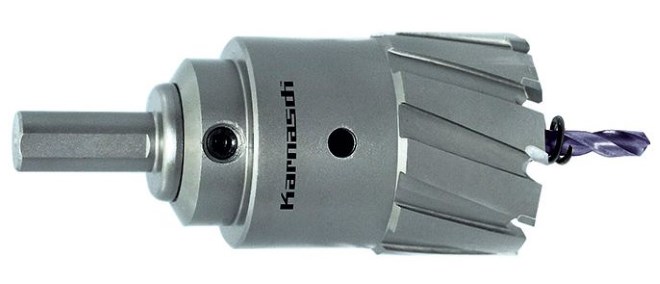
Alat jenama Karnash
Hari ini tidak sukar untuk memilih dan membeli latihan inti untuk menyelesaikan masalah teknologi, kerana ia dibentangkan di pasaran moden dengan pelbagai jenis dan jenama. Ini boleh menjadi bor untuk kayu, serta alat yang lebih tahan lama dan tahan pakai untuk konkrit, pemotong untuk membuat lubang pada produk dan struktur logam.
Di antara pakar yang sering bekerja dengan latihan inti, produk yang dihasilkan di bawah jenama Karnash sangat popular. Kelaziman latihan inti ini difasilitasi bukan hanya oleh kualiti mereka yang sangat tinggi, tetapi juga oleh fakta bahawa mereka tersedia dalam berbagai macam, di antaranya Anda dapat memilih alat untuk menyelesaikan tugas tertentu.

Latihan teras Karnash
Oleh itu, antara produk yang dihasilkan di bawah tanda dagangan ini, seseorang dapat membezakan latihan teras dari siri berikut:
- Garis Emas, diperbuat daripada keluli berkelajuan tinggi HSS-XE, di permukaan yang salutan tahan aus digunakan dengan menggunakan teknologi Gold-Tech;
- Hard-Line, bahagian pemotongannya terbuat dari sisipan karbida Sweden (seruling spiral yang meluas dari latihan teras siri ini memudahkan penyingkiran kerepek dari zon pemprosesan);
- Rail-Line, bahagian kerjanya juga dilengkapi dengan sisipan karbida dengan penajaman multi-tahap penonjolan tepi (menggunakan alat-alat dari siri ini, penggerudian rel kereta api dilakukan);
- Blue-Line dan Blue-Line Pro, digunakan untuk menggerudi kereta api yang dikeraskan, besi tuang, aluminium dan keluli tahan karat.
Apa yang perlu dicari semasa memilih latihan teras
Semasa memilih latihan inti, parameter berikut harus dipertimbangkan:
- siri kepunyaan instrumen itu;
- diameter kerja;
- kekerasan bahagian kerja;
- kedalaman penggerudian terbesar;
- ukuran batang yang dipasang dengan gerudi di bahagian peralatan;
- tujuan (jenis logam apa yang boleh diproses dengan alat ini);
- kaedah pemusatan;
- tahap kekasaran yang dapat dicapai oleh latih tubi.
Lebar kecil gigi mahkota ini (kira-kira 4 mm) memungkinkan penggunaan alat tangan
Secara semula jadi, ciri reka bentuk inti juga harus dipertimbangkan, sama ada dibuat sepenuhnya dari keluli berkelajuan tinggi atau dilengkapi dengan sisipan karbida yang disepuh.
Sekiranya pemotong mahkota untuk logam diperlukan untuk penggunaan intensif dan menyelesaikan masalah teknologi yang rumit, lebih baik memberi keutamaan kepada produk dari pengeluar Eropah yang terbukti. Alat seperti itu, walaupun harganya jauh lebih tinggi daripada latihan serupa dari pengeluar Asia dan China, dibezakan oleh ketahanan aus yang sangat tinggi dan mampu digunakan untuk waktu yang lama tanpa mengubah ciri asalnya.Di samping itu, penggunaan gerudi teras berkualiti membolehkan produktiviti yang lebih tinggi dalam pemprosesan logam.
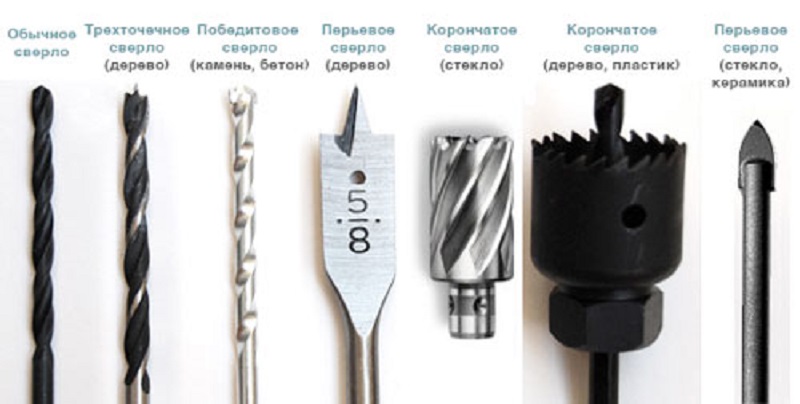
Jenis mahkota untuk logam
Bor inti digunakan untuk pengeboran kedua lubang kecil dengan diameter 12 milimeter atau lebih, dan lubang dengan diameter 200 milimeter atau lebih. Terdapat banyak klasifikasi latihan, bergantung pada parameter yang menentukan.

Mengikut jenis alat atau mesin untuk pemasangan di mana gerudi dimaksudkan, mereka dibahagikan kepada kategori berikut:
- Mahkota gerudi - mempunyai batang silinder atau hex, yang direka untuk memproses kepingan atau logam berdinding tebal, biasanya terhad kepada diameter hingga 50-65 milimeter.
- Latihan untuk mesin penggerudian magnetik, mempunyai jenis tangkai yang sesuai, dibezakan oleh penunjuk kekuatan yang meningkat.
- Bit untuk pemasangan pada mesin penggerudian konvensional mempunyai reka bentuk standard dan berbeza dalam jenis shank.
Bergantung pada reka bentuk dan bahan pembuatan, mahkota untuk penggerudian logam dibahagikan kepada jenis berikut:
Alat yang diperbuat daripada keluli alat berkelajuan tinggi tidak mempunyai permukaan tambahan pada bahagian kerja atau lapisan pengerasan, sifat pemotongan dicapai kerana ciri kekuatan logam dan penajaman gigi tertentu
Mahkota ini dapat diasah kembali, tetapi penting untuk menjaga sudut asal profil gigi.
Bit terbuat dari keluli dengan ciri kekuatan rendah, tetapi mempunyai permukaan karbida di tepi pemotongan. Kelemahan mereka adalah ketidakcukupan mengasah gigi.
Diameter yang lebih besar akan lebih murah daripada HSS dengan diameter yang serupa.
Petua Berguna
Berikut adalah beberapa panduan untuk membantu anda mencapai penggerudian yang betul dan berprestasi tinggi.
1. Pusat gerudi dengan betul.
Tandakan lubang di sepanjang tanda (jangan gunakan pin ejector untuk ini), letakkan pin ejector di relung dan hidupkan magnet. Selepas itu, periksa kedudukan pin sekali lagi, kerana apabila magnet dihidupkan, tripod bergerak.








Pemasangan titik penggerudian untuk diameter 12 - 15 mm sangat penting. Untuk diameter yang lebih besar sangat digalakkan.
2. Pilih kelajuan.
Memilih kelajuan putaran yang betul sangat penting
Perhatikan tidak dapat diterima bekerja dengan kelajuan yang disarankan. Kelajuan minimum yang dibenarkan adalah sekitar 25% lebih rendah daripada yang disarankan
Latihan karbida lebih sensitif terhadap kelajuan yang terlalu rendah, yang menyebabkan peningkatan getaran dan gesekan gigi. Latihan keluli HSS dan serbuk gagal apabila nilai yang disyorkan dilebihi lebih dari 20%.
3. Sapukan makanan yang betul.
Semasa memulakan penggerudian, kurangkan makanan menjadi separuh yang disyorkan (lihat jadual di bawah). Ingat bahawa terlalu banyak tekanan pada gerudi tidak akan meningkatkan kelajuan - gunakan latihan karbida dan mesin berkelajuan tinggi untuk meningkatkan produktiviti. Sekiranya anda harus menggunakan kekuatan yang kuat, gerudi mungkin tumpul atau bahan yang digerudi terlalu keras.
| Bahan | Kelajuan pemotongan, mm / min | Kadar suapan, mm / rev |
| Keluli struktur 50 kp / m2 | 40 – 60 | 0,08 – 0,12 |
| Keluli 50-70 kp / m2 | 30 – 50 | 0,08 – 0,12 |
| Keluli tahan karat | 18 – 45 | 0,08 – 0,10 |
| Besi tuang | 65 – 95 | 0,12 – 0,20 |
| Logam bukan ferus, aluminium | 100 – 550 | 0,22 – 0,45 |
| Aloi khas | 10 – 30 | 0,05 – 0,08 |
4. Kawal semasa penggerudian
Sekiranya mesin tidak dilengkapi dengan pemecah cip, keluarkan gerudi secara berkala dan bersihkan cipnya. Dalam kes ini, anda harus menggunakan cangkuk khas. Penggerudian bahan ringan dilakukan dalam satu langkah.
Semasa menggerudi lubang lebih dalam dari 15-20 mm, patuhi peraturan berikut:
- setelah mencapai kedalaman 15-20 mm, lepaskan gerudi dari lubang dan bersihkan serutan dari dalamnya;
- isi rongga lubang dengan gris;
- gerudi dengan suapan rendah sehingga kerepek muncul semula di luar;
- lakukan sekali lagi.
5. Penggunaan pelincir penyejuk (penyejuk)
Penting untuk menggunakan pelincir penyejuk yang berkualiti semasa penggerudian. Sebagai peraturan, cecair digunakan - penyejuk
Penggunaan latihan dengan lapisan DURABLUE tanpa penggunaan penyejuk dibenarkan, jangka hayat latihan dalam kes ini, jika dibandingkan dengan keadaan yang sama, tetapi dengan penggunaan penyejuk, dikurangkan. Semasa menggerudi lubang dengan diameter lebih daripada 37 mm, penggunaan penyejuk sangat dianjurkan dalam apa jua keadaan.
Penyejukan yang mencukupi sangat penting semasa menggerudi bahan tahan panas dan tahan panas, keluli tahan karat. Dalam kes ini, aturkan bekalan penyejuk dari dalam dan luar.
6. Sekiranya inti tersekat di dalam gerudi
Sebab inti melekat di dalam gerudi biasanya:
- terlalu banyak tekanan semasa bekerja;
- kekurangan atau penyejukan yang tidak mencukupi;
- kelajuan putaran yang tidak betul dipilih:
- pakaian gerudi;
- spring ejector yang dipakai atau pin ejector bengkok.
Selalunya inti jatuh dengan sendirinya setelah ia sejuk. Walau apa pun, jangan berusaha keras untuk mendapatkannya:
- mula-mula cuba mengeluarkannya, goncangkannya sedikit dengan tangan anda (pakai sarung tangan supaya tidak memotong diri sendiri);
- kedua, menggunakan pemutar atau pemutar skru, sama rata dari semua sisi, mengetuk dengan ringan dengan tukul (lihat gambar).
- anda juga boleh melepaskan gerudi dan mengetuk pin pada permukaan yang keras.
7. Bahan penggerudian dengan satah tidak selari
Bahaya utama adalah jalan keluar gerudi, jadi kurangkan umpan sebelum menyelesaikan pengeboran. Ia juga disyorkan untuk menggunakan HSS atau latihan baja serbuk.









Semasa menggunakan mesin dengan suapan automatik, alihkannya ke manual.
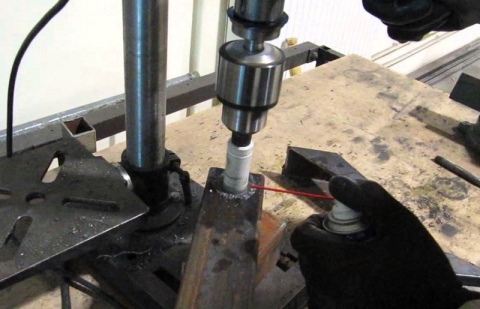
Di mana ia digunakan?
Latihan jenis ini boleh digunakan pada peralatan dengan kuasa rendah. Sebagai contoh, penggunaan mesin magnet, kekuatannya berbeza dari 800 hingga 1000 kW. Sekiranya anda menggunakan gerudi lubang di atasnya, anda boleh mendapatkan lubang dengan diameter 30 hingga 35 mm. Sekiranya gerudi putar digunakan dalam keadaan yang sama, maka pada kekuatan yang sama lubang akan jauh lebih kecil.

Bekerja dengan latihan seperti itu tidak memerlukan banyak usaha fizikal dan persiapan khas, dan ketepatan dan kualiti permukaan mesin akan jauh lebih tinggi, kerana kekasaran lubang dikurangkan. Adalah mungkin untuk membuat lubang yang bertindih. Semasa operasi, hanya melalui lubang yang diperoleh.


Semasa operasi, latihan mengeluarkan sedikit bunyi. Dengan bantuan mereka, digabungkan dengan alat lain, anda dapat:
- melakukan pemprosesan pelbagai alat;
- dapatkan lubang pada struktur konkrit dan batu, jubin seramik dan batu semula jadi;
- melakukan penggerudian mendatar untuk meletakkan garisan utiliti.
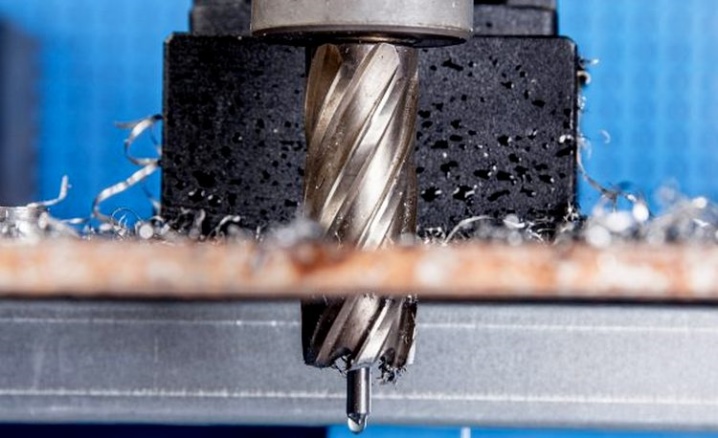
Peranti
Bor inti juga disebut gerudi berlubang atau cincin, kerana ia kelihatan seperti silinder berongga. Digunakan untuk menggerudi lubang bulat dalam produk logam dan kayu. Semasa operasi, mengeluarkan bahan di sekeliling lilitan lubang, meninggalkan sisa penggerudian di tengah. Latihan ini adalah alternatif yang sangat baik untuk pilihan yang mahal dengan kecekapan rendah.

Latih tubi dicirikan oleh prestasi tinggi, mempunyai konfigurasi yang agak rumit, yang terdiri dari poros, skru penyambung, gerudi pilot dan mahkota kerja itu sendiri. Untuk memasang satu struktur dari unsur-unsur ini, perlu memasukkan gerudi perintis ke dalam batang logam dan bersambung dengan skru. Kemudian gerudi dengan batang dipasang di mahkota, dan struktur yang dihasilkan tetap.

Berkat ini, alat ini mempunyai jangka hayat yang panjang dengan ketepatan penggerudian yang tinggi. Semua standard kualiti dan dimensi latihan teras ditunjukkan dalam GOST yang sesuai.Kegagalan untuk mematuhi piawaian ini dihukum oleh undang-undang.
Mahkota kayu DIY
Mana-mana tuan dapat menghadapi situasi ketika latihan dengan diameter yang sesuai tidak dapat dilakukan. Untuk kerja yang tidak memerlukan ketepatan dan ketepatan tinggi, mahkota kayu untuk alur boleh dibuat secara bebas dalam beberapa jam. Senarai bahan minimum: paip logam dengan diameter yang diperlukan, "penumbuk" dari engsel pintu, gerudi, skru, plat keluli segi empat tepat.
- Dalam "penumbuk" dengan bantuan cacing, perlu mengebor lubang yang sesuai dengan diameter gerudi.
- Di sisi "penumbuk", pada jarak sekurang-kurangnya 1 cm dari tepi, buat lubang berulir lain untuk skru pemasangan.
- Di sepanjang tepi paip, menggunakan penggiling, perlu membuat potongan yang meniru gigi.
- Kimpal piring di bahagian belakang paip, di tengahnya membuat lubang untuk gerudi.
- Untuk memasang struktur, gerudi dimasukkan ke dalam "penumbuk" dan dipasang dengan skru. Bahagian bawah gerudi sesuai dengan mahkota, dan bahagian atas ke dalam bongkahan alat (gerudi atau pemutar skru).









Ciri
Latihan inti muncul pada awal 1970-an dan diciptakan oleh Diz Haugen. Pada mulanya, latihan seperti itu tidak dirasakan oleh orang dan tidak diendahkan. Haugen menawarkan penemuannya kepada pelbagai pengeluar, tetapi mereka tidak menunjukkan minat kepadanya. Hanya penyusun struktur logam biasa yang berminat dan memutuskan untuk mencuba pengetahuan dalam tindakan.
Pada masa itu, mesin penggerudian dengan latihan konvensional digunakan, yang dibezakan oleh jisim yang besar, dan sekurang-kurangnya dua pekerja diperlukan untuk bekerja. Semasa operasi pengeboran, terdapat banyak kesulitan, dan kadang-kadang pekerja itu bahkan dibuang dari struktur. Setelah Haugen mengusulkan gerudi inti, pembinaan gerudi lebih ringan dibuat, dengan berat sekitar 13 kg.
Apakah latihan teras? Nama ini merujuk pada lampiran berongga atau muncung yang berbentuk silinder kosong di dalamnya, yang dirancang untuk bekerja dengan logam dan besi bukan besi. Latihan teras dirancang sedemikian rupa sehingga relung dipotong pada logam hanya sepanjang konturnya, kerana ini tidak perlu menggunakan peralatan dengan kekuatan tinggi.
Dengan menggerudi dengan gerudi seperti itu, anda boleh mendapatkan lubang dengan kekasaran yang sangat baik di bahagian dalam. Perkara ini sangat sukar dicapai dengan alat yang serupa. Lekapan cincin digunakan dalam pelbagai jenis peralatan, dan ini bukan sahaja penggerudian, tetapi juga mesin penggilingan dan putar.
Anda juga dapat menggunakannya bersama dengan alat lain, iaitu melakukan pemprosesan pelbagai alat. Latihan ini membolehkan anda membuang sejumlah besar logam yang diproses dalam satu masa. Berkat kenyataan bahawa pemotong cincin diperbuat daripada keluli berkekuatan tinggi dan berkelajuan tinggi, kerja itu dilakukan dengan kelajuan tinggi dan ketepatan maksimum. Semasa operasi, pemotongan anular mempunyai kebisingan minimum, dan sebilangan besar celah di bahagian kerjanya memastikan produktiviti tinggi alat ini.
Terdapat dua jenis latihan ini untuk logam: ini adalah bit gigi HSS dan bit karbida. Bit gigi kurang produktif dan lebih murah, dan diperbuat daripada bahan karbida, yang dirancang untuk bekerja pada kelajuan yang lebih tinggi dan digunakan untuk menggerudi baja karbida dan kromium tinggi.
Yang paling anggaran adalah bit bimetallic untuk logam, bahagian pemotongannya terbuat dari potongan cepat, dan badan utamanya diperbuat daripada keluli struktur sederhana. Berbanding dengan latihan konvensional, rakan mahkota mempunyai kos yang cukup tinggi.
Untuk apa mereka digunakan?

Latihan teras digunakan secara meluas untuk menghasilkan lubang melalui logam lembaran, kayu, plastik, drywall, papan lapis, papan serpai. Teknologi sederhana penggerudian diameter besar, dengan kekuatan minimum yang mungkin, menjadikan latihan ini alat yang sangat diperlukan bukan hanya untuk bahan di atas, tetapi juga untuk jenis pekerjaan lain. Latihan untuk tujuan khas digunakan untuk:
- memperoleh lubang dengan bentuk yang betul pada struktur bangunan konkrit dan batu;
- menggerudi jubin seramik, batu semula jadi, kaca lembaran dan bahan rapuh lain;
- penggerudian mendatar semasa meletakkan garisan utiliti;
- penghasilan bulatan rata dan kosong silinder tanpa berpusing.
Untuk ini, dalam beberapa kes, reka bentuk gerudi (gerudi) memperpanjang bahagian kerjanya dengan menambahkan sisipan yang sesuai.
Untuk bekerja dengan konkrit, hanya latihan teras berlapis atau berlapis yang digunakan. Terdapat 2 kumpulan di sini:
C1 - mahkota dapat menahan beban semasa operasi hingga 5 MPa.
C2 - mahkota menahan beban semasa operasi hingga 2.5 MPa.










Berdasarkan peralatan yang anda miliki, perlu memilih kumpulan mahkota itu sendiri.
Latih tubi TL300 dari RUKO
Latihan TL300 yang dihasilkan di bawah tanda dagangan RUKO terkenal kepada pengguna domestik. Latihan pelbagai model ini dapat dipilih dengan harga yang berpatutan, serta kualiti dan kebolehpercayaan yang tinggi. Latihan siri ini, dengan penajaman titik silang sesuai dengan standard DIN 1412C, dihasilkan dengan diameter lebih dari 3 mm. Latihan TL300 diasah pada 130 darjah, dan model terpilih dalam siri ini dapat dilapisi dengan titanium nitride, titanium aluminium nitride dan bahan lain.

Latih tubi tanda dagangan RUKO
Model siri ini tergolong dalam kategori serbaguna, tetapi ciri optimumnya sesuai untuk penggerudian logam yang rentan terhadap pembentukan kerepek sederhana hingga panjang.
Model siri ini (HSS-G) adalah optimum untuk membentuk lubang di bahagian yang terbuat dari karbon, serta besi tuang, tembaga dan aloi aluminium.
Model HSS-EE, selain logam di atas, juga boleh dipilih untuk keluli tahan asid. Yang lebih serba boleh adalah model gerudi HSS-G TiN dan HSS-G TiAIN, yang boleh dipilih untuk penggerudian titanium dan aloi titanium.