Jenis gerudi untuk logam
Untuk memilih model terbaik, anda perlu memahami jenis latih tubi.
Lingkaran
Latihan silinder klasik, yang paling sering digunakan untuk penggerudian logam. Biasanya produk spiral dibuat diperbuat daripada keluli HSS.
Bahannya adalah jenis keluli pemotong berkualiti tinggi, sehingga gimbal yang dibuat daripadanya dicirikan oleh kekuatan dan ketahanan yang tinggi.
Video:
Kerucut (melangkah)
Permukaan pemotongan mempunyai bentuk kerucut, yang mana jenis gerudi ini mendapat namanya. Bit tirus digunakan untuk membuat lubang pada logam nipis, serta untuk memperbaiki kecacatan dari alat pemotong lain.
Apakah latihan langkah terbaik untuk dipilih? Bergantung pada jenis logam yang diproses. Sekiranya ketumpatan bahan kerja terlalu tinggi, maka lebih baik membeli produk yang lebih mahal dan berwarna keemasan.
Dalam kehidupan seharian, latih tubi jenis ini jarang digunakan. Sekiranya perlu menggerudi lembaran logam nipis atau memproses bahan lembut, walaupun dengan kos yang agak tinggi, ia harus dibeli untuk bengkel rumah.
Video:
Bit (pemotong anular)
Alat pemotong adalah silinder dengan ujung pemotong, yang digunakan untuk memotong logam.
Penggunaan tenaga untuk membuat lubang dengan cara ini beberapa kali lebih rendah, kerana kawasan hubungan kecil antara alat dan permukaan benda kerja.
Kelebihan menggunakan gerudi jenis ini berbanding yang lain adalah penghasilan lubang diameter besar. Pada masa yang sama, mungkin untuk mendapatkan kelebihan berkualiti lebih baik daripada ketika bekerja dengan model spiral.
Video:
Perovs
Jenis khas gimbal rata dengan tepi kerja yang boleh diganti digunakan untuk menggerudi logam. Produk sedemikian membolehkan anda membuat lubang lurus yang berkualiti tinggi dan sempurna.
Ketiadaan skewing semasa proses penggerudian dan kemampuan membuat lubang berdiameter besar dalam pelbagai struktur logam memungkinkan banyak tukang meninggalkan penggunaan produk spiral.
Ini adalah jenis latihan utama yang digunakan untuk membuat lubang pada struktur logam.
Video:










Reka bentuk gerudi dengan sisipan karbida yang dapat diindeks

membolehkan anda membuat lubang sehingga 5 diameter
Ciri reka bentuk struktur badan gerudi untuk logam dikaitkan dengan reka bentuk luaran dan dimensi alur yang digunakan untuk penyingkiran cip. Mereka boleh mempunyai reka bentuk lurus atau spiral. Perlu diperhatikan bahawa mereka mungkin berbeza dari segi sudut heliks. Sekiranya profil saluran dilakukan sesuai dengan teknologi, maka ini memungkinkan untuk menjalankan pemprosesan dengan feed tinggi. Selain itu, keterikatan kerepek tidak termasuk di sini, dan kualiti permukaan yang diproses tetap tinggi.
Juga perlu diperhatikan reka bentuk saluran untuk penyediaan penyejuk. Paling baik apabila mereka berada dekat dengan kawasan badan kapal
Susunan ini membolehkan inti badan gerudi disimpan minimum, memungkinkan penumpukan seruling yang digunakan untuk penyingkiran cip.
Reka bentuk

Yang paling meluas adalah sisipan karbida untuk latihan, yang berbentuk tiga dan tetrahedron. Penggerudian dengan alat ini membolehkan lubang dibuat untuk mempunyai bahagian yang hampir rata. Ciri pengubahsuaian gerudi yang ketinggalan zaman adalah adanya plat segi tiga segiempat sama atau pecah.Dengan menggunakan peranti sedemikian, hasil yang cukup baik dapat dijamin dari segi produktiviti, ketahanan dan kualiti. Walau bagaimanapun, mereka masih menunjukkan hasil yang kurang memberangsangkan daripada produk penggerudian yang dilengkapi dengan plat berprofil khas.
Hasil terbaik dapat diharapkan dari teknologi yang telah dimasukkan ke dalam reka bentuk, yang disebut incremental plunge.
Di sini, perhatian diberikan pada ujung sisipan persegi persegi, dibuat dalam bentuk gelombang. Pada mulanya, dengan menggunakan teknologi ini, adalah mungkin untuk mencapai penstabilan gerudi dan pada masa yang sama mengurangkan sekurang-kurangnya risiko pergerakannya.
Selain itu, penurunan daya pemotongan yang ketara diperhatikan.
Bor yang dilengkapi dengan sisipan karbida yang dapat diganti juga dibezakan untuk logam kerana mereka membolehkan anda membuat lubang yang diameternya melebihi penunjuk nominal gerudi. Ini dicapai dengan menggerakkan gerudi pada mesin bubut berkenaan dengan paksi elemen pada jarak antara 0,8–3,5 mm. Nilai tepat ditentukan secara langsung oleh diameter.

Sekiranya anda akan menggunakan latihan dengan plat yang dapat diindeks untuk logam, perlu diingat bahawa ia boleh digunakan untuk memproses permukaan yang condong dan cekung tanpa memerlukan persiapan permukaan dan pra-penggerudian. Untuk berjaya menangani tugas seperti itu, hanya perlu mengurangkan infeed semasa terjun sebanyak 50-70%.
Jenis gerudi - parameter asas
Jenis dan bentuk bahagian kerja
1. Gerudi putar, juga disebut latihan lingkaran, paling sering digunakan dalam kehidupan seharian. Dengan alat ini, yang panjangnya boleh mencapai 27,5 sentimeter, anda boleh menggerudi kayu dan bahan lain. Latihan putar dengan diameter 0.1 milimeter hingga 8 sentimeter dihasilkan.
2. Gerudi rata, dalam bentuk bulu, maka nama kedua - bulu, digunakan untuk pengeboran lubang besar dan dalam. Bahagian pemotongnya dibuat dalam bentuk pisau. Ini dapat dibuat dalam satu bagian, bersama dengan batang, atau dapat dipasang menggunakan batang yang membosankan atau pemegang khas.
3. Untuk penggerudian mendalam. Sekiranya lubang yang sangat dalam hendak digerudi, kedalamannya melebihi 5 diameter gerudi, digunakan gerudi panjang dengan 2 saluran skru. Emulsi khas mengalir melalui saluran ini, menyejukkan alat semasa operasi. Saluran dibuat sama ada di dalam gerudi, atau di dalam tiub yang disolder ke belakangnya.
4. Bor pemotongan satu sisi. Apabila lubang yang hendak dibuat mesti mempunyai dimensi yang tepat, ambil gerudi yang dirancang untuk memotong hanya dengan satu sisi. Ia mempunyai satah rujukan dan kedua-dua bahagian pemotong berada di sisi paksi tengah alat yang sama.
5. Bor inti berlubang di dalam. Oleh kerana reka bentuk ini, hanya menggunakan cincin yang sempit di dalam bahan. Ini adalah mahkota yang disebut.
6. Untuk membuat lubang tengah pada bahagian tersebut, gunakan gerudi khas yang disebut gerudi tengah.










Reka bentuk Shank
Terdapat beberapa variasi bahagian ekor instrumen ini. Mari senaraikannya. Oleh itu, betis berlaku:
- Dibuat dalam bentuk silinder;
- dibuat dalam bentuk kon;
- segi tiga dengan empat, empat atau enam sisi;
- Jenis SDS.
Kaedah latih tubi
Bor boleh dibuat dari sekeping logam padat (dengan diameter tidak lebih dari 8 milimeter) atau aloi (diameter hingga 6 milimeter). Dalam kes ini, baja khas digunakan, yang mempunyai nama "berkelajuan tinggi". Jenamanya: P9K15, P18 atau P9.
Sekiranya diameter gerudi lebih dari 8 milimeter, maka ia dibuat dengan mengimpal. Dalam kes ini, bahagian yang dipotong dibuat dari keluli berkelajuan tinggi, dan batangnya terbuat dari keluli karbon.
Apabila perlu menggerudi bahan rapuh dan rapuh, gunakan gerudi yang dilengkapi dengan plat karbida. Ia mempunyai alur yang boleh berbentuk lurus, miring atau skru.
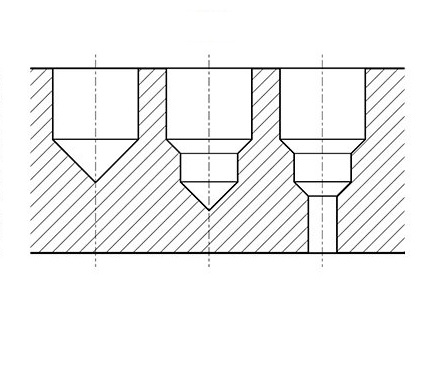
Apa bentuk lubang yang perlu diproses
Bergantung pada tugas yang dilakukan, tujuan latihan juga berbeza. Oleh itu, mengikut bentuk lubang, mereka dibahagikan kepada jenis berikut:
- Kerucut;
- segi empat sama;
- melangkah;
- silinder.
Apa yang diliputi oleh latih tubi
1. Lapisan paling murah adalah filem oksida hitam. Ia melindungi alat dari karat dan juga melindunginya dari terlalu panas. Jangka hayat gerudi secara semula jadi meningkat.
2. Lapisan seramik titanium nitrida sangat tahan lama. Ia memanjangkan jangka hayat instrumen sekurang-kurangnya 3 kali. Gerudi bersalut TiN tidak boleh diasah atau semua faedahnya akan hilang.
3. Latihan yang dilapisi TiAlN - titanium-aluminium nitrida lebih berkualiti dan boleh dipercayai. Pada masa yang sama, latih tubi dapat berfungsi tanpa gagal 5 kali lebih lama daripada yang biasa.
4. Titanium carbonitride, jika tidak, TiCN, dianggap sebagai lapisan dengan kualiti yang hampir sama.
5. Semasa bekerja dengan bahan dengan kekerasan tinggi, misalnya, dengan batu porselin atau batu, perlu menggunakan latihan yang paling tahan lama - berlapis berlian. Mereka tidak mempunyai kekuatan yang sama.
Kriteria pilihan
Semasa memilih latihan karbida, yang boleh mempunyai parameter dan reka bentuk geometri yang berbeza, ciri-ciri berikut harus diambil kira: bahan produk di mana lubang itu akan digerudi, serta diameter dan kedalaman yang terakhir
Parameter terpenting yang perlu diperhatikan semasa memilih gerudi berujung karbida adalah:
- bahan dari mana bahagian pemotong dibuat;
- kekuatan karbida yang digunakan;
- kualiti gerudi;
- tanda dagangan dan negara asal;
- harga.

Mata gerudi tungsten karbida mempunyai hujung pemotongan yang tajam
Walaupun latihan karbida yang dihasilkan di bawah jenama terkenal dibezakan dengan harga tertinggi di pasaran, disarankan untuk memilihnya, kerana kualiti dan kebolehpercayaannya berada pada tahap tertinggi. Memandangkan hakikat bahawa bor karbida tidak murah, tidak masuk akal untuk memilih alat yang berkualiti yang dipersoalkan dari pengeluar yang tidak diketahui.
Teknologi untuk menggerudi lubang dalam logam yang digunakan dalam kehidupan seharian
Dalam kehidupan seharian, tiga teknologi digunakan untuk menggerudi lubang pada logam. Billet dan cadar dijepit dengan pengapit dan maksiat. Selalunya, latihan rumah tangga biasa dan latihan memutar silinder digunakan di rumah.
Penggerudian konvensional
Teknologi penggerudian logam ini tidak asing lagi bagi semua orang.
-
Penandaan berlaku.
-
Lubang ditandai dengan tukul dan pukulan tengah.
-
Bahan kerja dijepit dalam maksiat atau dengan penjepit.
-
Bor dengan diameter yang diperlukan dimasukkan ke dalam bor gerudi dan dijepit.
-
Alat ini berpusat.
-
Lubang melalui atau buta digerudi.

Foto # 3: Menggerudi logam di rumah
Menenangkan
Reaming dalam logam adalah teknologi yang bertujuan untuk meningkatkan diameter lubang yang dibuat sebelumnya. Untuk melakukan ini, lakukan latihan diameter besar.










Di rumah, lubang biasanya harus ditebang secara berperingkat, secara beransur-ansur meningkatkan diameter alat yang digunakan. Ini disebabkan oleh fakta bahawa kekuatan gerudi isi rumah tidak mencukupi untuk menggerudi lubang besar pada benda kerja tebal. Di samping itu, pendekatan bertahap mengurangkan tekanan paksi pada latihan. Ini sangat mengurangkan kemungkinan kerosakan.

Imej # 1: prinsip penggerudian lubang besar pada logam tebal di rumah
Mengurangkan diameter bahagian dalam lubang
Dengan teknik penggerudian ini, lubang cetek dengan diameter besar terlebih dahulu digerudi dan kemudian alat yang lebih kecil digunakan. Teknologi kelihatan seperti ini.
Gambar No. 2: teknologi untuk mengurangkan diameter lubang pada logam
Set gerudi kayu
Apa yang perlu disertakan dalam set gerudi? Harus ada pelbagai model produk logam. Mereka direka untuk ketebalan bahagian kayu yang berbeza. Sebagai peraturan, mereka memiliki dasar heksagon, yang dalam isipadunya berdiameter dari 5 hingga 50 mm.

Latihan berkualiti mesti diasah dengan baik. Pada masa akan datang, ini akan mengelakkan ubah bentuknya semasa proses kerja.

Bole dengan diameter lebih daripada 9 mm mesti mempunyai hex shank. Ia menyediakan pelekapan asas logam yang ketat semasa proses penggerudian, sehingga menghalangnya tergelincir. Setiap model direka bentuk untuk jenis kayu pepejal tertentu.

Sebagai contoh, gerudi kayu sepanjang 11 mm direka untuk batu lembut. Bor akan berputar hingga 1800 rpm. Pada masa ini, asas logam akan bersentuhan rapat dengan permukaan kayu.

Untuk spesies pokok keras seperti oak, alder, cedar, gunakan gerudi 20 mm. Dalam proses penggerudian del akan membuat hingga 1000 putaran seminit.


Set kualiti disajikan dengan warna kuning. Teduh ini menunjukkan adanya titanium dioksida. Bahan ini memanjangkan jangka hayat produk logam.

Sekiranya permukaan latihan dibuat dengan warna kelabu, maka ini menunjukkan penggunaannya sekali. Mereka mengandungi aloi aluminium, yang direka untuk bahagian kayu nipis.











Permukaan hitam menunjukkan kemasan logam yang mengeras. Proses ini menjadikan produk logam lebih kuat dan tahan lama. Mereka sesuai untuk konifer. Kayu ini dianggap lembut.

Varieti
Terdapat beberapa jenis gerudi seramik. Inilah ciri perbandingan mereka.
Berbentuk tombak
Mereka mempunyai kelebihan berikut:
- kos rendah: dari 60 hingga 120 rubel;
- hayat perkhidmatan yang panjang.
Kualiti ini menjadikan gerudi tombak sebagai salah satu lubang penggerudian jubin yang paling diminati dengan diameter hingga 12 mm (maksimum untuk gerudi tertentu).
Jangka hayatnya sangat berkurang semasa menggerudi stoneware porselin - cukup untuk hanya 4-5 lubang. Tetapi memandangkan kos latihan khas yang tinggi untuk bahan ini (300-500 rubel), menggerudi sebilangan kecil lubang dengan dua atau tiga latihan berbentuk lembing nampaknya lebih menguntungkan.
Profil dan sudut alat ini dirancang secara eksklusif untuk kaca dan seramik. Semasa menggerudi bata atau konkrit, ia cepat gagal.
Menang
Pemenangnya adalah aloi tungsten dan kobalt yang dikembangkan di USSR, dicirikan oleh kekerasan tinggi dan pada masa yang sama kos yang berpatutan. Latihan kemenangan cukup popular kerana ia mempunyai kombinasi harga dan ketahanan terbaik.
Latih dengan petua yang berjaya
Karbida
Ciri khas gerudi ini adalah penajaman satu sisi bahagian pemotong pada sudut akut. Berkat ini, penembusan ke dalam bahan rapuh seperti jubin seramik dan batu semula jadi berlaku dengan mudah dan tanpa retak. Latihan karbida pepejal tersedia dengan diameter maksimum 12 mm.
Berlapis berlian
Varieti ini lebih sesuai untuk para profesional yang perlu menggerudi jubin secara berterusan dan dalam jumlah banyak, harganya mahal, tetapi sebaliknya:
- mudah mengatasi walaupun dengan bahan yang sangat keras: intan mempunyai kekuatan yang lebih tinggi daripada bahan lain di alam;
- mempunyai peningkatan sumber;
- membuat lubang dengan tepi yang sama rata, kerana bahannya tidak dipotong, tetapi dihancurkan oleh kristal semburan.
Menurut kaedah memperbaiki penyemburan berlian, latihan dibahagikan kepada tiga jenis:
- dengan lampiran kerepek berlian ke pateri. Ini adalah jenis yang paling mudah diakses, tetapi kehilangan penyemburan agak cepat, terutamanya apabila terlalu panas (solder melembutkan);
- dengan fiksasi mekanikal. Diamond grit disatukan ke pinggir gerudi, dipanaskan oleh arus frekuensi tinggi hingga keadaan keplastikan.Alat ini tahan terhadap kepanasan dan kehilangan pemendapan jauh lebih sukar, oleh kerana ia tahan lebih lama. Pada masa yang sama, kosnya, walaupun lebih tinggi daripada varieti sebelumnya, cukup berpatutan;
- dengan pematerian laser. Latihan yang paling mahal dan tahan lama. Biasanya digunakan dalam industri.
Edaran "ballerina"
Alat ini serupa dengan kompas: satu "kaki" adalah gerudi berpusat, yang lain diketepikan dan dilengkapi dengan pemotong. Terdapat model dengan dua "kaki" pemotong.
Jarak antara kaki, iaitu, jari-jari lubang yang akan dibuat, disesuaikan dengan sepana hex.
Nilai minimum ialah 15 mm, maksimum 45 mm. Oleh itu, "ballerina" membolehkan anda menggerudi lubang dengan diameter 30 hingga 90 mm.
Bor jenis ini sesuai jika lubang mesti dibuat dari semasa ke semasa dan pada masa yang sama dengan diameter yang berbeza. Untuk kerja tetap, adalah lebih tepat untuk membeli satu set mahkota (gerudi silinder): mereka meninggalkan bahagian yang rata. Selepas "ballerina", tepi lubang harus diratakan dengan kertas pasir atau fail.









Bulu
Ciri khas gerudi pen adalah kerucut runcing yang menonjol di tengah-tengah celahan. Ia membolehkan anda meletakkan gerudi dengan tepat dan pada masa yang sama "menangkap" pada permukaan kaca licin.
Tidak perlu menebuk jubin awal. Diameter gerudi pen maksimum ialah 30 mm.
Sejagat
Dikilangkan dari keluli berkarbon tinggi. Mereka diasah dengan cara khas yang membolehkan anda memproses pelbagai jenis bahan.